





- Neural intelligence and regression analysis in modeling and optimization of flank wear during turning of Monel K500
N. Manoj Krishnaa,*, M. Selvarajb, Arul Kulandaivelc and S. Lakshmana Kumard
aDepartment of Mechanical Engineering, Thangavelu Engineering College, Chennai-600097, India
bDepartment of Mechanical Engineering, SSN College of Engineering, Chennai-603110, India
cDepartment of Mechanical Engineering, Agni College of Technology, Chennai-600130, India
dDepartment of Mechanical Engineering, Sona College of Technology, Salem-636005, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
The current research article develops artificial neural network (ANN) and regression analysis for prediction and optimization of flank wear. For this, the flank wear results were observed from live experiments conducted under the various levels of input variables like speed, feed and depth of cut. The ANN model architecture: 9-4-1 was observed as suitable for this analysis. The experimental results were utilized to train, test and validate the network. Neural intelligence tool was used to perform ANN analysis. The prediction capability of the regression model was estimated based on R-value (correlation coefficient) among experiment’s and model prediction’s values. The predictions by ANN were found to be in precise among the predictive models as obtained from the R: squared value and correlation value. The insert life was also evaluated with respect different machining time at various level of machining factors. The flank wear, which is equal to equal to 0.35 mm, was considered as criteria to decide the life of the insert. Further, the machining factors were optimized based on desirability approach. Therefore, these predictive models and optimized factors would pave the aero industries to predict as well as optimize the flank wear. The result of the experiments has revealed the feed rate as noteworthy variable than speed and depth of cu
Keywords: Monel K500, Taguchi, ANN, Flank wear, Tool life
Monel K500 is important one among nickel-based super alloys owing to few of its great advantages, such as good mechanical strength, good resistivity to corrosion and erosion, high creep strength and fatigue strength. Monel K500 finds applications in aircraft, heat exchanger, jet engines and gas turbine applications owing to its great properties. As these materials are applied in raucous working environments like more pressure and temperature, this machined surface should have good integrity so that it can retain its properties in that working condition. However, these alloys are not easy to machine with integrity and has worst insert life and wear during processing the operation. Nimonic C 263 is a difficult to machine material and it finds application in aeronautic, missiles, heat transfers due to its properties. The selection of the machining variables are depend on the properties of the material, insert material and other machining process control variables.
Therefore, the selection of cutting insert and machining factors plays vital role to improve the machining features such as integrity, surface roughness and insert rate of wear etc., The model for prediction of roughness by ANN and RSM in turning AA6061 alloy using coated carbide tool [1]. They have reported that back propagation algorithm was found to be the supreme to train the model and 3-8-1 architecture was used. tool life with help of FEA analysis coupled with wear rate empirical and the computational time was lowered notable [2]. Further, they have reported that usui’s equation had few demerits to predict the rate of wear and the empirical model made as function of von mises stress showed enhanced predictive capability to prognostic wear rate. The turning experiment on AISI 420 and examined the contribution effect of speed, feed and depth of cut on forces and roughness [3]. The feed and depth of cut were noted to be noteworthy factor on roughness and force respectively. Further, RSM and ANN were used to make predictive models. The machining characteristics of AISI D3 steel in turning process by ceramic, coated ceramic and carbide inserts [4]. The speed, feed and depth of cut were chosen as controlling factors on the machining attributes: force and roughness. Further, they have modeled the parameters using ANN and RSM.
The turning experiments on Nickel A286 using PVD coated insert. The machining variables are taken as speed, feed and depth of cut [5]. The machined surface condition and flank wear were the machining performance characteristics. Optimum parameters were identified to attain minimum roughness and wear and they reported that, PVD coated insert performed well than uncoated insert. The turning experimental trails under low initial lubrication system on cupronickel 7030 alloy [6] and evaluated the tribological test and insert wear. They have reported that, the about 73% insert wear reduced in comparison with dry and flood lubrication system.
The super alloys are utilized in aero industry owing to high strength, great resistivity of corrosion and long creep life. However, its machinability is low owing to its unique properties like high cutting force and temperature generation with great hardening rate and these properties would rapidly deteriorate cutting insert [7]. They have estimated the wear rate in turning Inconel 718 using wavelet packet transform. Further, the insert wear was monitored during operation with incorporating sensor monitoring system. The tungsten alloys are suitable to make missiles, boats and race cars etc, However, machining of these materials are tough and need to maintain with integrity of the machined surface. Therefore, they have made turning experiments and analyzed the insert wear development and wear mechanisms [8]. Further, they have developed tool wear rate model based on analytical calculations and named it as Zhao model.
The micro turning on titanium alloy and they have optimized the processing factors based on RSM- BBD (Box-Behnken Design). The machining variables like speed, feed and depth of cut were chosen [9]. The developed mode was found to be effective to predict tool life and the predicted values are closely matched with experimental values. The uniform design methodology has reduced the number of experimental trails [10]. They have developed a model based on regression analysis to predict the input and output relationship. The studied the machining characters in the form of insert wear and roughness and the experimental values were validated with predictive model.
Segreto et al. [11] have said that the super alloy posses low conductivity and difficult to cut. Therefore, identification of correct level of machining variables is to be found to improve the machining attributes. They have developed a model using artificial neural networks and the machining variables were optimized using particle swarm optimization.Jurkovic et al. [12] were obtained dataset in turning the aluminum alloy and the experiment results were used as dataset to design and develop a predictive model to predict the surface roughness. Full factorial design was used with 81 experiments to 27 runs, in which, 27 experiment trails were used to do machining. The experimental results were trained, validated and tested and best result is achieved by back propagation multilayer feed forward networks using. The BR algorithm was used for training.
Francis Xavier et al. [13] have investigated the impact of machining factors in turning titanium alloy using RSM and ANN. The surface roughness and MRR were considered as output. ANOVA confirmed that cutting speed has highest contribution on roughness and DOC has high contribution for MRR.The experimental values compared with RSM and ANN predicted model. The less percent error was reported with ANN model when compared with experimental and RSM developed model.
Ezhilarasan et al. [14] developed a novel machine learning technique such as ANN and cuckoo algorithm to optimize the attributes of brass alloys in turning proces. GA also utilized to optimize the variables in turning process to minimize the cutting force. The coupled cuckoo algorithm with ANN has shown better performance than GA.
Arul et al. [15] developed predictive models to predict surface finish, flank wear and force using ANN and RSM in hard turning of Monel K500. The domination of the machining inputs on the output responses are studied using ANOVA. The ANN and RSM predictive model correlated well. The optimum levels of machining variables were found to obtain optimum output responses.
Arul et al. [16, 17] have used particle swarm optimization (PSO) coupled with RSM and desirability analysis to optimize the machining variables in machining aluminum alloy. The PSO’s performance desirability analysis was compared. The PSO performed good in optimizing the machining inputs.
Maryam Abolfazli and Mohammad Hossein Paydar [18] investigated AMZG composite refractory’s physical, mechanical and chemical properties. Response surface methodology was used to model and study the effects percentage variation of the components on the properties. The tool wear is complex one and it affects the machining performances and reduces the accuracy of the product. Thirumalai Ramanathan and Vivekraj M [19] have conducted turning trails on Incone 718 using ceramic cutting tool. They have reported that, the accuracy and precision of the machined parts by ceramic insert can be used for secured data transmission systems in automation industries.
This study looked at the optimization of process parameters for welding cupronickel alloys utilising a CO2 laser welding technique. Using multi criteria decision making (MCDM) approach and TOPSIS analysis, this study aims to optimise the LBW process parameters of cupronickel alloys. This inquiry seeks to uncover improved process parameters, mechanical qualities, and energy efficiency [21]. The goal of this study was to improve the EDM machining settings on zirconium dioxide (ZrO2) and aluminium oxide (Al2O3). The machining properties related with the EDM process, such as material removal rate (MRR) and surface roughness (SR), were investigated utilising an L18 orthogonal array and the Taguchi technique [22].
From the literatures, it is revealed clearly that, the machining factors and corresponding progressive insert wear influence on the machining characteristics of alloys in turning process. Further, the development of predictive model-based ANN and Taguchi are reported. However, there was not seen adequate research.A limited research reports were not reported a best prediction model in case of dry turning of Monel K500.
Therefore, this work approaches ANN and regression analysis to get the highly capable predictive model for prognostic and optimization of wear. The regression and prediction by ANN model are related with experimental results to identify effective model. Further, the impacts of factors on the responses are studied using ANOVA.
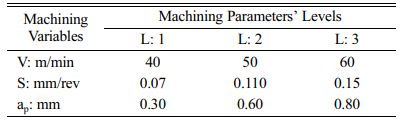
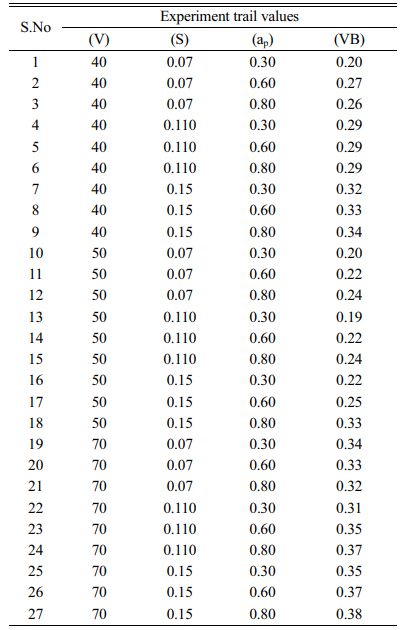
Monel K500 of diameter: 60 mm and length: 150 mm was chosen to conduct experiments. The chemical composition of Monel K500 (Wt%): Ni: 52.49, Si: 0.19, Mn: 0.46, Cr: 20, Mo: 6.29, Cu: 0.07, Fe: 1.0, Co: 16.7, Ti: 1.94, Al: 0.47, Nb: 0.05, W: 0.16, V: 0.01, C: 0.03, S: 0.002, Ta: 0.007. Whisker-reinforced ceramic insert made by Sandvik were chosen for to perform turning experiments on Monel K500 material. Turning trials were done using NAGMATI175 lathe with spindle speed range of 54-1200 rpm, feed range of 0.048-0.716 mm/rev, and of 1 HP motor power. A thin layer of 0.7 mm was machined with a fresh cutting edge to dispose the unwanted surface owing to previous operation. Experimental trails were done out in dry mode. The speed, feed and depth of cut are all taken as inputs and flank wear and tool life are all considered as attributes. The inputs and their levels are shown in Table 1. L27 OA was used to perform experiment. The results of the experiment are in Table 2. The relationship among input factors and output was modeled by quadratic regression equation. The Equation of polynomial regression equations can be used to know the relation among the input factor and output responses [20]. Insert wear was noted with help of tool maker’s microscope. The worn insert was studied with help of SEM images. The predictive model was developed with help of Taguchi analysis and ANN techniques. The experimental values were all verified with predicted value. Input factors were also optimized to get minimum of flank wear using desirability approach and confirmation test was also conducted.
The 2nd order mathematical regression model in general form is shown in equation (1) as below.

where,
‘Y’: Response: corresponding,
xi :Value of the ith machining variable,
β : co-efficient: Regression
ε : Measure: Residual.
The contribution impact of the machining inputs on the flank wear and life of insert evaluated in turning of Monel K500 alloy is discussed as follows:
Statistical analysis of experimental results
Analyses of ANOVA, regression analysis, and confirmation tests were taken care for evaluation and analyzing the impacts and contribution of factors on flank wear while turning Monel K500.
ANOVA results for Flank wear
The ANOVA is used to identify the impact of individual factors. The P-value indicates the statistically importance of individual factors. Every factor in the ANOVA need to be calculated and if its p-value is found to be lower than 0.05, then the particular factor is said to be statically importance. The ANOVA table is formulated with a dominance level of 5%. The %age of contribution for every factor is shown in the last column of ANOVA and the highest percentage indicates significant influence of the factors on the response.
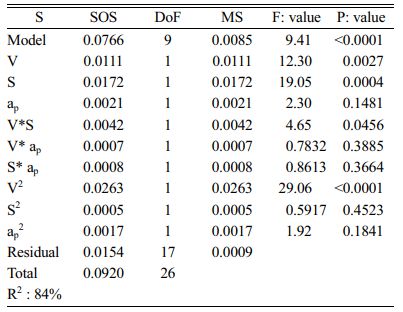
The ANOVA outcomes of flank wear are given in Table 3. The p-value of the individual variables on flank wear was identified as speed (0.00027), feed (0.0004) and depth of cut (0.1481). With reference to ANOVA outcomes and the p-value of the individual variables on flank wear, the speed and feed rate are noted to be dominant variable on insert wear and depth of cut was not effectual on it. At significance level: 5% and confidence level: 95%, the ANOVA analysis was carried out.
Regression analysis for flank wear
The relationship among input factors and output was modeled by quadratic regression equation. The Equation of polynomial regression equations can be used to know the relation among the input factor and output responses.
The experimental results were predicted using regression analyses. Mathematical modeling was done to predict the experimental results in turning Monel K500 with help of quadratic equation for regression analyses. The regression analysis has been applied and quadratics equation was estimated. The predictive quadratic equation using multi-linear model regression of flank wear is designated in equation (2).


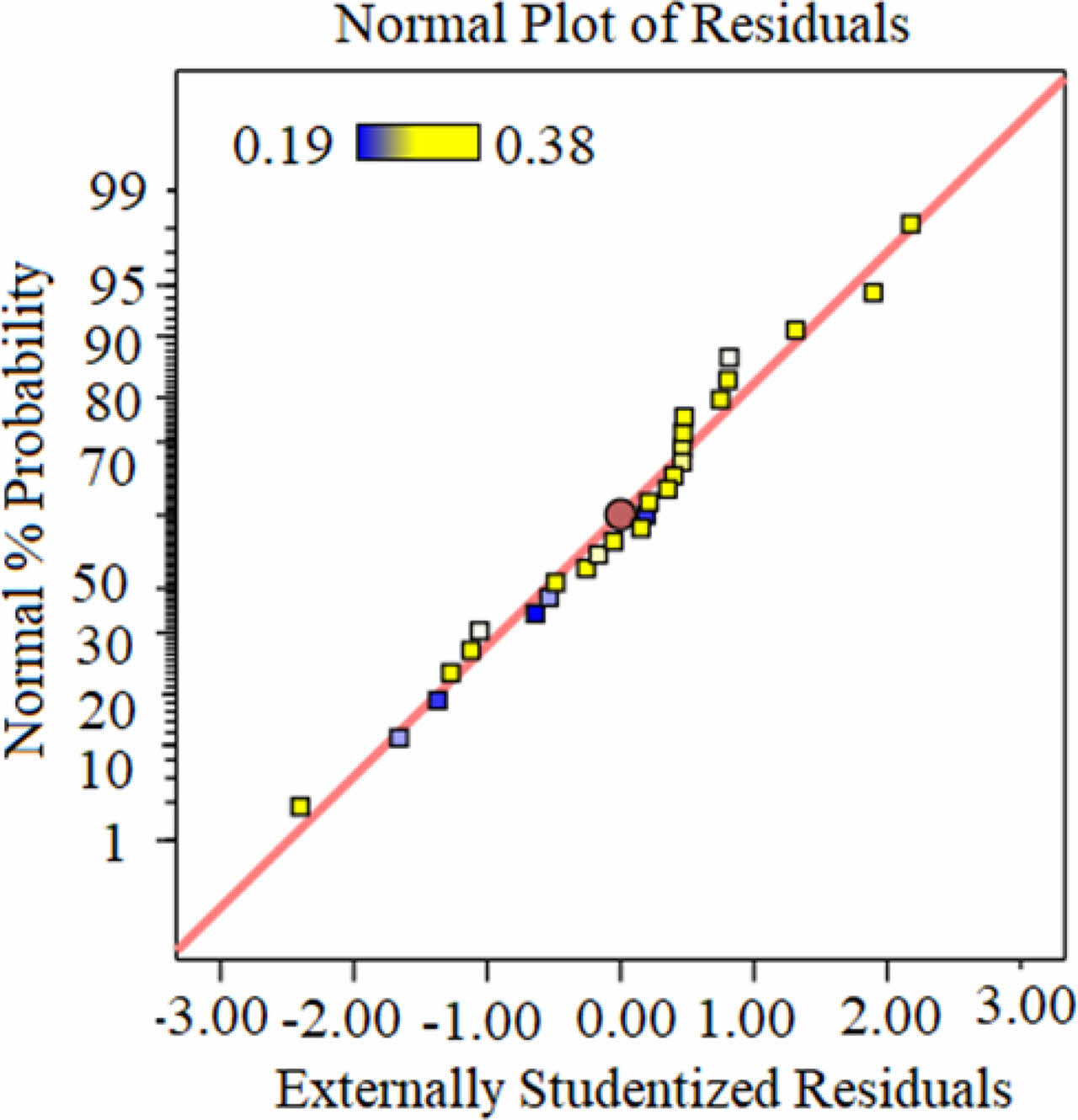
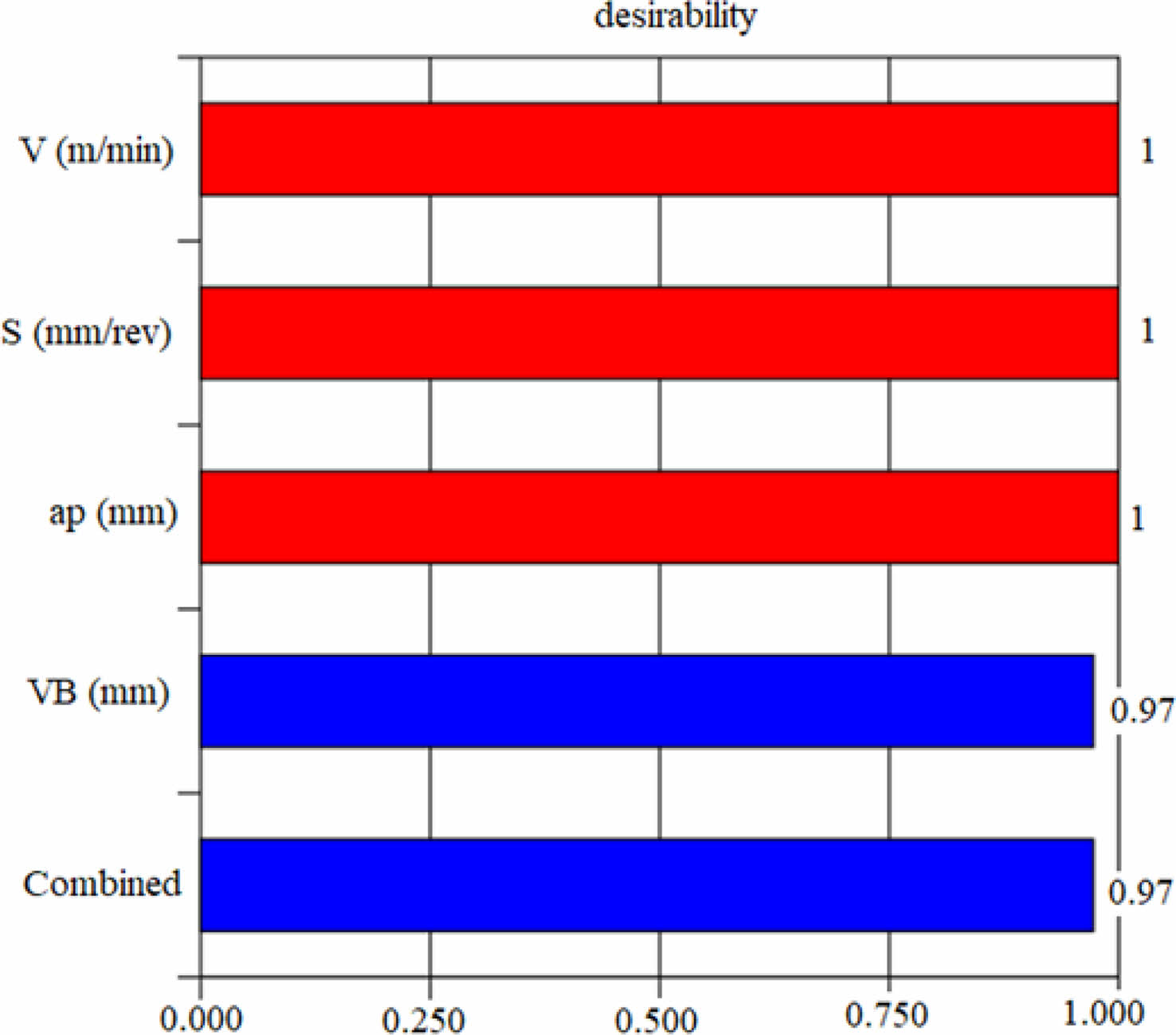
Where VB shows the predictive quadratics equation of flank wear. For VB, R2 value is 93% and this predictive ability of the model was accepted and found to be successful in predicting the flank wear. Fig. 1 was obtained the distribution of cluster of points that connects the normal plots for the residuals of flank wear. These points, in fact close to the normal plot and reasonable nearer to the plot which is acceptable with 95% confidence interval. The experimental results are investigated to identify the optimum machining factors. With help of the experimental results, the plot of optimization is attained as shown in Fig. 2 using desirability approach. The supreme factors to reduce the wear whisker reinforced ceramic are 49 m/min, 0.07 mm/rev, 0.30 mm.
Confirmation experiment for flank wear
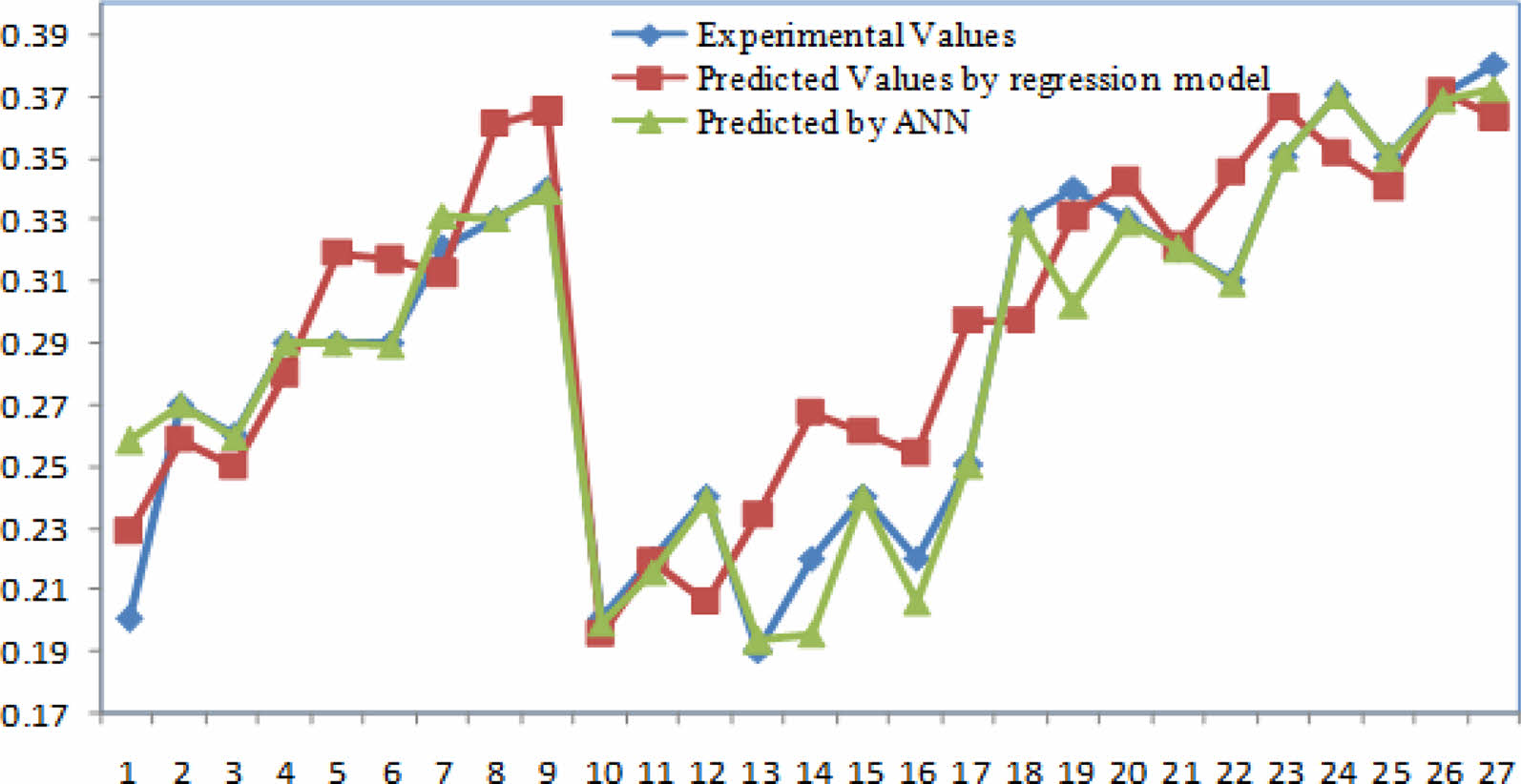
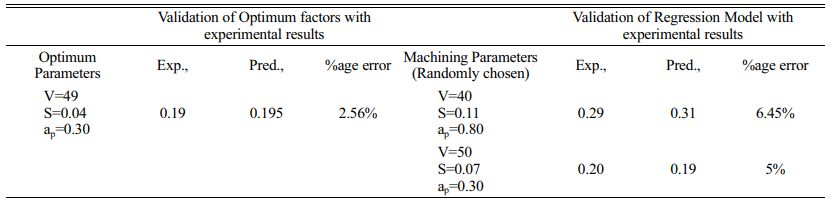
In order to verify the relations between experimental and predicted results, confirmation test was carried out. Table 4 shows confirmation test results. The experiment was carried out for optimum factors and the obtained experimental result is verified and compared with predicted. Some of the experimental results were verified with predicted results by regression model and it is given in the Table 4. The results predicted by optimum parameters and regression model have proved that the predicted results are well matched with values of experiment and the percentage errors also found to be within allowable limits. The percentage error values could be smaller than 20%. The comparison of results of experiment and results of predicted by regression model is shown in Fig. 3 and the percentage errors were found to be within limit.
Flank wear
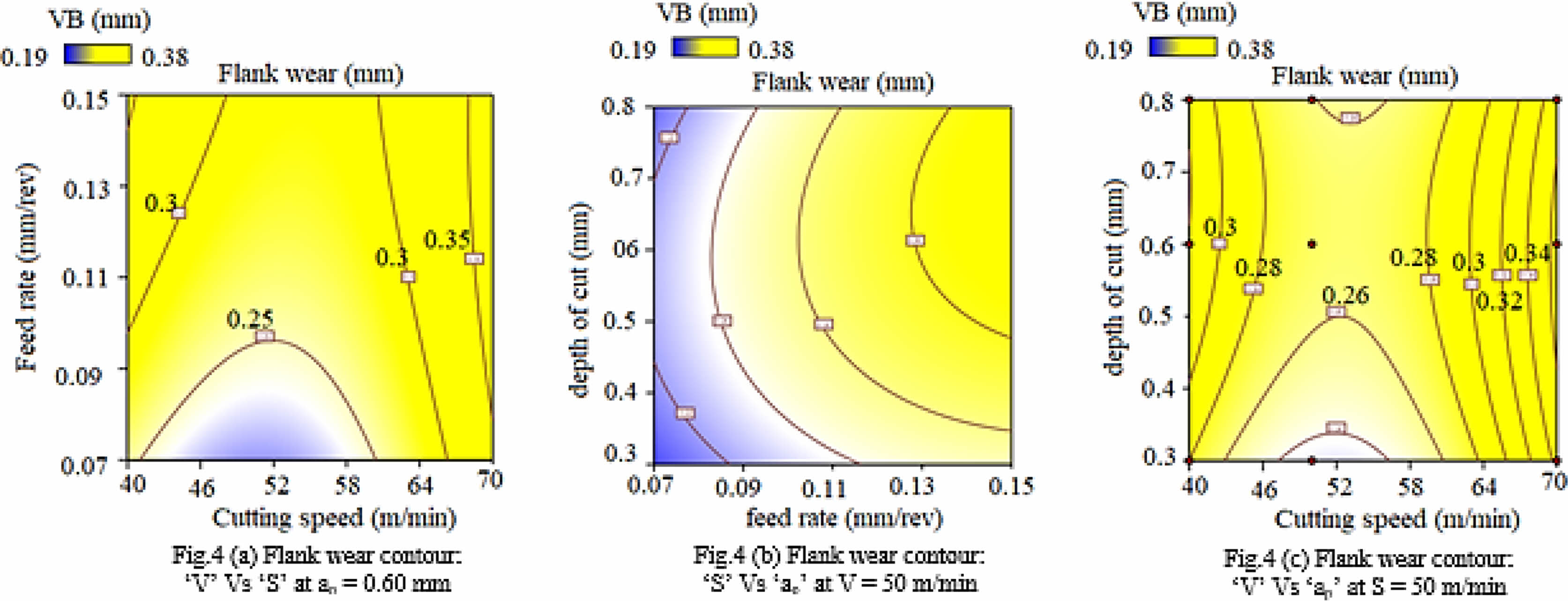
Fig. 4(a-b) illustrates the contour maps of flank wear. These maps would be used for prediction the flank wear at region of the experiment territory. It is understood from maps that, the flank wear escalates when the level of speed, feed and depth of cut escalates. However, it is clearly shown in Fig. 4(a) that, lower flank wear was seen at medium of speed’s level and at low feed’s level.
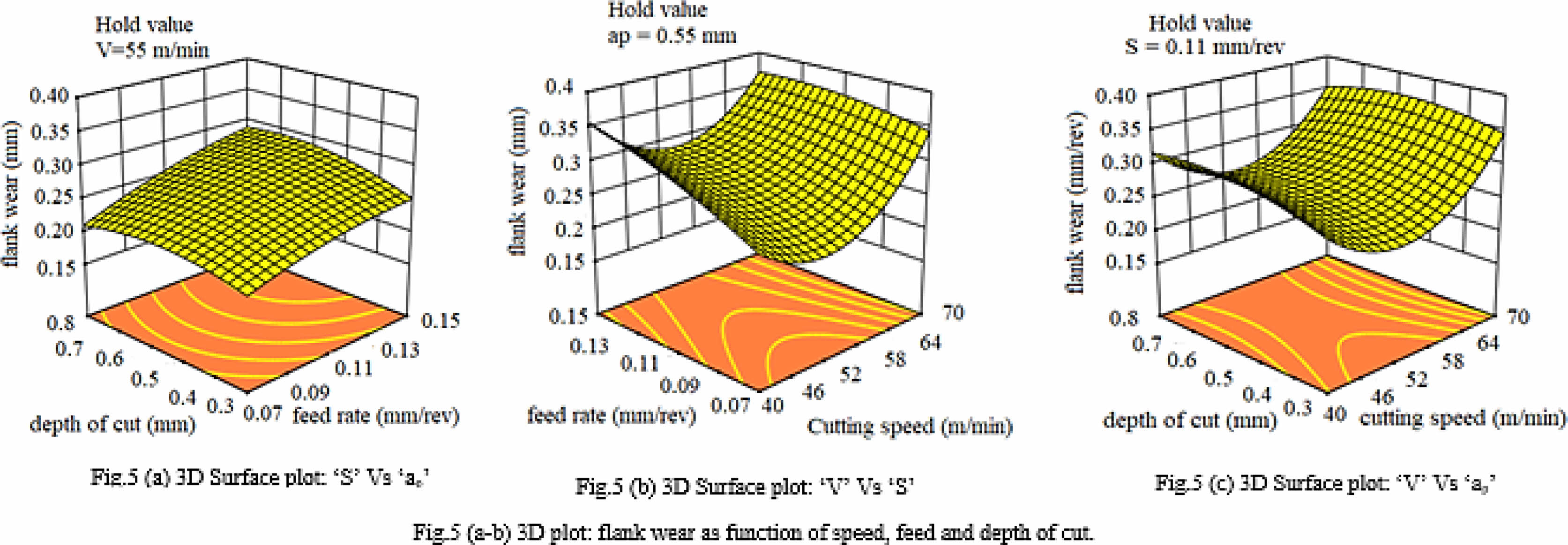
Fig. 5 demonstrates 3D plot for wear as function of speed, feed and depth of cut. The escalation in feed and cutting speed remarkable causes the flank wear and it is also recognized that, at middle speed’s level and low feed’s, level lower flank wear is observed. Further, it is seen from Fig. 5(a-c) that, the greater influence of ‘V’ vs ‘S’ and ‘ap’ vs ‘V’ on flank wear was observed than the influence of ‘ap’ vs ‘S’. The optimum machining conditions were found using desirability approach to obtain minimum of flank wear. The impacts of machining parameters on wear are investigated. In this research paper, using ANOVA the impact of the machining factors on wear is evaluated. To investigate the impacts, Design expert is used. Further, the machining factors were modeled using Taguchi technique and neural intelligence technique.
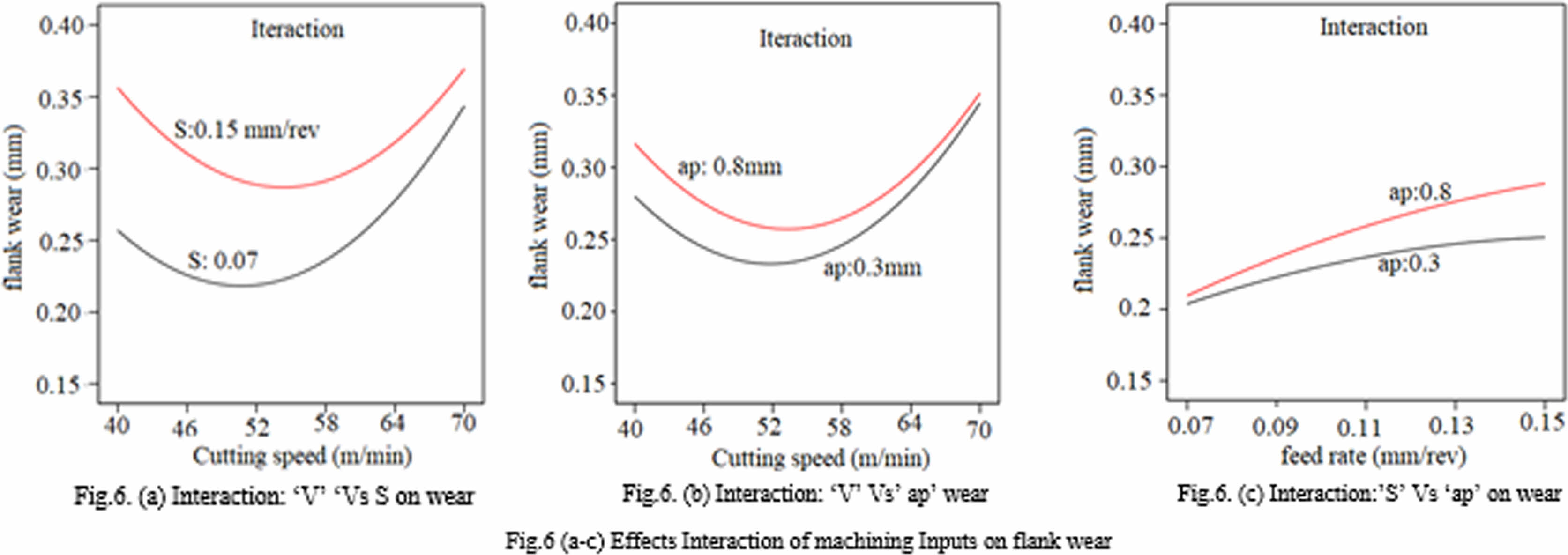
The interaction impact of machining parameter on wear is given in the Fig. 6(a-b). From Fig. 6(a), the wear is raised with rise in feed and speed. However, minimum of flank is seen at middle speed’s level and at lower level of feed. Further, it is seen in the Fig. 6(a) that, the wear rises at low speed and high feed’s level and it is understood that, the feed significantly dominate on flank at lower condition of speed. However, minimum of wear is observed at medium level of speed and at lower level of feed for whisker reinforced ceramic insert while turning the Monel K500. The wear rises with rise in speed 50 m/min to 70 m/min.
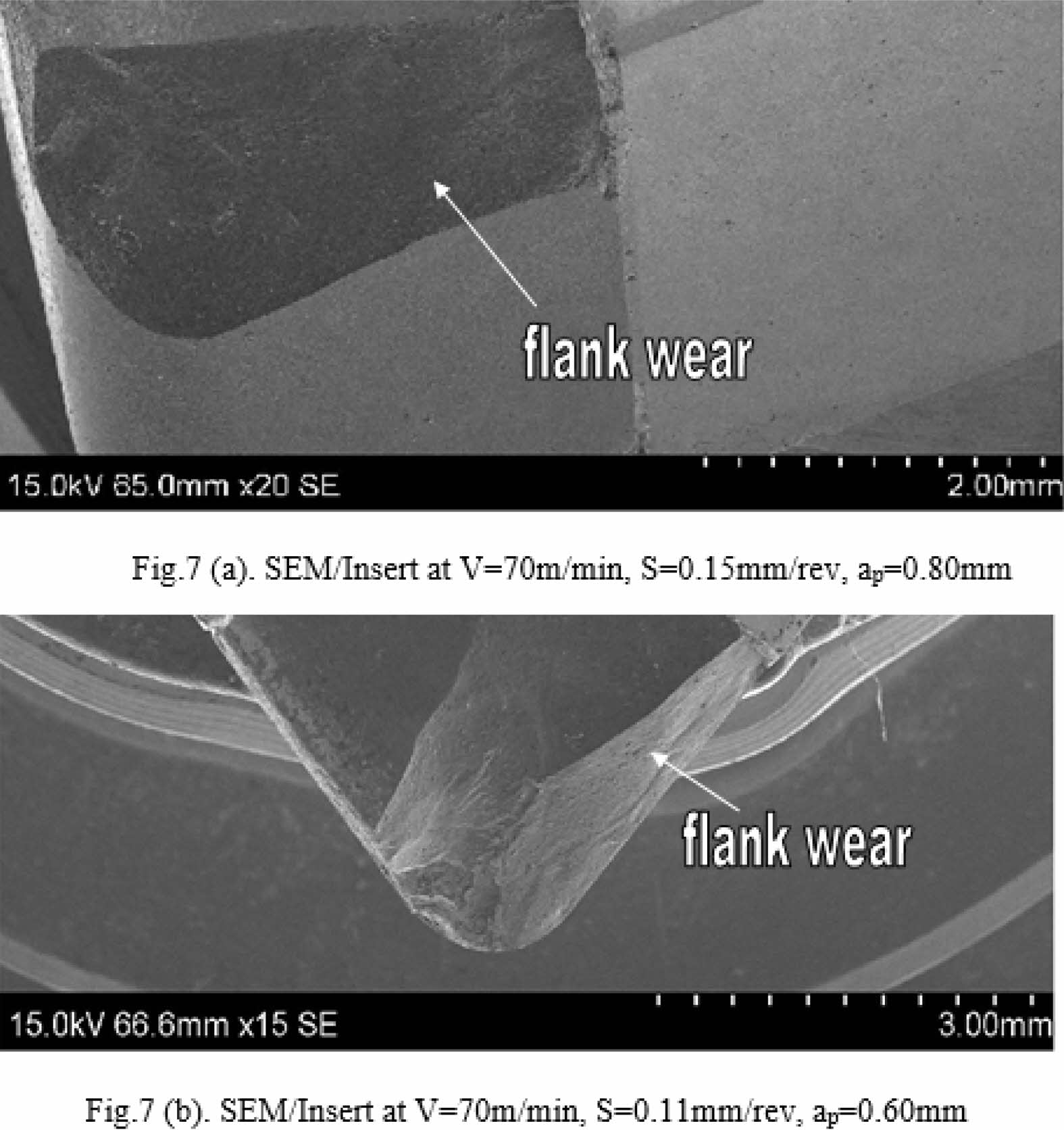
The scanning electron microscope image of whisker reinforce ceramics insert is seen in Fig. 7. Fig. 7 shows the worn out insert at high speed’s level and feed and it seems cutting edge get damaged severally. It would be owing to the cause of high temperature and stress in the machining zone during cutting operation. The escalation of temperature in the machining place as the speed level escalates. Owing to damage of the cutting edge at higher speed, the causing of temperature is more. The induced temperature in the cutting edge would weak the insert edge and plastic deformation is happened to the edge. The wear mechanisms seen for this insert are flank wear, crater wear and cutting edge damage. These wear mechanisms are owing to more friction temperature generation, compressive forces.
Life of the insert
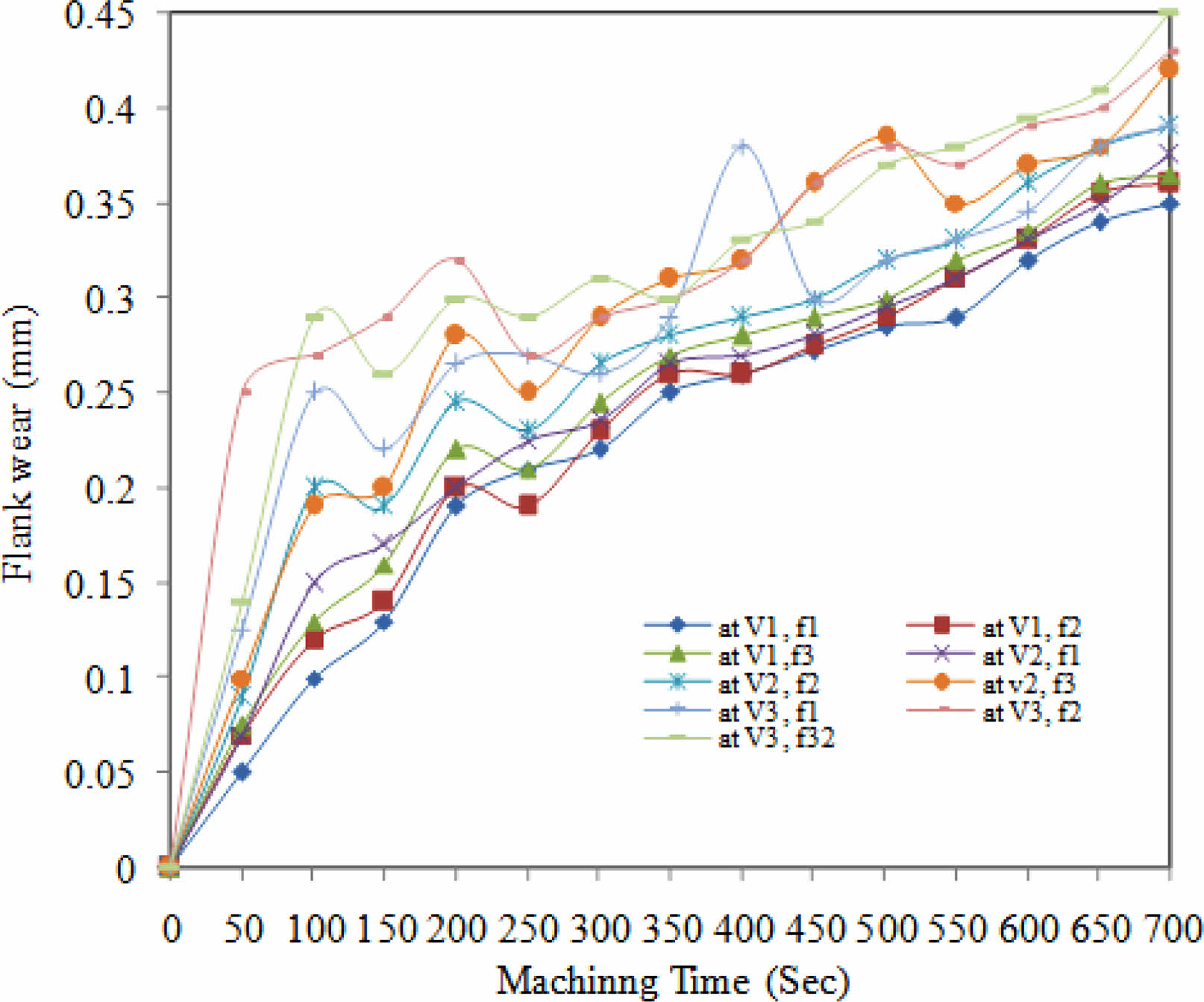
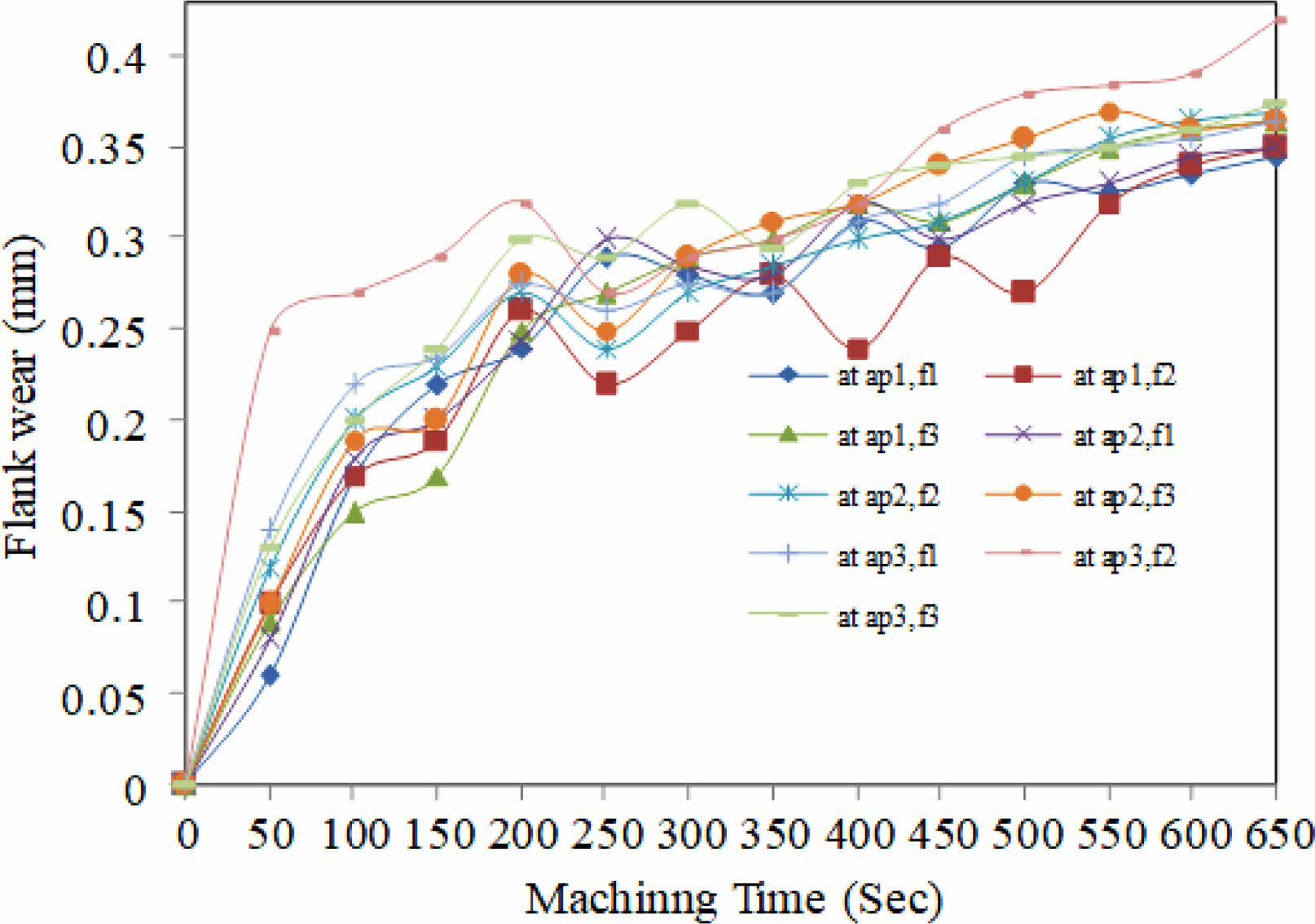
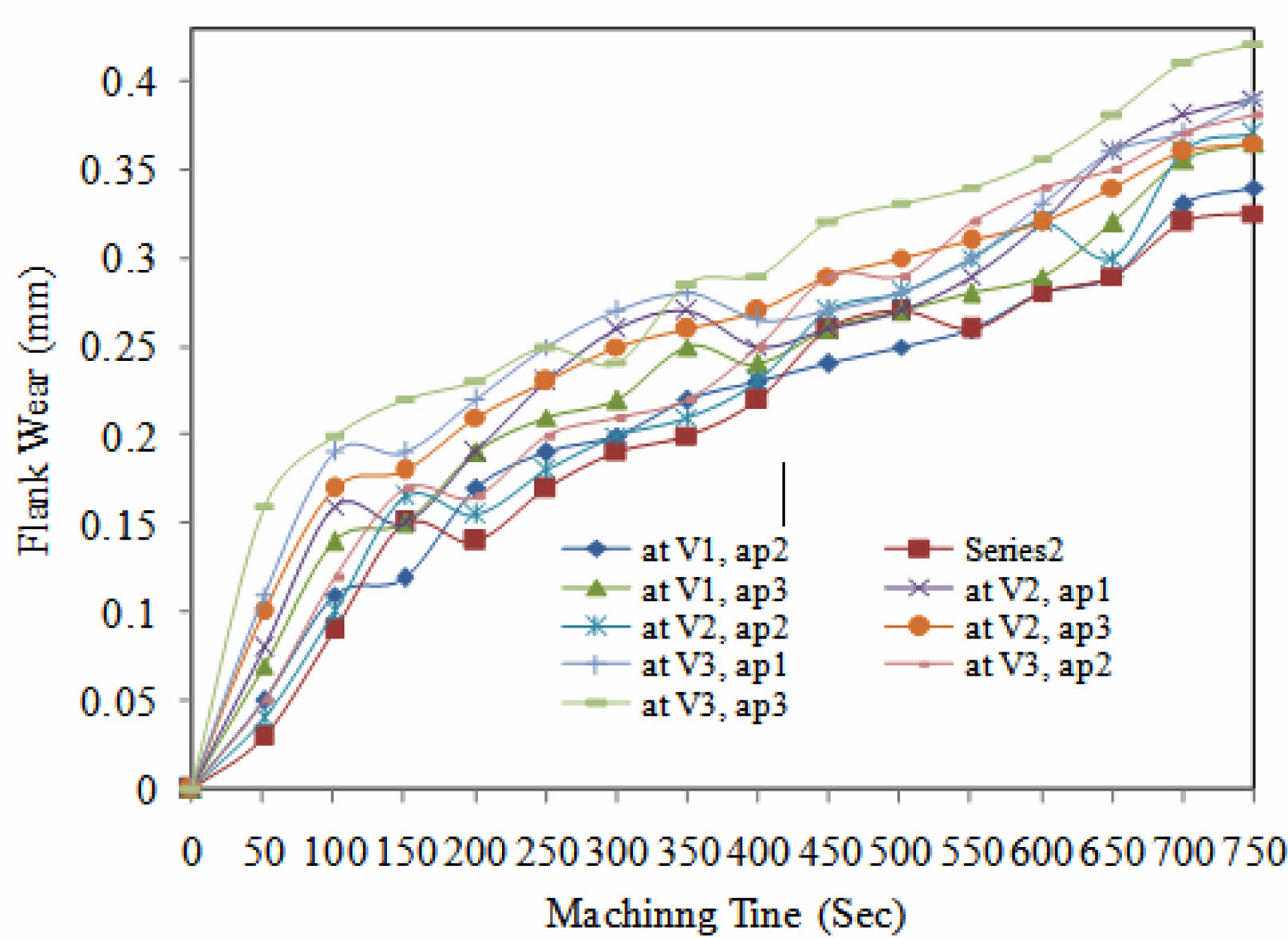
The impact of machining variables on the insert life is shown in Figs. 8-10. The impact of machining factors like speed, feed and depth of cut on the tool life indicates that the tool life lowered as the speed, feed rate and depth of cut escalated. The insert wear development with escalation in cutting time was observed and analyzed. The machining of Monel K500 alloy at lower cutting speed, built edge was formed in the machining zone. Further, the machining time increases, the built-up edge breaks into microchips as the temperature and wear rate of insert are increased in the machine zone. Further, the fractured chips with abrasion by particles of wear would initiate crater wear on insert rake face [16-18].
The flank wear width formed into three stages such as initial rapid wear, uniform wear rate and with respect to varying with cutting time period. It was noticed that, the flank wear is owing to friction in between the carbide particles in Monel K500 and tungsten carbide insert. After the 1st stage of the wear portion, the flank wear of the insert at low speed’s level and feed is found to be stable.
The development of insert wear was notified with increasing time at high speed’s level at varying range of feeds and depth of cuts. It was noticed that at high speeds, the beginning wear is abrasive. At high speeds, no built edge is formed owing insufficient time to occur welding and diffusion wear was found and it causes the cutting edge to be weakened and as result, the cutting temperature in machining zone and cutting forces are increased. As the temperature increased at increasing machining time would soften the cutting edge and at last it gets failed.
Modeling of the parameters using Neural Intelligence
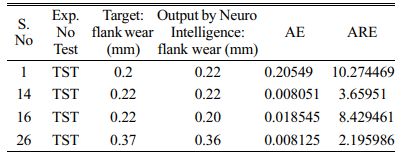
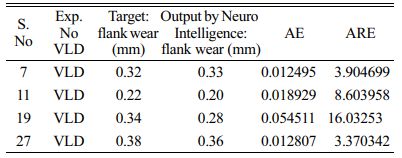
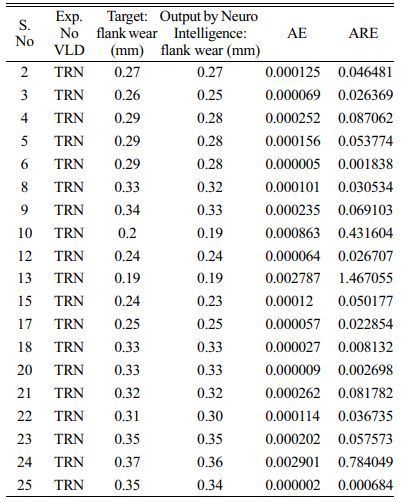
Neural intelligence is an ANN technique and it takes minimum of computation time. The experimental data are subdivided into training, testing and validating data. The weights are modified in between neurons to get the desired error level. Training is done by bestowing a sequential of training data. Further, the weights are changed chording to the algorithm which is used for learning. The machining factors conditions and results to train test and validate the network is shown in Table 5, 6 and 7.
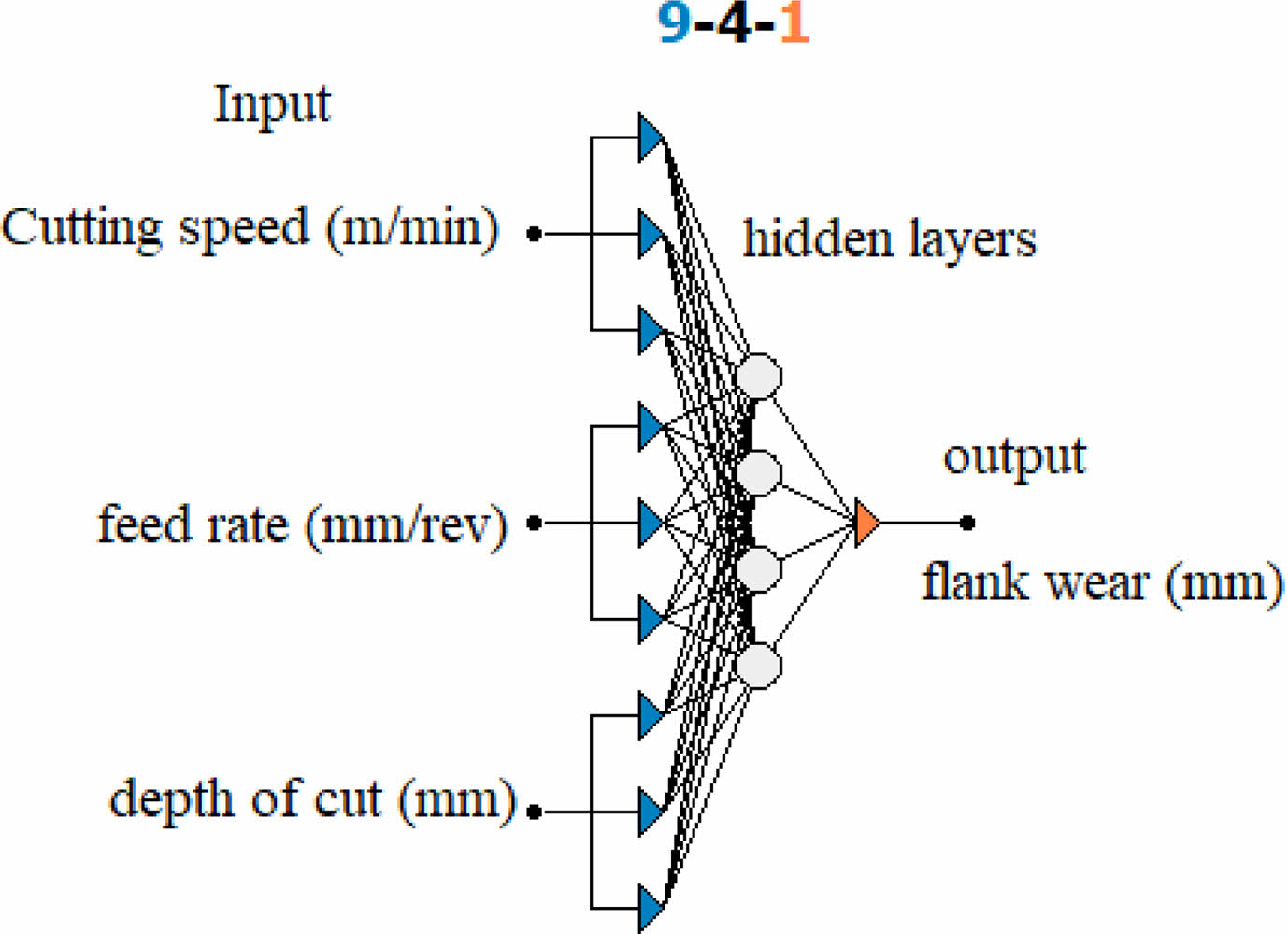
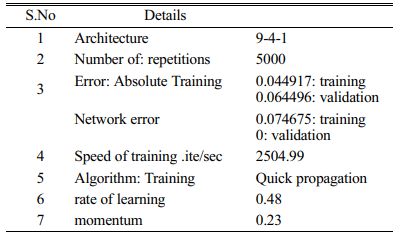
There are 4 datasets for testing and validating the data and 19 datasets are used to train the network. In order to train the network, the quick back propagation with the approximation Levenberg-Marquardt was utilized in this model. Neuro intelligence tool was used to carry out ANN model. The ANN structure 9-4-1 was found to be best to predict the flank wear and it is shown in Fig. 11. The input layer corresponds to variables such as speed, feed rate and depth of cut. Neurons of hidden layer are connected to the output flank wear. The details of the architecture are shown in the Table 8.
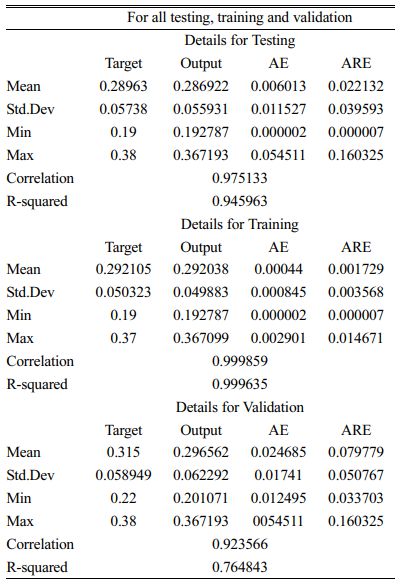
Turning variables such as cutting speed, feed rate and depth of cut were taken as inputs, with the output being flank wear. Supreme neural network architecture was designed based on AE (average error), correlation factor and R-Squared value. The summary of testing, training and validating details are shown in the Table 9. The best values of the momentum and rate of learning is arrived with help of optimization tool box.
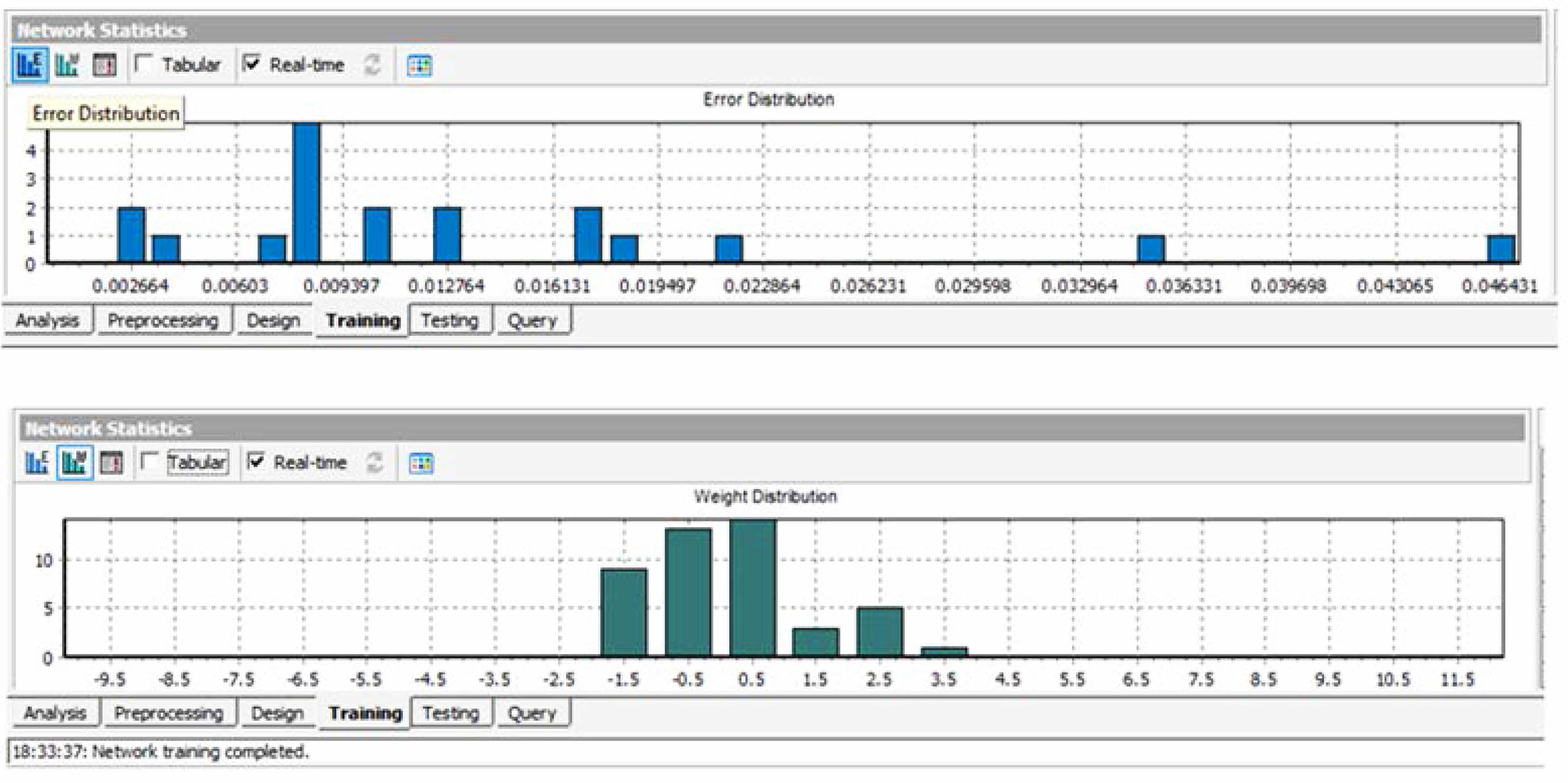
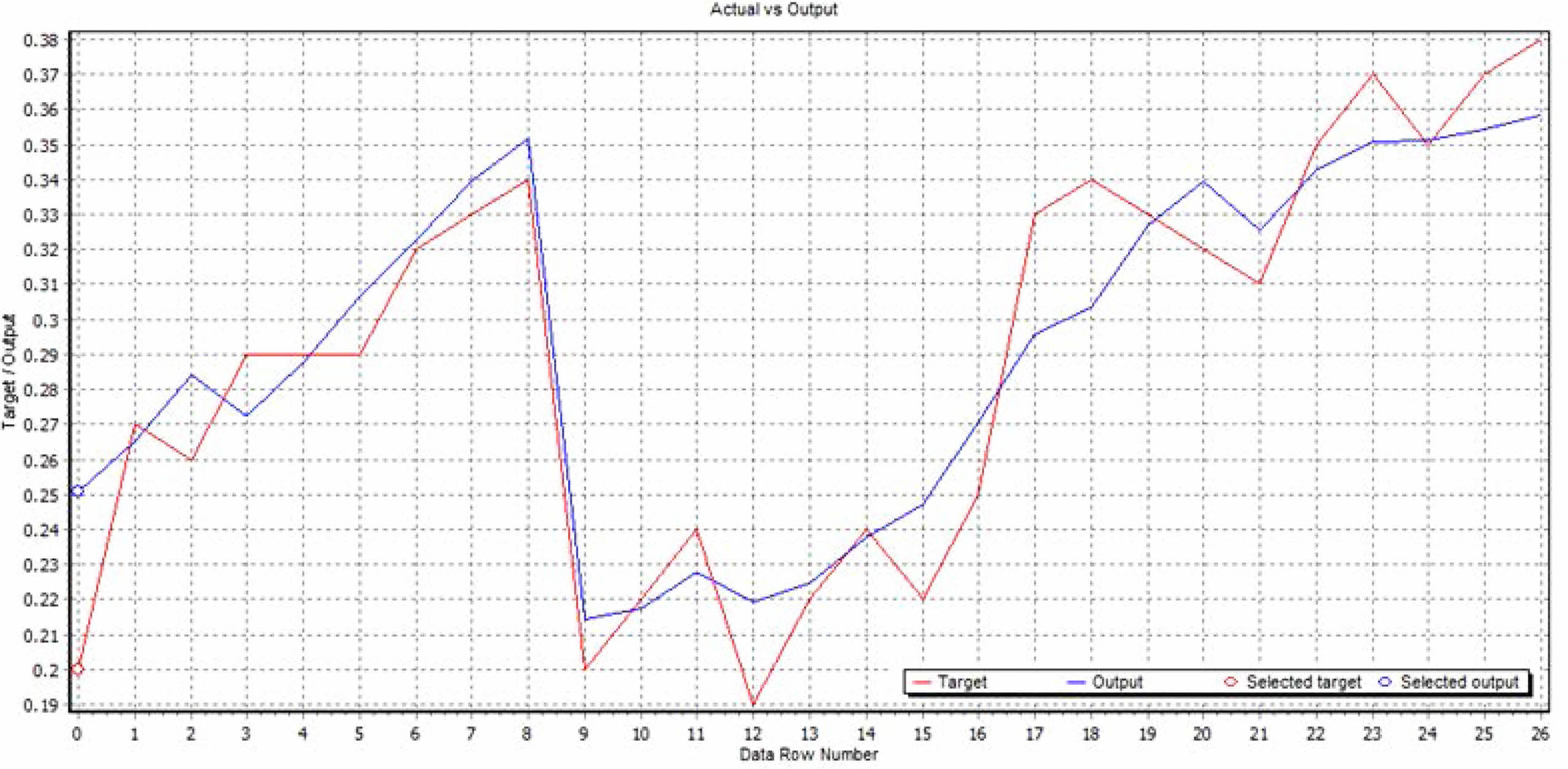
The error distribution and weight distribution obtained in this ANN model is shown in Fig. 12a and 12b Typical output of ANN model shows the comparison of the target and out and it is shown in Fig. 13. The percentage error among target and output is within permissible error percentage. To validate the ANN model, four trails were chosen and validated. From the Fig. 12a&b, it is very well understood that, found out ANN model can effectively be used to predict flank wear.
|
Fig. 1 Normal plot: Residuals: flank wear |
|
Fig. 2 Histogram Optimization |
|
Fig. 3 Variations among experimental and predicted results. |
|
Fig. 4 (a-c) Flank Wear Contours. |
|
Fig. 5 (a-c) Surface Plots. |
|
Fig. 6 (a-c) Interactions of Flank Wear. |
|
Fig. 7 SEM Images of Flank Wear. |
|
Fig. 8 Impact of speed at different feed on tool life. |
|
Fig. 9 Impact of feed at different depth of cut on tool life |
|
Fig. 10 Impact of speed at various depth of cut on life of the tool. |
|
Fig. 11 ANN Structure |
|
Fig. 12 a&b. Typical output of Error & Weight distribution in ANN model. |
|
Fig. 13 Comparison of Target and ANN model output. |
In this paper, an experiment work and computing analysis for dry turning of Monel K500 has been discussed. The flank wear results against various levels of machining variables were evaluated by doing dry turning experiments. Further, dry turning machining operation was modeled and flank wear is predicted with help of ANN and regression analysis. In addition, Desirability function approach was incorporated to identify the optimum factors in dry turning process. The main conclusions are listed as below:
· The statistical models developed by regression analysis and ANN-Neuro Intelligence were found to be in well accord with experimental values with permissible error percentage. These statistical models would represent as vital for aero parts manufacturers industries.
· The prediction capacity of ANN techniques was noted to be more accurate when compared to the prediction done by regression model.
· A high R-Squared (94.56%: Testing, 99.99%: Training, 76.48%: validating) of ANN model presents a strong correlation among model prediction and experiments values. Therefore, the machining learning tools can be analyzed and it can be modeled the turning process effectively. it can become a best substitute to time consuming and costlier experiments.
· Supreme factors evaluated using desirability approach to better flank wear. An improvement of 50% in flank wear value was identified after optimization.
· ANOVA inspected the impact of input factors and demonstrated that among all the factors feed rate has a significant impact on flank wear by V2, ‘V’ vs ‘S’ and ap.
· Flank wear reduces at medium speed’s level and lower feed’s level and depth of cut in turning Monel K500 using whisker reinforced ceramic insert.
· The effect of interactions of the machining variables on flank wear were studied and verified using the three-dimensional surface plot.
· The future scope of this research can be continued to assess the machining performances in turning Monel K500 under dry and Nano MQL environment using different ceramic material inserts to find out best ceramic insert for better machining performances. It would be benefited for aero industries.
- 1. Aykut Eser, Elmas Askar Ayyıldız, Mustafa Ayyıldız, and Fuat Kara(short name), Adv. Mat. Sci. Eng. (2021) 1-14.
-

- 2. M.V. Ramana, G.K.M. Rao, B. Sagar, R.K. Panthangi, and B.V. Raja Ravi Kumar, Clean. Eng. Tech. 2 (2021) 100034.
-
- 3. E. García-Martínez, V. Miguel, A. Martínez-Martínez, M.C. Manjabacas, and J. Coello, Materials 14 (2021) 4868.
-
- 4. T. Segreto, D. Addona, and Teti, Prod. Eng. Res. Deel. 14 (2020) 693-705.
-
- 5. S. Selvakumar, V.S. Sreebalaji, and K. Ravikumar, Mat. Manuf. Proc. 36 (2021) 792-802.
-
- 6. R.U. Baig, S. Javed, M. Khaisar, M. Shakoor, and P. Raja, Adv. Mech. Eng. 13 (2021) 1-14.
-
- 7. S.H. Chen and C.H. Hsu, Inter. J. Adv. Manuf. Tech. 116 (2021) 3795-3808.
-
- 8. A. Kosarac, C. Mladjenovic, M. Zeljkovic, S. Tabakovic, and M. Knezev, Materials 15 (2022) 700.
-
- 9. M.S. Surya, G. Prasanthi, A.K. Kumar, V.K. Sridhar, and S.K. Gugulothu, Int. J. Inter. Des. Manuf. (2021) 453-462.
-
- 10. M. Adineh and H. Doostmohammadi, SN Appl. Sci. 3 (2021) 100.
-
- 11. T. Segreto, D. Addona, and R. Teti, Prod. Eng. Res. Deve. 14 (2020) 693-705.
-
- 12. Z. Jurkovic, G. Cukor, and M. Brezocnik, J.Intell. Manuf. 29 (2018) 1683-1693.
-
- 13. J. Francis Xavier, B. Ravi, D. Jayabalakrishnan, C. Ezilarasan, V. Jayaseelan, and G. Elias, J. Nan. Mate. (2021) 1-11.
-
- 14. C. Ezilarasan, V.S. Senthil Kumar, A. Velayudhama, and K. Palanikumar, Int. J. Precision Tech. 2 (2011) 1-14.
-
- 15. K. Arul and V.S. Senthil Kumar, Mat. Manuf. Proc. 35 (2020) 405-414.
- 16. K. Arul and V.S. Senthil Kumar, J. Bal. Trib. Assoc. 26 (2020) 589-600.
- 17. A. Kulandaivel and S. Kumar, Mach. Sci. Technol. 24[5] (2020) 810-836.
-
- 18. M. Abolfazli and M.H. Paydar, J. Ceram. Process. Res. 23[2] (2022) 188-198.
-
- 19. T. Ramanathan and M. Vivekraj, J. Ceram. Process. Rese. 23[2] (2022) 228-232.
-
- 20. K.M. Senthilkumar, A. Sivakumar, R.M. Shivaji, S.K. Tamang, and M. Giriraj, J. Ceram. Process. Res. 23[2] (2022) 233-236.
-
- 21. S.Karthick, V.Paramasivam, Mohanavel Vinayagam, and Arul Kulandaivel, J. Ceram. Process. Res. 23[3] (2022) 278-286.
-
- 22. Yan Cherng Lin, Jung Chou Hung, Han Ming Chow, and A Cheng Wang, J. Ceram. Process. Res. 16[2] 249-257 (2015).
 This Article
This Article
-
2022; 23(5): 656-665
Published on Oct 31, 2022
- 10.36410/jcpr.2022.23.5.656
- Received on Mar 13, 2022
- Revised on May 28, 2022
- Accepted on Jun 4, 2022
Services
Shared
Correspondence to
- N. Manoj Krishna
-
Department of Mechanical Engineering, Thangavelu Engineering College, Chennai-600097, India
Tel : +919543081037 Fax: 044-24911255 - E-mail: manojphd17@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr