





- Evaluation of mechanical and tribological properties of silicon nitride and titanium dioxide reinforced functionally graded aluminium metal matrix composites
Vadivel Muthusamya,* and T. Ramesh Kumarb
aDepartment of Mechanical Engineering, SRM Valliammai Engineering College, Chengalpattu, Tamil Nadu 603203, India
bDepartment of Mechanical Engineering, Bannari Amman Institute of Technology, Sathyamangalam, Tamil Nadu 638401, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
The functionally graded materials are innovative materials that possess good properties than traditional composite materials. However, this material yields at lower stress and undergoes slightly higher wear than traditional materials. Hence, the primary goal of this work is to enhance the mechanical and tribological properties of functionally graded aluminium metal matrix composites (FGAMMC) by silicon nitride and titanium dioxide nano particle reinforcement. A hollow cylindrical specimen with dimensions of 150 150 20 mm with three combinations Al 7075+Si3N4, Al 7075+TiO2 and Al 7075+Si3N4+TiO2 was fabricated via liquid metallurgy followed by centrifugal casting. The fabricated novel FGAMMC materials are investigated based on their mechanical and tribological properties and compared with base material Al 7075. The investigation result reveals that, the concentration of Si3N4 and TiO2 is higher in the outer surface than in the inner surface, ensuring a graded distribution. The hardness of Al 7075+Si3N4+TiO2 is increased by 36.94% in the outer surface and 21.86% in the middle surface compared with Al 7075. The ultimate tensile strength of Al 7075+Si3N4+TiO2 is recorded as 42.23% higher than the Al 7075. The Al 7075+Si3N4 specimen produced less wear rate compared with the Al 7075, Al 7075+TiO2 and Al 7075+Si3N4+TiO2 specimens.
Keywords: Functionally graded aluminium metal matrix composites, Hardness, Tensile strength, Wear.
The word material describes a substance that can be used to create something. Everything need to create everyday items, from toys to car parts is referred to as material. However the typical materials may not be able to withstand high temperatures or thermal gradients on their own. We require sophisticated materials that outperform traditional materials in terms of specific performance. Products with improved qualities are made with advanced materials. An innovative material with different properties over various dimensions is called functionally graded material (FGM). FGM can be identified by the progressive changes in composition and structure over volume that corresponds to variations in the properties of material [1]. Materials that have been functionally graded are created with different features, such as altering the composition over the volume and changing mechanical, magnetic, thermal, and electrical characteristics. Functionally Graded Material is utilized for components or parts that are subject to intense thermo mechanical loads. Where a mixture of materials is used to create a thermal barrier that can survive a thermal gradient of 1000 K to 2000 K over a 10 mm thickness section [2]. The materials are characterized by their uneven composition and structural distribution, which some applications require to obtain the desired properties. Due to the expansion of the industry, there has been significant improvement in the usage of FGMs in recent decades. Many engineering application disciplines, including those in the automotive, biomedical, and aviation industries, have greatly contributed to the development of FGMs. Since numerous technologies, like, powder metallurgy processes, additive manufacturing, vapour deposition, centrifugal casting processes are now used in the production of these materials, the processes for manufacturing FGMs have evolved over the last several years [3, 4]. The significant natural examples of FGM include the bones, teeth and the automobile parts. To prevent wear and brittleness, the inner surface must have high ductility, while the outer surface must have high hardness.
Many researchers have been attempted to provide solution to enhance the mechanical prosperities. Among them Dougherty et al. [5] fabricated the 0.5 volume percentage silicon nitride reinforcement in an aluminium matrix using powder metallurgy, and investigated the effects of adding Si3N4 to aluminium. The outcomes demonstrated that a small addition of Si3N4 revealed the improvement mechanical properties of the composite. Sree Manu KM et al. [6] used the squeeze infiltration method to create Al alloy matrix functionally graded composite. The SiC particles within the metal matrix of the infiltrated Al-SiC graded composite are distributed in a variety of ways, and its microstructure is dense and pore-free. Mulugundam Siva Surya et al. [7] described the methodical utilization of powder metallurgy in the production of Al 7075/SiC functionally graded materials. Various weight percentages of SiC and graded layers are used in the production of the materials. The results exhibits interfacial bonding between the layers has major role in improving the mechanical strength of functionally graded materials. Ambigai et al. [8] fabricated the aluminium alloy with Si3N4 reinforced particles through centrifugal casting with two sizes of reinforcement of 50 microns and 100 microns, by 8% and 12% of the total. The findings indicate that, in comparison to the inner zone, the hardness has increased by 19% in the outer region and 7% in the middle region. The 50 microns of reinforcement and the 12% reinforcement produced the highest hardness. P. N. Sudhakar Srinivas et al. [9] described the fabrication of FGM for four-wheeler cylinder linings that is reinforced with long carbon fibre nanotubes. Their tribological characterization results indicate that the coefficient of friction, maximum wear rate and frictional force values were 0.15, 100 microns, 15.6 N respectively, over a sliding distance of 9500 m at a constant speed of 675 rpm and a wear time of 30 min. In powder metallurgy, shrinkage during the last sintering step of the process prevents the component from having close dimension tolerances. Parts are generally not as strong in wall thickness based component. The drawbacks of the powder metallurgy include the density varies based on compaction, lamination Cracking, Blowouts and fluidity of metal powder, most researches still uses the conventional method like stir casting and centrifugal casting process.
P. Sathiamurthia et al. [10] reported the effect of hybrid addition on Al 7075. It exhibits an improvement of 8% of hardness value over pure Al 7075. EN31 steel counter face has been used to study the specific wear rate of Al 7075-B4C-ZrB2 composites. For Al 7075-B4C-ZrB2 composites, The steady state COF falls with increasing load ranges 5 to 15 N. Ambigai and Prabhu et al. [11] reported the tribogical behaviour of an alloy contained silicon nitride nanoparticles, graphite, and silicon nitride as a hybrid composite and found that hybrid composite had a wear rate that was 25% lower and a coefficient that was 15% lower than the Al-Si3N4 nano composite. B. Thamaraikannan et al. [12] fabricated the aluminum matrix fly ash reinforced composites at weights of 4%, 8%, 12%, 16%, and 20% using stir casting techniques. The findings demonstrate that adding fly ash as a secondary reinforcement greatly enhances the samples mechanical performance. In addition, 20 % fly ash content shows improved wear and mechanical performance as well as a reasonable particle distribution. N.H. Agilandeswari et al. [13] investigated the wear properties of hybrid composites AA7075 reinforced with varying ratios of Titanium di oxide and aluminum oxide. Wear behavior of AA7075 hybrid composites shows on sliding distance and velocity, with optimal sliding distances 2250 m-3500 m and velocities 8 m/s-12 m/s. Hemalatha et al. [14] used the stir casting method, and Al 7075 plates are cast with different mass percentages of 10%SiC and 15%SiC, while graphene is kept constant at 1% for both compositions. As the amount of reinforcing materials increased and the tensile strength increased from 225.59 MPa to 266.62 MPa, the hardness increased from 70.4HR to 94.8HR. Rahul Chaurasia et al. [15] examined the mechanical characteristics of titanium dioxide and graphene Nano platelets reinforced aluminium 7075 alloy by varying the weight percentages of reinforcements made using the stir casting method. Their finding shows that, the composites with 1% weight GNP and 3 weight percent TiO2 reinforcement exhibit optimal characteristics within the investigated range, exhibiting a 71.9% increase in tensile strength and an 86.6% improvement in micro hardness. On the other hand, elongation is decreased by 31.7% in comparison to the base alloy. Shadab Ahmad et al. [16] explored the investigation of the creation and characterization of stir casted Al 7075/TiO2 metal matrix composites with TiO2 reinforcement varying from 2% to 10%. They reported that, as the percentage of titanium di oxide reinforcement increased, ultimate stress was improved and also heat generation and localized welding were two factors that influenced the wear behavior at elevated temperatures. S. Vinothkumar et al. [17] investigated the parametric optimization of aluminum metal matrix composite stir casting process parameters. The results of the analysis of variance for the hardness, compressive strength, and tensile strength are 98.98%, 94.89%, and 92.7%, respectively. The results of an ANOVA analysis show that the R-squared values for hardness, compressive strength, and tensile strength are 98.98%, 94.98%, and 92.7%, respectively. K.M. Senthilkumar et al. [18] fabricated the metal matrix composite by employing the stir casting process on Al 7075 reinforced with B4C. At optimal results, composite materials tensile strength is 221 MPa, which is extremely near to the expected values. Response surface methodology is used to optimize the parameters of the stir casting process for the aluminum metal matrix composite reinforced with B4C in various weight percentages. Bassiouny Saleh et al. [19] reported the centrifugally cast functionally graded aluminium ceramic composites and examined the impact of reinforcement percentage on weight, size, and wear characteristics. They reported that, the size rather than weight fraction of the particle has a significant impact on the distribution of reinforcement and properties. Rajan et al. [20] reported the Centrifugal casting was used to create FGMMC, and the effects of solidification and process parameters on the microstructure, properties of graded alloys were investigated. Their observations included increased adhesion at the metal ceramic interface, decreased interfacial stresses, surface friction, thermal properties, increased fracture toughness and crack retardation. R. Ambigai et al. [21] reported the gravitational friction stir processing and examined the impact of adding micro and Nano boron carbide particles to the Al/B4C nanocomposite. They also examined the impact of normal load sliding wear and the composites wear characteristics. The distance of sliding was varied from 1 to 3 km, and the normal load was varied from 20 to 40 N. According to Radhika N. Raghu [22] hollow cylindrical components were produced by centrifugal casting of functionally graded Al/B4C, Al/SiC, Al/Al2O3, and Al/TiB2 composites with a constant 12% of reinforcement. The microstructures of the external surfaces of every FGM exhibit the presence of reinforcement particles due to the centrifuging effect. According to the hardness test, the outer surface of FGM has a higher hardness. Pistons, brake drums, and cylinder liners are examples of tribological applications that can benefit from the maximum wear resistance in the outer surface. Sam, M. et al. [23] reported, a functionally graded A333/6wt%B4C/4wt%ZrO2 hybrid composite is produced by centrifugal casting. The outermost layer exhibits superior microhardness 178.9HV and tensile strength 248.3 MPa, which are 14% and 35% higher than the innermost layer. Bassiouny Saleh et al. [24] reported the impact of yttrium oxide on the mechanical prosperities and microstructure of magnesium matrix composites with functional grading. The gradient composite's outer zone exhibited a tensile strength of 197.39 MPa, a compressive strength of 335.29 MPa, and a hardness of 106.89 HV. M. Sam et al. [25] presented the horizontal centrifugal casting for 6 weight percent B4C and 4 weight percent SiC, and thermally treated functionally graded A333 aluminium hybrid composite. There was an improvement of 41% and 23% in the micro hardness and tensile strength. Wear rates were decreased by 46% and 68%, respectively, by the mono and hybrid ceramic reinforcement.
Some of the real-time applications of FGM are found in many fields. The automotive brake disc's ceramic metal composite structure maintains its internal toughness while offering excellent surface wear resistance. Wear-resistant coatings and cutting tools have hard outer surfaces that withstand wear, while the inner core is resilient enough to withstand impact. The thermal barrier coatings of gas turbines and jet engines reduce thermal stresses by ensuring mechanical strength through the inner metallic layer and heat resistance through the outer ceramic layer. Applying biocompatibility and mechanical properties to dental implants, bone replacement, and orthopedic implants by simulating the natural bone structure, where a hard outer layer gives way to a porous inner structure. While the metallic inner layer of the heat shields gives them mechanical strength, the ceramic outer layer withstands high temperatures.
The majority of research on aluminium functionally graded metal matrix composites used carbide and nitride as reinforcement particles, with oxide as a reinforcement receiving less attention. Furthermore, there are several casting techniques available to fabricate the FGAMMC. Among them, Centrifugal casting has been shown to be the most upfront and economical method of processing available for the fabrication of FGMMC when it comes to creating large scale engineering components [26, 27]. The existing literature reveals that a limited work has been reported on mechanical and tribological characterization of FGAMMC reinforced with Si3N4 and TiO2 nano particles in aluminium matrix and centrifugal casting process. But till now only of the researcher have investigated Al 7075 as matrix material reinforced with Si3N4, TiO2 and none have concentrated on its hybrid materials manufactured by centrifugal casting process. So the research work focuses on the evaluation of mechanical and tribological properties of Si3N4, TiO2 and hybrid Si3N4+TiO2 reinforced functionally graded aluminium metal matrix composites of Al 7075, 95% Al 7075+5% Si3N4, 95% Al 7075+5% TiO2, and 90% Al 7075+5% Si3N4+5% TiO2, which fabricated through the centrifugal casting techniques.
Characteristics of Base Material and Reinforcement
Al 7075 gives an exceptional strength-to-weight ratio. Al 7075 has one of the highest strengths among aluminum alloys. Al 7075 helps reduce the overall vehicle weight. It provides excellent fatigue resistance. Because of its high fatigue resistance, it can be used with components that are subjected to cyclic loading. It exhibits excellent performance in high-stress applications and is suitable for structural and load-bearing components. Al 7075 is a versatile and high-performance aluminum alloy that finds applications in aerospace, automotive, marine, military, robotics, and medical industries.So the base material, aluminium 7075, is used in this work, which is mostly utilized in the aerospace and automotive applications. Si3N4 and TiO2 was selected as reinforcement material with 40 μm to 50 μm size [28, 29]. The reinforcement material was Si3N4 and TiO2 powder of 40 μm-50 μm size selected the reinforcement selected based on the hardness, melting point, higher density which directly relate to the hardness, wear rate. The base material Al 7075 ingots and reinforcements were purchased from Coimbatore metal mart, Coimbatore. Tables 1-3 gives the details of Al 7075 alloy chemical composition, Si3N4, and TiO2 chemical composition respectively. Table 4 represents the various characteristics of base alloy and particle reinforcement materials.
Fabrication of FGAMMC
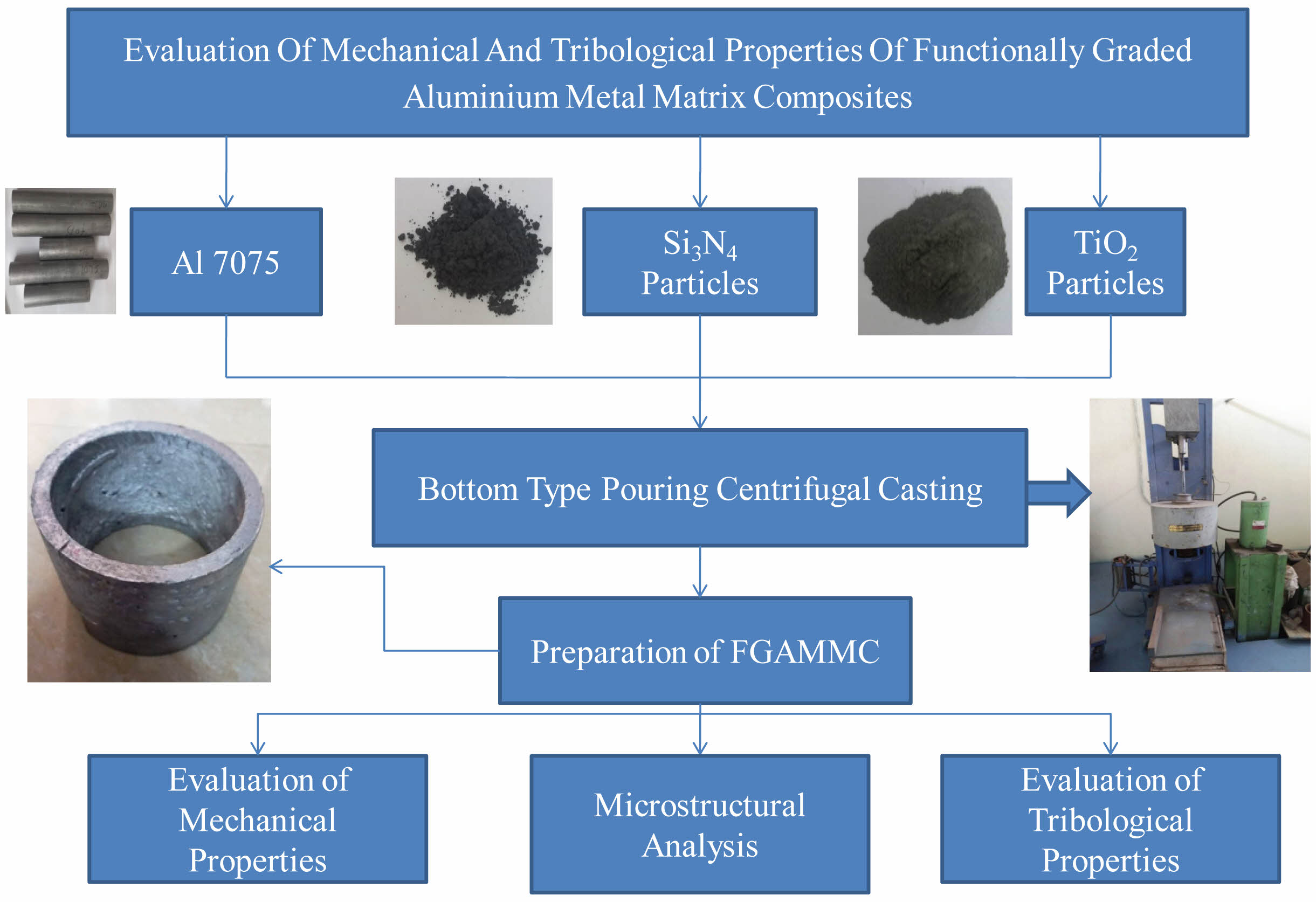
The FGAMMC is prepared using centrifugal casting techniques, by following the methodology shown in Fig. 1. Factors related to materials, manufacturing, machining, and performance are the main drivers for the use of grey casting methods. Self-lubrication, high compressive strength, corrosion resistance, and good thermal stability are all benefits of the material. Benefits of manufacturing include ease of casting, decreased casting defects, suitability for large-scale production, and lower melting energy requirements. Dimensional stability, minimal finishing, and ease of machining are machining factors. Vibration damping, heat dissipation rate, and strength-to-cost ratio are examples of performance factors. Centrifugal Casting used to produce the hollow structured component. While considers the various parameters, the Grey Casting Process adapted to manufacturing the component. Bottom type pouring centrifugal casting furnace is used to prepare the specimen. The molten metal poured into the rotating mould which is mounted on the rotating shaft and allowed to solidify. As centrifugal casting is reasonable and allows fabricating FGM with graded distribution. The Al 7075 alloy was loaded in the Bottom pouring type casting furnace. The furnace and were heated to about 700 oC. Stirring is maintained at a speed of 300 rpm. Reinforcement particle within the muffle furnace has to be preheat the reinforcements until 500 oC. Again the reinforcement brought with base materials. Stirring was done for five minutes in order to distribute the reinforcement particles in the base material. The mould preheating temperature is 250 °C, mould rotation speed at 500 rpm, pouring temperature is 700 °C. Mould setup is placed in wheels so as to provide mobility. The outcome was a hollow cylindrical specimen that measured 150 × 150 × 20 mm in the end. Four samples were prepared as shown in Table 5.
Examination Details
The centrifugal casts were machined in accordance with the necessary specifications and ASTM standards. The examinations like hardness, ultimate tensile strength, microstructure, XRD patterns, dry and wet wear resistance was done for the fabricated specimen. Vickers hardness testing equipment is used for hardness testing. Universal testing machine used to find out the ultimate tensile strength of the specimens. The specimens were imaged microstructurally using metallurgical microscopy. The Scanning Electron Microscope examination (SEM) was done to observe the microstructural analysis of specimens. The specimens used in the pin-on-disc tribometer were 8 mm in diameter and 35 mm in length. The FGAMMC subjected various loads of range of 10 N to 30 N for 900 seconds to calculate the wear rate. The sliding speed can range from 100 rpm to 500 rpm. The wear test carried in both dry and wet in conditions. The tribology test results were tabulated and graph drawn between the speed and wear rate. The sliding distance is taken as 37.6 m for 100 rpm, 113.0 m for 300 rpm, and 188.3 m for 500 rpm.
|
Fig. 1 Architecture of FGAMMC specimen preparation and testing. |





The centrifugal casted FGAMMC specimens were examined for various mechanical tests, microscopic examination and tribological tests. The Mechanical test includes density, porosity, hardness, ultimate tensile strength and percentage of elongation. The microscopic examination includes the Scanning Electron microscopic image and XRD analysis. Tribological tests includes wear test under dry and wet conditions. The following section explains the detailed results of the prepared specimens in the elaborate manner.
Density and Porosity
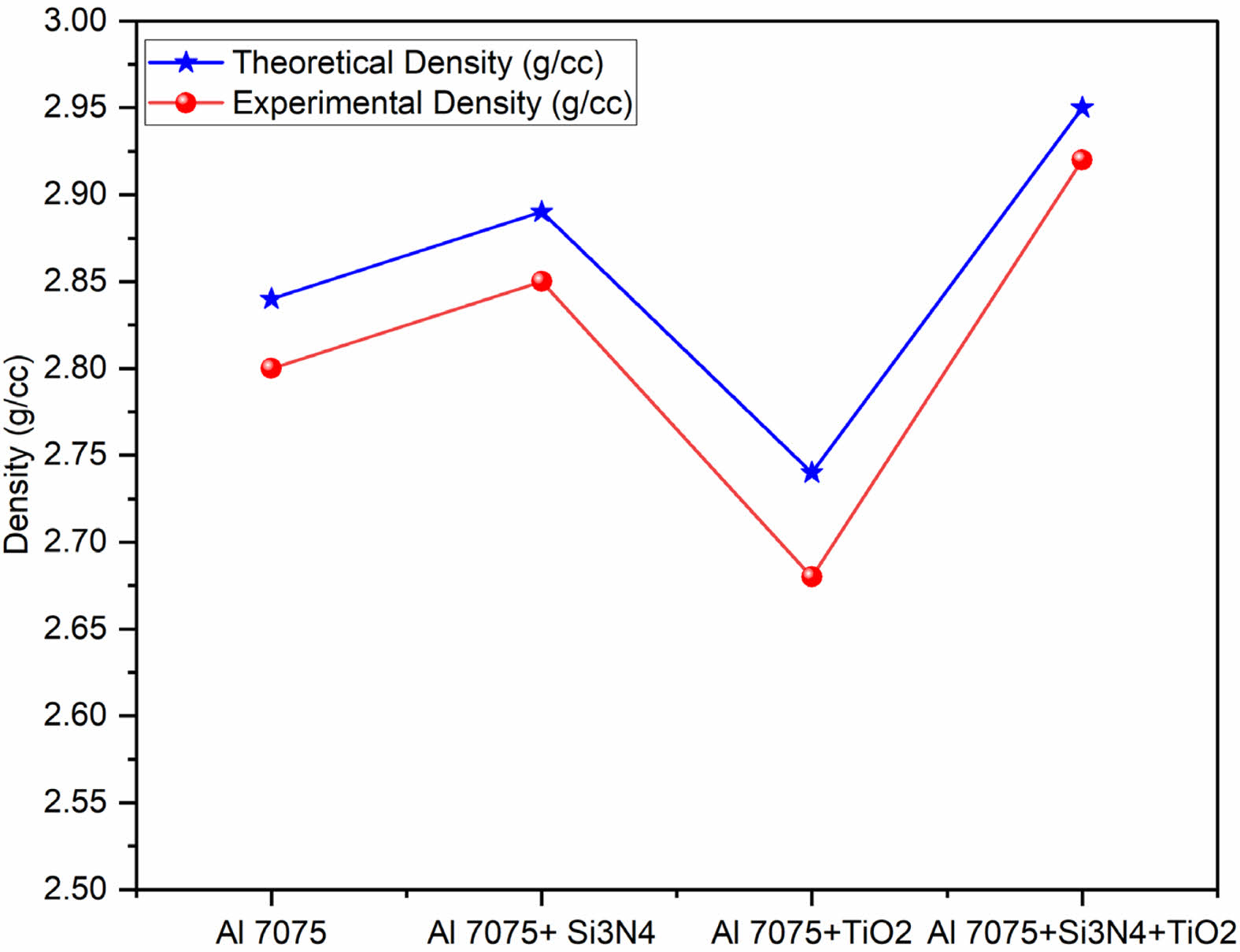
The experimental density was measured using the Archimedes principle. The theoretical density was computed using the rule of mixture and the porosity of the specimen was determined from theoretical and actual densities. Experimental and theoretical density values are varying with different reinforcement into the matrix. Further, the theoretical density is higher than the experimental density, which is shown in the Fig. 2. The Table 6 provides the results of the density and porosity of various FGAMMC. Experimental density includes defects in the material. For composite material quality assurance, optimization, and structural integrity, the theoretical and experimental densities must be compared. It can be observed that the theoretical and experimental densities of FGAMMC are higher than that Al 7075 except Al 7075+TiO2 Specimen. The experiential density of Al 7075+Si3N4+TiO2 and Al 7075+Si3N4 is increased when compared with Al 7075 from 2.80 g/cc to 2.92 g/cc and 2.85 g/cc. The experiential density of Al 7075+TiO2 is decreased compared with Al 7075 from 2.80 g/cc to 2.68 g/cc. The findings showed that the existence of Si3N4 reinforcement experiential density increased from 2.80 g/cc to 2.85 g/cc and presence of Si3N4+TiO2 particles experiential density increased from 2.80 g/cc to 2.92 g/cc. The improvement in density can be explained by the increased hardness of the specimen caused by the higher densities of Si3N4 and TiO2 and their presence in the matrix. Porosity also reduced in Al 7075+Si3N4+TiO2 and Al 7075+Si3N4 from 1.41 to 1.02 and 1.38 compared with Al 7075.This porosity value 2.21% of Al 7075+TiO2 may be because of defects in the casting. It has been reported that in casted functionally graded aluminium matrix composites, porosity levels up to 3% are acceptable.
Hardness of the FGAMMC
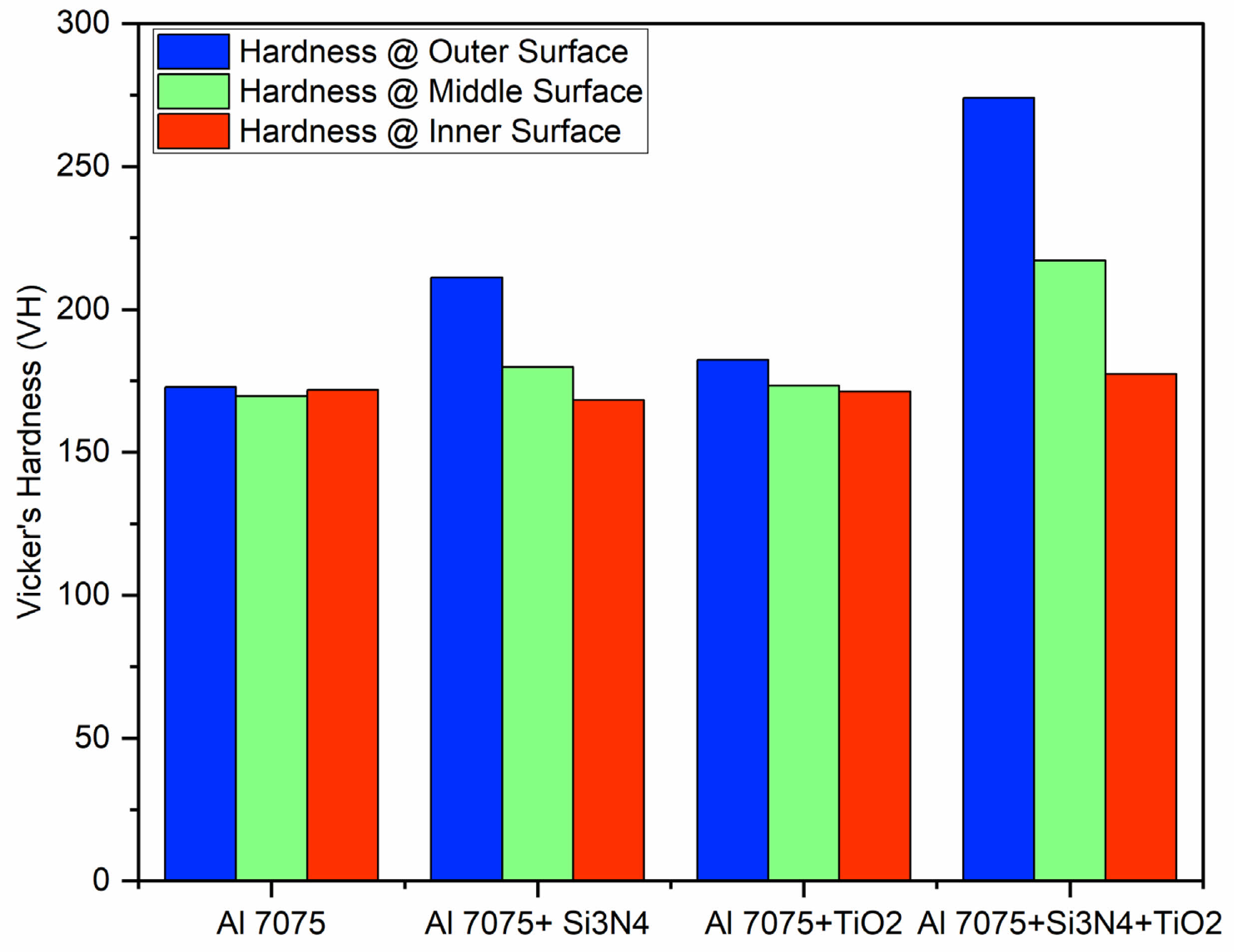
The outside, middle, and inner surfaces that are 2, 10, and 18 mm from the outer region of the specimens hardness determined through Vicker's hardness tester. The functionally graded aluminium metal matrix samples have undergone the hardness testing in the hardness tester made by HDNS-Kelly Instruments Company, China, and its variation is shown in Fig. 3. The indenter for the Vickers test is a pyramid with a square base whose opposing sides meet at an angle of 1360 at the top. By applying loads up to 0.5 kg of force and pressing the diamond into the material surface for 10 seconds, a calibrated microscope is used to measure the size of the impression. The hardness at a certain place is determined by the indentation's diagonal length. The different regions of FGAMMC had undergone the hardness evaluation [30]. The compact atomic structure and strong bonding of high-density materials tend to make them harder. Higher hardness is exhibited by low porosity materials because they are more continuous and structurally strong due to fewer voids. The hardness tests are carried in the inner surface, middle surface and outer surface five times of repeatability tests are conducted and the average values are shown in Table 7. The inner surface of the specimens shows no much variation in hardness. The reinforcement may be the cause of the hardness improvement. The outer region of the Al 7075+Si3N4+TiO2 sample is harder due to the presence of Si3N4+TiO2 in the matrix. This demonstrates the specimens properties in outer and middle regions can be significantly enhanced by the presence of ceramics with a harder surface than the base matrix. The hardness value in the middle surface Al 7075+Si3N4+TiO2, Al 7075+Si3N4 and Al 7075+TiO2 specimen were increased by 21.86%,5.65%, and 2.10%, respectively while comparing with Al 7075. The hardness value in the outer surface Al 7075+Si3N4+TiO2, Al 7075+Si3N4 and Al 7075+TiO2 were increased 36.94%, 18.17%, and 5.22% respectively, in compared with Al 7075. The Specimen Al 7075+Si3N4+TiO2 revealed excellent hardness in outer and middle surface compared with base material.
Tensile strength and Percentage of Elongation of FGAMMC
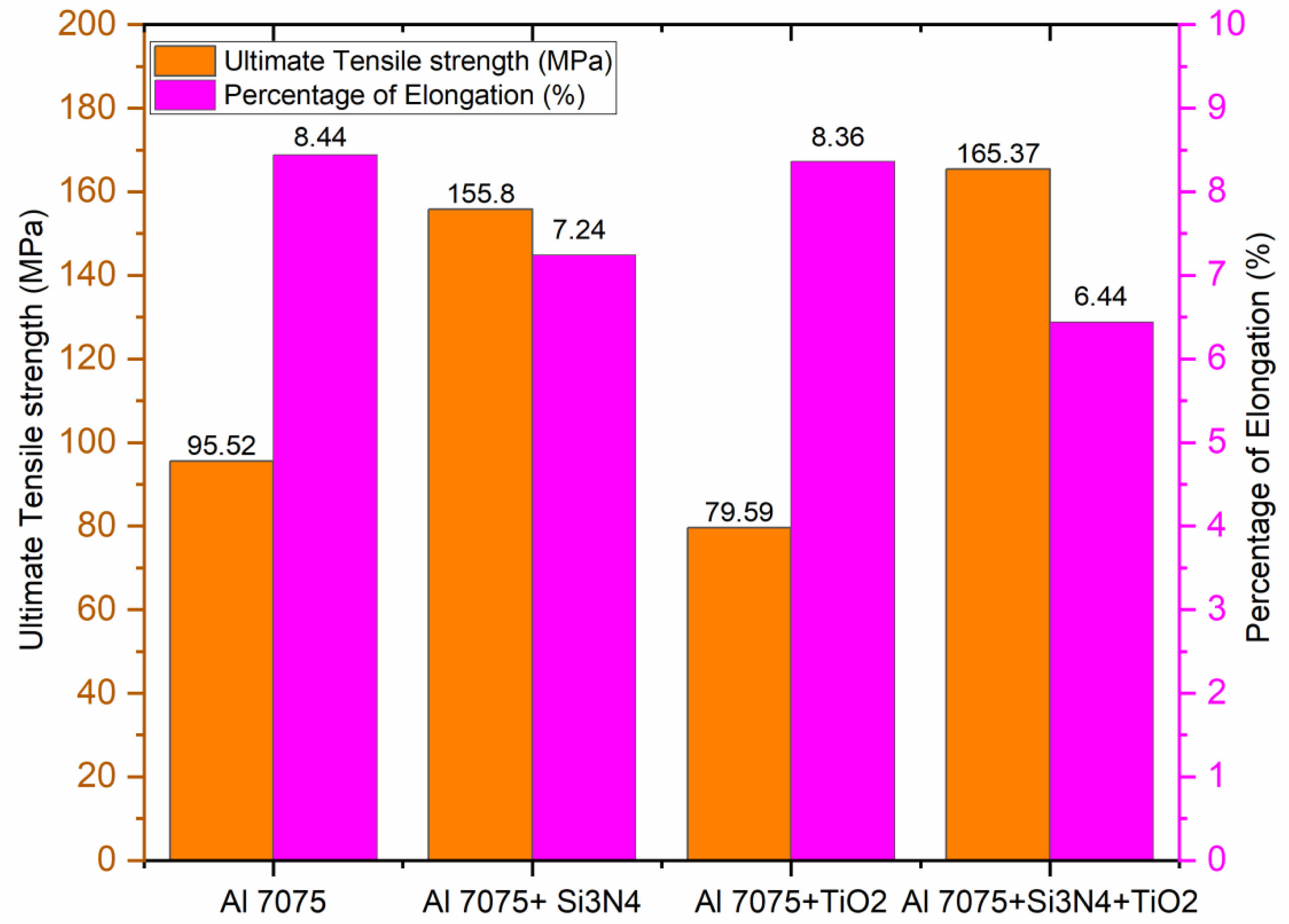
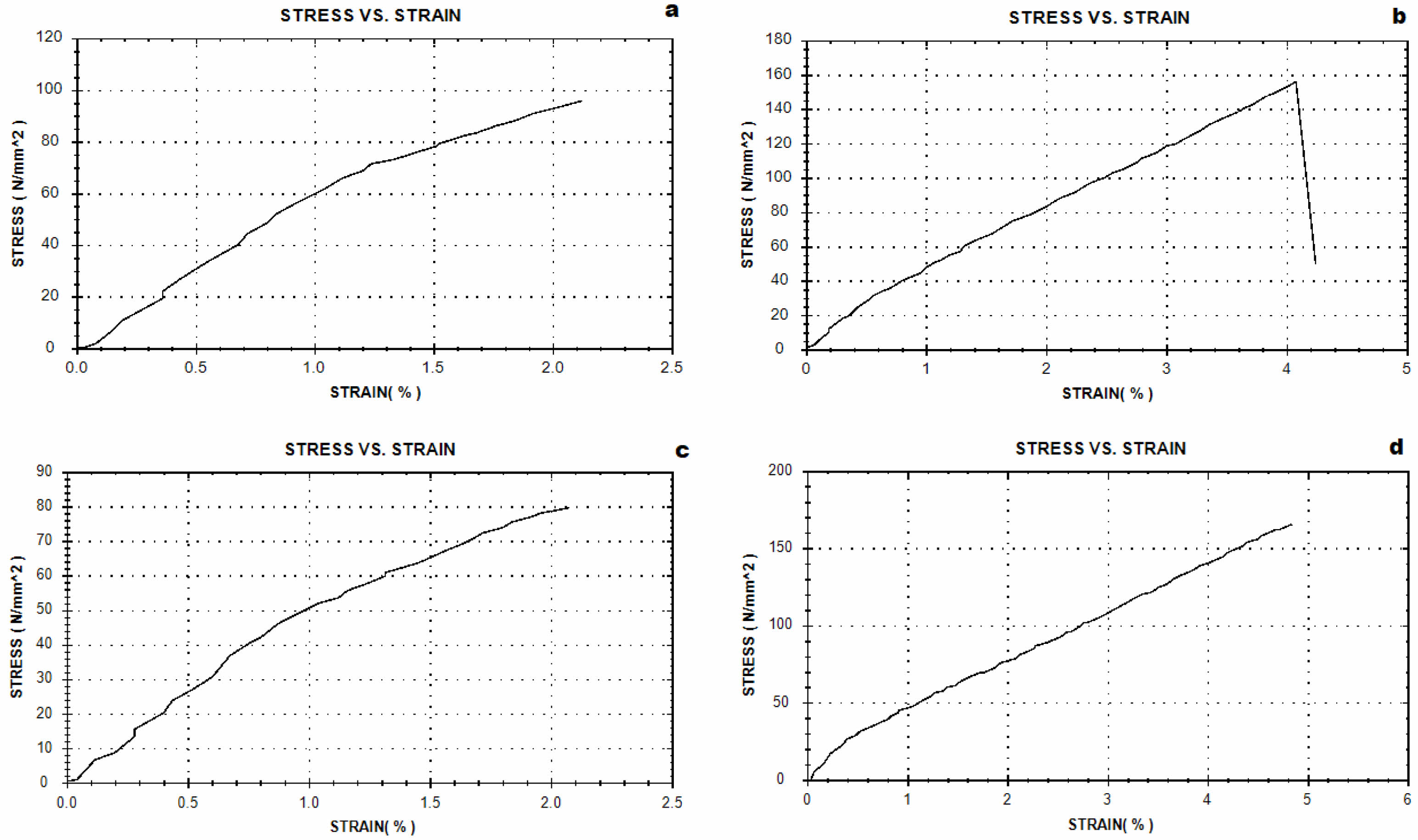
The tensile specimen's measurements were taken as per ASTM E8M standard specifications. The ultimate tensile strength and percentage of elongation is shown in Fig. 4 and Table 8. The specimen Al 7075+Si3N4+TiO2 and Al 7075+Si3N4 reinforcement specimen showed the improved ultimate tensile strength, when compared with other specimen of Al 7075 and Al 7075+TiO2 reinforcement specimens. The mechanical properties are enhanced for Al 7075+Si3N4+TiO2 and Al 7075+Si3N4 reinforced specimen. The relationship between a material's stress and strain is illustrated by a stress strain curve. Fig. 5 shows the stress strain graph of FGAMMC specimens. The ultimate tensile strength is increased by 42.23% and 38.69% with the specimen Al 7075+Si3N4+TiO2 and Al 7075+Si3N4 compared with Al 7075. Specimen Al 7075+TiO2 revealed less ultimate tensile strength. However, the Al 7075+Si3N4+TiO2 and Al 7075+Si3N4 reinforcement specimen delivered the reduction in the 23.69% and 14.21% percentage of elongation when compared with Al 7075 specimen. Similarly the material is more ductile when its percentage of elongation is higher and it becomes more brittle when the percentage of elongation is lower [31]. A material with higher porosity is weaker and more brittle because it has less Ultimate Tensile Strength. To maximize mechanical properties, porosity must be controlled during FGAMMC fabrication. A small amount of elongation may reduce the reduction in strength the functionally graded aluminium metal matrix composites. Furthermore, the increment in density and hardness also contributes to the rise in tensile strength.
Optical Microstructure of FGAMMC
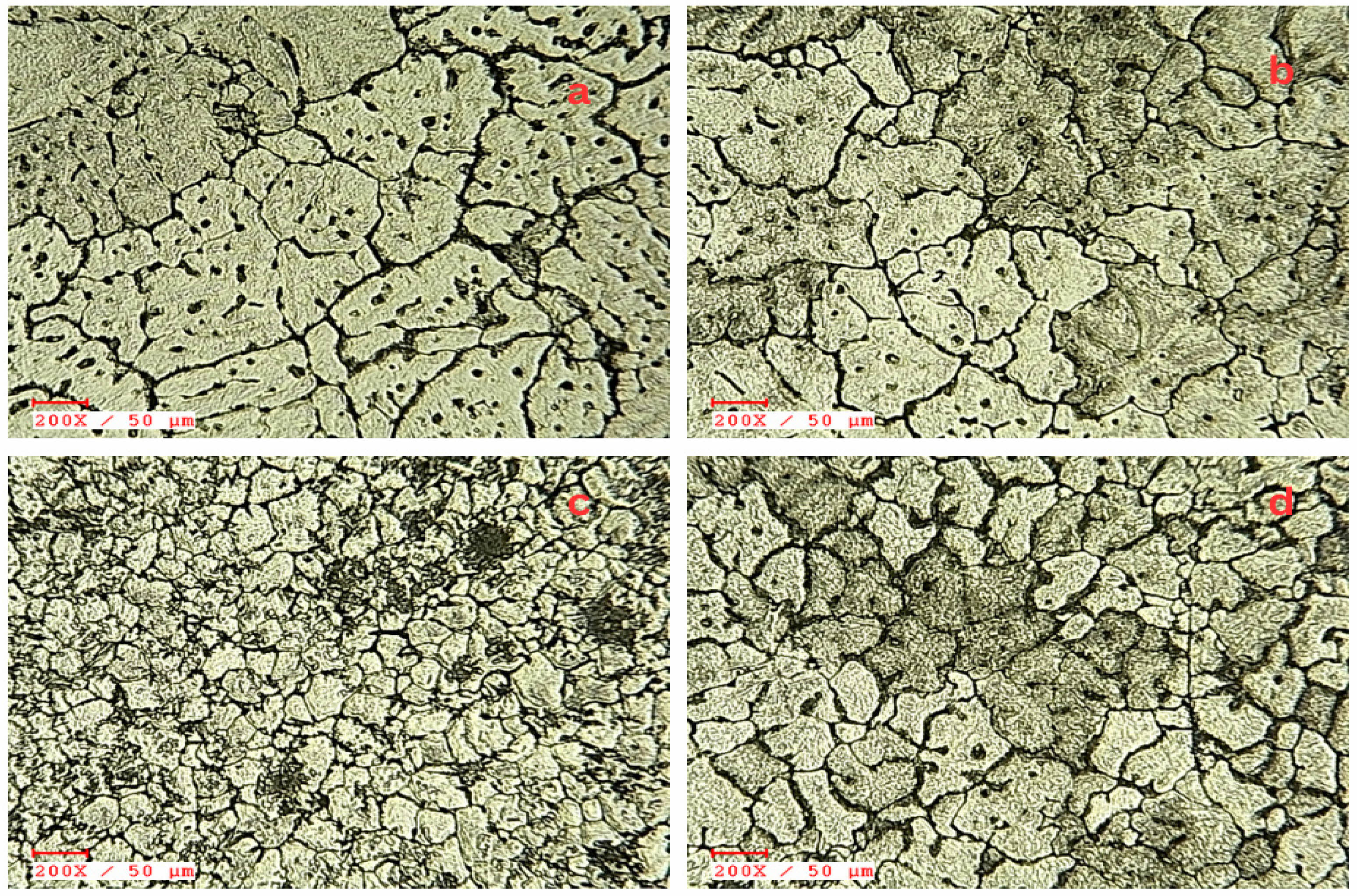
To better design and manufacture composite materials for a variety of applications, researchers utilize optical microstructure analysis to look at the material small-scale structure, specifically the distribution and arrangement of reinforcing fibers within the matrix. This helps them understand how these microstructural features affect the composites' overall mechanical properties, like strength, stiffness, and toughness. Segregation of alloying elements, dislocation clustering, substructure formation, clustering, precipitate formation, porosity, and microvoids are the main causes of casting defects. The microstructures FGAMMCs reveal the presence of Si3N4 and TiO2 particles due to the centrifuging effect.An aluminium alloy due to dendrites when it touches mould wall as it solidifies. The collision of silicon nitride and titanium oxide particles breaks the structure. Solidification occurs unidirectional from the outer to the inner region. In centrifugal casting, a radial opposing force moves during solidification [32]. Inverted trinocular metallurgical microscope used to examine the structure. The reinforcement content in the functionally graded aluminium metal matrix composite is also clearly seen in the microstructure. The microstructure images shown in Fig. 6 revealed that, the presence of Silicon nitride and Titanium di oxide particles in the FGAMMC. It is observed that some spaces cluster of Si3N4 and TiO2 particulates are found. The Al alloy was broken by the shearing movement of Si3N4 and TiO2 particles in the liquid melt. Particle-to-particle collision, melt viscosity, the fluidity of the melt, and the solidification rate affect the grain size. The microphotograph correspondingly shows that a small amount of porosity was found. In functionally graded aluminium metal matrix composites, it is further explained that high hardness is always correlated with lower porosity. The Si3N4, TiO2 and Si3N4+TiO2 reinforcement distribution in the Al 7075 and was seen in the microstructure. In the microstructures more porosity found in the Al 7075+TiO2 when compared with other three samples.
Surface Characterization of FGAMMC Using SEM Analysis
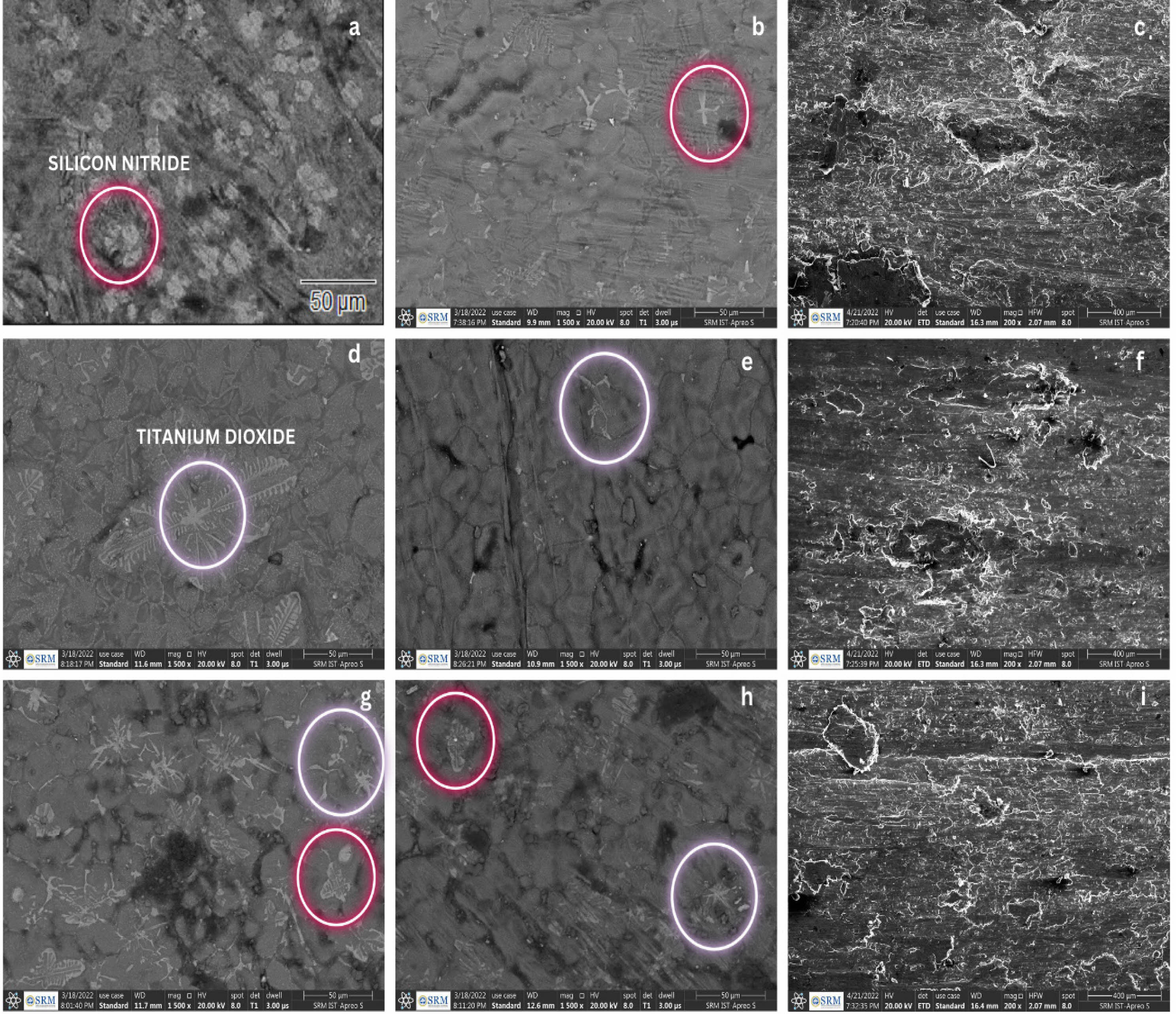
Thermo scientific Hi-Resolution Scanning Electron Microscope is used for Surface Characterization of FGAMMC and its images are shown in Fig. 7. The FGAMMC surface features and the particle distribution in three distinct inner, middle, and outer surface regions were analysed. The Centrifugally Cast Functionally Graded Aluminium Metal Matrix Composites were examined using a Scanning Electron Microscope to ensure that structural changes. The surface at the distance of 2, 10, and 18 mm from the outer periphery FGAMMC is examined for its surface characteristics caused by the centrifugal force. The surface characterisation shows that there are reinforcement particles at the middle and outer surfaces, ensuring that the centrifugal force causes the reinforcement particles to segregate. The innermost zone lacks reinforcement, while the outer surface has a greater distribution of Si3N4 and TiO2 with a progressive reduction in reinforcement due to centrifugal force. The dendritic structure of aluminium is observed in the innermost zone. This is because it takes longer time for the inner region to solidify. Because of Si3N4 and TiO2 particles have a high density, the particles tends to throw them toward the outer surface. The concentration of Si3N4 and TiO2 particles in the outer surface gradually decreases as the action progresses from the outer to the inner surface. The large black spot in the inner region is a blow hole or air entrapment that formed when the molten alloy suddenly solidified. In the inner surface observed that there are no structural changes. But there were few blow holes in the inner region. Although a cluster of Si3N4 and TiO2 particles has been seen in few areas, this is because Si3N4 and TiO2 have a high density. The Si3N4 and TiO2 have a high specific heat, which increase the solidification time of the particles due to the small black spot air entrapment formed by the solidification of the molten alloy in middle region. Si3N4 and TiO2 had small dark spots. The outer surface is distributed with more reinforcement particles than the middle surface. The grain size was reduced from the outer surface to the inner surface due to the squeezing effect of this opposing nature. A gradual increase in grain size was seen as the squeezing effect gradually diminished from the outer to the inner region. As a result of the shearing and squeezing effect, the particle-enriched zone exhibits finer grain size, while the depleted inner zone exhibits coarser grain size.
XRD analysis of FGAMMC
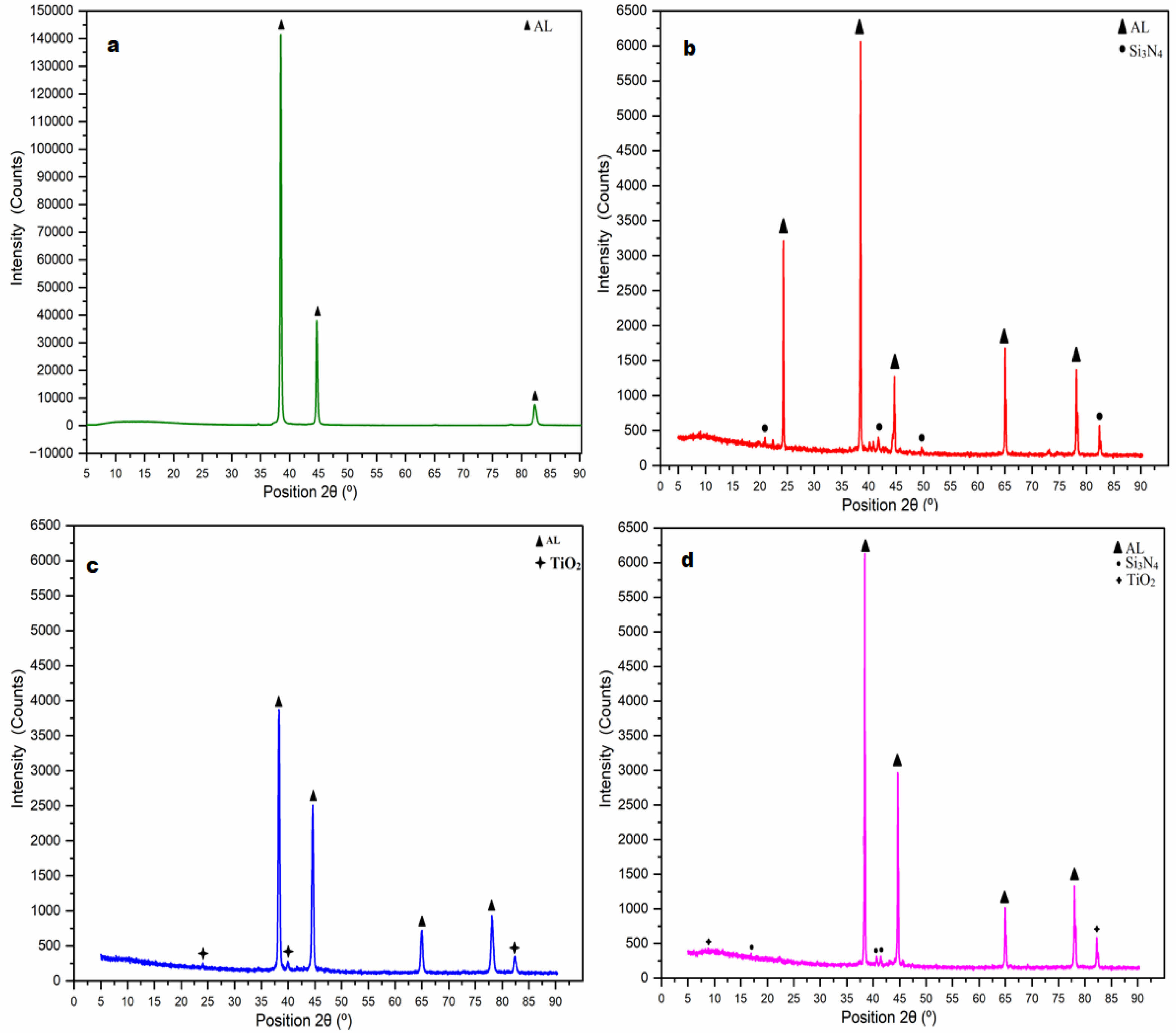
The identification of materials using their diffraction pattern is one of the main applications of XRD analysis. Panalytical Company makes the instruments were used to measure diffraction pattern. The crystallographic structure and chemical composition of the composites were confirmed by XRD analysis, which also confirmed the presence of Si3N4 and TiO2. The majority of the aluminum was represented by the peaks of the base material Al 7075 in the XRD pattern. The information about the various components present in the FGAMMC that are revealed by XRD analysis and shown in Fig. 8. Sharp, high intensity peaks in an X-ray diffraction pattern typically indicate the presence of well ordered crystalline material. The minimum step size 0.02519 and angle range 50 to 1400. The Position of the peaks which is represented as 2q XRD analysis shown in Fig. 8 confirms the presence of Si3N4 and TiO2 particles within the FGAMMC. The XRD pattern makes the largest peak and lower peak easily visible. The elemental characterization of the FGAMMCs was demonstrated by XRD analysis. The specimen Al 7075+Si3N4 contains Si3N4 in 2θ≈21o, 42o, 50o, and 82.5o. In the specimen Al 7075+TiO2, TiO2 was detected in 2θ≈240, 400, and 85o. Si3N4 was detected in the 2θ≈17o, 41o, 42o and TiO2 was detected in the 2θ≈8.5o, 82.5o in the hybrid specimen. According to the XRD results, the reinforcement Si3N4 and TiO2 particles found in the lower peak and base materials found in the largest peak.
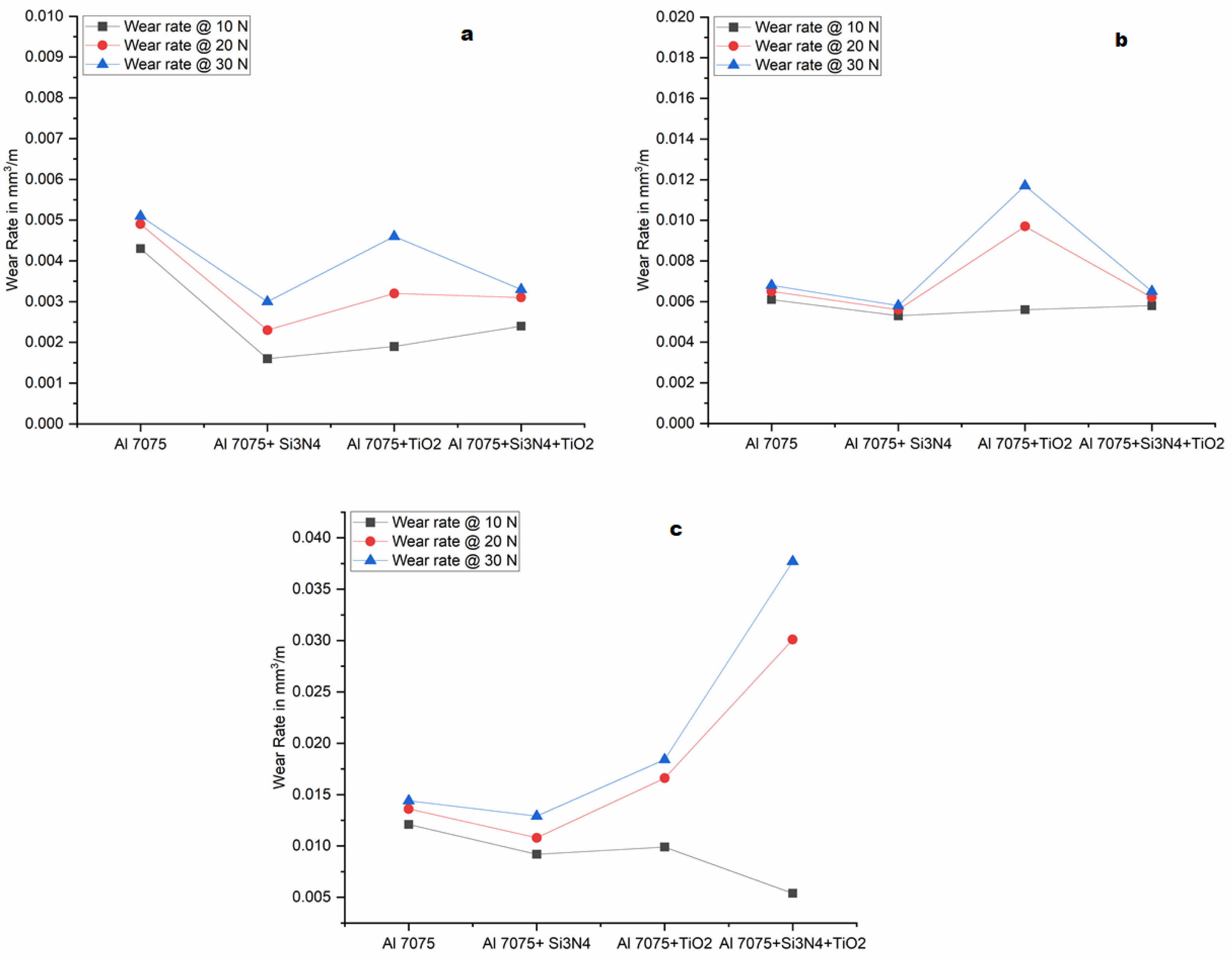
Dry sliding wear studies of FGAMMC
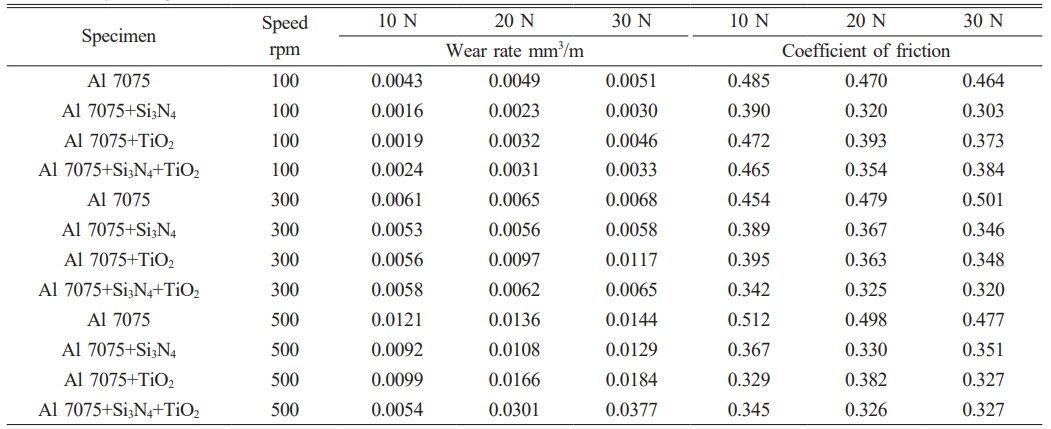
The dry sliding wear properties of the composite are examined using the pin-on-disc device with ASTM G99 guidelines [33]. It is the material loss caused by hard particles being forced against and moving along a solid surface. When hard particles remove material from the opposite surface, this is referred to as two-body wear. The Wear is related to surface interactions, a result of mechanical action of opposing surfaces. Grade 120 abrasive paper is used to polish the ends of the wear specimen, which measures 8 mm in diameter and 35 mm in height. Before every test, acetone is used to clean the disc surface and the sliding ends of the pin. An electronic weighing machine was used to measure the specimen's initial weight. Using an arm or lever and attached weights, the pin specimen is pressed against the disc at a predetermined load. The tribological experiments conducted were conducted at room temperature. The testing involved three different loads of 10 N, 20 N, and 30 N, and the speeds of 100 rpm, 300 rpm, and 500 rpm. This setup was consistent with real-world situations where normal loads and sliding speeds are frequently seen in automotive applications. Wear volume loss is used to report wear results. After rotating the disc against pin for a fixed time, the pin is removed from the lever and the weight of the sample is checked again. Wear volume loss is the result of converting the weight loss resulting from the weight difference. During the experiments, measurements of wear and coefficient of friction were made in order to accurately assess the FGAMMC tribological performance. The results for the wear rate and coefficient of friction for all the specimens are presented in the Fig. 9 and Table 9.
The sliding speed can range from 100 rpm to 500 rpm. The load ranges from 10 to 30 N for 900 seconds. The sliding distance taken as 37.6 m for 100 rpm, 113.0 m for 300 rpm 188.3 m for 500 rpm. The tribology results from the wear test were used to plot the graphs between Wear rate and load from 10 to 30 N for different speed range varies for 100 rpm to 500 rpm. In tribology test under dry Al 7075+Si3N4 specimen produced less wear rate compared with the Al 7075, Al 7075+TiO2 and Al 7075+Si3N4+TiO2 specimens for 10 N, 20 N, 30 N. It is found the Co-efficient of friction value less in Al 7075+Si3N4, Al 7075+TiO2 and Al 7075+Si3N4+TiO2 compared with Al 7075 for 10 N, 20 N, 30 N in 100 rpm, 200 rpm, 300 rpm. The wear rate found the higher values in 30 N applied loads for 100 rpm, 200 rpm and 300 rpm. The functionally graded metal matrix composite's wear rate is influenced by the applied load, which also acts as the primary regulator of wear behaviour. Furthermore, volume wear loss for FGAMMC always increases with higher loads.
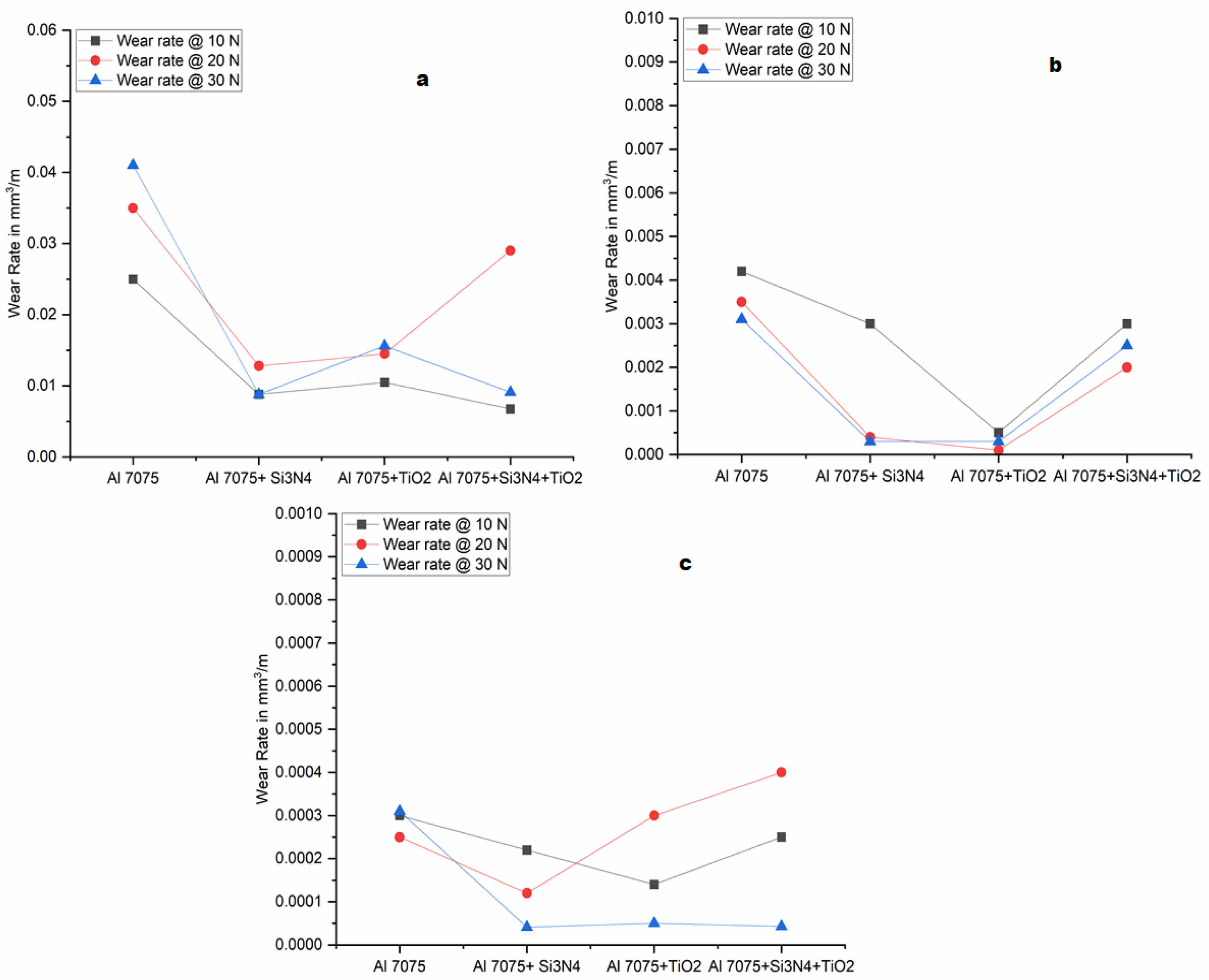
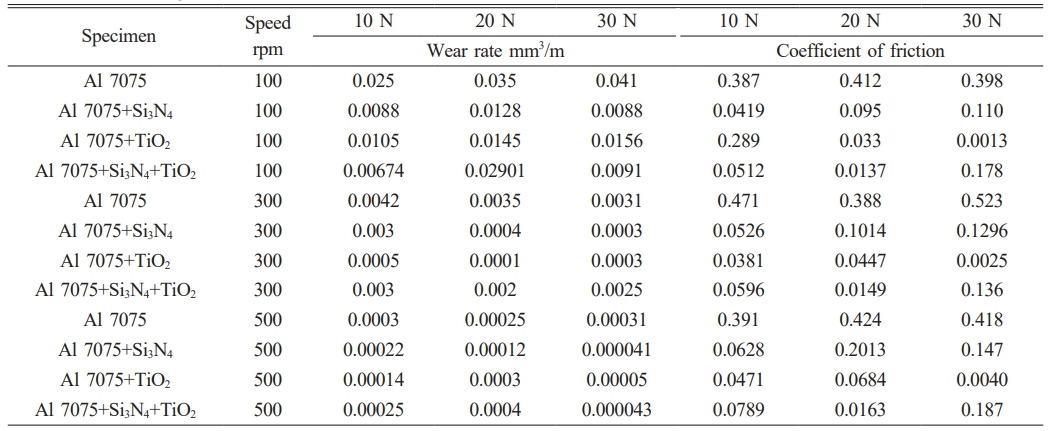
Wet Sliding Wear Studies
The FGAMMCs are subjected to a wet sliding wear test at room temperature and its results are shown in Fig. 10 and Table 10. The sliding speed can range from 100 rpm to 500 rpm. SAE 20W40 oil is used for this wet sliding wear studies. SAE 20W40 creates a thick oil film at high speeds, which keeps metals from coming into direct contact with one another. By providing adequate film thickness, SAE 20W40's viscosity lowers friction between moving parts. The SAE 20W40 oil performs well in wet tribology due to its stable viscosity, anti-wear additives, and thermal resistance. By ensuring ideal lubrication, it lowers wear and prolongs the life of mechanical parts. Harder materials resist wear better because wear rate is inversely proportional to hardness. The tribology test results were tabulated and graph drawn between speed and wear rate. The load ranges from 10 to 30 N for 900 seconds. The tribology results from the wear test were used to plot the graphs between Wear rate and load from 10 to 30 N for different speed range varies for 100 rpm to 500 rpm. In tribology test under wet conditions Al 7075+Si3N4 and Al 7075+TiO2 specimen produced less wear rate compared with the Al 7075, and Al 7075+Si3N4+TiO2 specimens.
|
Fig. 2 Density of FGAMMC. |
|
Fig. 3 Hardness of FGAMMC. |
|
Fig. 4 Comparison of ultimate Tensile Strength and percentage of elongation of FGAMMC. |
|
Fig. 5 Stress strain curve of a) Al 7075 b) Al 7075+Si3N4 c) Al 7075+TiO2 d) Al 7075+Si3N4+TiO2. |
|
Fig. 6 Microstructure of a) Al 7075 b) Al 7075+Si3N4 c) Al 7075+TiO2 d) Al 7075+Si3N4+TiO2. |
|
Fig. 7 canning Electron Microscope Images of Samples a) Al7075+Si3N4 Outer Surface b) Al7075+Si3N4 Middle Surface c) Al 7075+Si3N4 Inner Surface d) Al 7075+TiO2 Outer Surface e) Al 7075+TiO2 Middle Surface f) Al 7075+TiO2 Inner Surface g) Al 7075+Si3N4+TiO2 Outer Surface h) Al 7075+Si3N4+TiO2 Middle Surface i) Al 7075+Si3N4+TiO2 Inner Surface. |
|
Fig. 8 Graphical representation of XRD analysis a) Al 7075 b) Al 7075+Si3N4 c) Al 7075+TiO2 d) Al 7075+Si3N4+TiO2. |
|
Fig. 9 Dry wear rate of the samples a) 100 rpm b) 300 rpm c) 500 rpm. |
|
Fig. 10 Wet wear rate of the samples a) 100 rpm b) 300 rpm c) 500 rpm. |



The Silicon Nitride and Titanium Dioxide Reinforced FGAMMC was fabricated using a centrifugal casting procedure that follows a liquid metallurgy route. Totally four numbers of specimens were fabricated and investigated mechanical and tribological properties. The following results were observed.
• The results revealed that presence of Si3N4 and TiO2 particles experimental density increased from 2.80 g/cm3 to 2.92 g/cm3. Al 7075+Si3N4+TiO2 specimen revealed the less porosity compared with base materials.
• The optical microstructural image of the centrifugally casted Aluminium based Si3N4 and TiO2 functionally graded materials clearly showed the graded distribution with concentration on particle.
• The higher hardness was seen in the outer surface because there are more Si3N4+TiO2 particles. Hence, the hardness was increased by 36.94% in the outer surface and 21.86% in the middle surface for the Al 7075+Si3N4+TiO2 compared with Al 7075.
• The ultimate tensile load is increased by 42.23% and percentage of elongation reduced by 23.69% for the Al 7075+Si3N4+TiO2 compared with the Al 7075.
• Scanning electron microscopy examination clearly revealed that, the higher density particles were present in the outer surface of the specimen. The concentration of Si3N4 and TiO2 particles in the outer surface gradually decreases from the outer surface to the inner surface.
• XRD analysis confirms the presence of Si3N4 and TiO2 particles within the functionally graded aluminium metal matrix composites.
• In tribology test under dry conditions Al 7075+Si3N4 specimen produced less wear rate compared with the Al 7075, Al 7075+TiO2 and Al 7075+Si3N4+TiO2 specimens.
• In tribology test under wet conditions Al 7075+Si3N4 and Al 7075+TiO2 specimen produced less wear rate compared with the Al 7075 and Al 7075+Si3N4+TiO2 specimens.
The future work focuses on the optimization of wear characterize with different load, different speed, sliding distance by Grey based Taguchi method. Further, the heat transfer rate, heat dissipation of different regions of the FGAMMC will be analyzed for the fabricated specimens to ensure the suitability of materials for high temperature applications.
The authors express their gratitude to SRM institute of science and technology for providing the research equipment and to Bannari Amman Institute of Technology for their extended support in this work.
The authors declare no conflict of interest regarding the publication of the paper.
- 1. J.J. Sobczak and L.J. Drenchev, Mater. Sci. Technol. 29[4] (2013) 297-316.
-

- 2. D.K. Jha, T. Kant, and R.K. Singh, Compos. Struct. 96 (2013) 833-849.
-
- 3. M. Naebe and K. Shirvanimoghaddam, Appl. Mater. Today. 5(2016) 223-245.
-
- 4. B. Kieback, A. Neubrand, and H. Riedel, Mater. Sci. Eng. A. 362[1-2](2003) 81-106.
-
- 5. T. Dougherty and Y. Xu, SN Appl. Sci. 1[1] (2019) 135.
-
- 6. M.S. Manu, V.G. Resmi, M. Brahmakumar, P. Narayanasamy, T.P.D. Rajan, C. Pavithran, and B.C. Pai, Trans. Indian Inst. Met. 65[6] (2012) 747-751.
-
- 7. M.S. Surya and G. Prasanthi, Adv. Mater. Process. Technol. 8[1] (2022) 1007-1022.
-
- 8. R. Ambigai and S. Prabhu, Silicon 14 (2022) 2839-2850.
-
- 9. P.N.S. Srinivas, P.R. Babu, and B. Balakrishna, Mater. Res. Express 7[2] (2020) 026513.
-
- 10. P. Sathiamurthi, K.S. Karthi Vinith, A. Sivakumar, and N. Bagath Singh, J. Ceram. Process. Res. 24[3] (2023) 429-438.
-
- 11. R. Ambigai and S. Prabhu, Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 235[18] (2021) 3611-3623.
-
- 12. B. Thamaraikannan, A. Sagai Francis Britto, S. Senthilraja, and R. Rajkumar, J. Ceram. Process. Res. 24[3] (2023) 415-421.
-
- 13. N.H. Agilandeswari, J. Jebeen Moses, M.F.X. Muthu, and T.C.H. Anil Kumar, J. Ceram. Process. Res. 25[6] (2024) 1142-1153.
-
- 14. K. Hemalatha, R. Ashwin, M. Santhanam, M.M. Riyaz, G.G. Sozhamannan, and V.S.K. Venkatachalapthy, Mater. Today Proc. 39[1] (2021) 26-30.
-
- 15. R. Chaurasia and S.K. Sarangi, Funct. Compos. Struct. 6[2] (2024) 025012.
-
- 16. S. Ahmad, Y. Tian, A.W. Hashmi, R. K.Singh, F. Iqbal, S. Dangi, A. Alansari, C. Prakash, and C.K. Chan, J. Mater. Res. Technol. 30 (2024) 8539-8552.
-
- 17. S. Vinothkumar and P. Senthilkumar, J. Ceram. Process. Res. 23[4] (2022) 546-552.
-
- 18. K.M. Senthilkumar, A. Sivakumar, R.M. Shivaji, S.K. Tamang, and M. Giriraj, J. Ceram. Process. Res. 23[2] (2022) 233-236.
-
- 19. B. Saleh, J. Jiang, A. Ma, D. Song, D. Yang, and Q. Xu, Met. Mater. Int. 26[7] (2020) 933-960.
-
- 20. T.P.D. Rajan, E. Jayakumar, and B.C. Pai, Trans. Indian Inst. Met. 65[6] (2012) 531-537.
-
- 21. R. Ambigai and S. Prabhu, Aust. J. Mech. Eng. 17[2] (2019) 53-63.
-
- 22. N. Radhika and R. Raghu, Trans. Nonferrous Met. Soc. China, 26[4] (2016) 905-916.
-
- 23. M. Sam, N. Radhika, M. Ramu, B. Saleh, and A. Pramanik, Int. J. Interact. Des. Manuf. 17[3] (2023) 1323-1338.
-
- 24. B. Saleh, R. Fathi, N. Radhika, Z. Yu, S. Liu, and L.J. Zhang, J. Alloys Compd. 981 (2024) 173723.
-
- 25. M. Sam, N. Radhika, and B. Saleh, Mater. Today Chem. 29 (2023) 101479.
-
- 26. W.S. Ebhota, A.S. Karun, and F.L. Inambao, Int. J. Mater. Res. 107[10](2016) 960-969.
-
- 27. T.P.D. Rajan and B.C. Pai, Acta Metall. Sin. 27[5] (2014) 825-838.
-
- 28. R.K. Arya and A.S. Telang, Int. J. Eng. Adv. Technol. 9[3](2020) 3366-3374.
-
- 29. R.M. Raouf, L. Ghalib, and A.K. Muhammad, Baghdad Sci. J. 21[9] (2024) 25.
-
- 30. M. Sam and N. Radhika, Mater. Res. Express. 6[9] (2019) 096595.
-
- 31. M. Sam, N. Radhika, and K. Pavan Sai, Proc. Inst. Mech. Eng. Pt. C J. Mechan. Eng. Sci. 234[22] (2020) 4493-4504.
-
- 32. R. Ambigai and S. Prabhu, J. Mater. Eng. Perform. 30[10] (2021) 7328-7342.
-
- 33. N. Radhika and R. Raghu, Adv. Compos. Lett. 24[6] (2015) 130.
-
 This Article
This Article
-
2025; 26(3): 418-431
Published on Jun 30, 2025
- 10.36410/jcpr.2025.26.3.418
- Received on Jan 13, 2025
- Revised on Feb 28, 2025
- Accepted on Mar 3, 2025
Services
- Abstract
introduction
material and methods
results and discussions
conclusions
- Acknowledgements
- Conflict of Interest
- References
- Full Text PDF
Shared
Correspondence to
- Vadivel Muthusamy
-
Department of Mechanical Engineering, SRM Valliammai Engineering College, Chengalpattu, Tamil Nadu 603203, India
Tel : +91 9942622365 - E-mail: mvadivelme1979@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr