





- Study of mechanical properties of self-adhesive mortars with sugar cane bambasse ash and silica activator
P. Sudhaa,*, S. Rameshb, R. Jagadeesanc and K. Yuvarajd
aDepartment of Civil Engineering, K. S. R. College of Engineering, Tiruchengode – 637215, India
bDepartment of Civil Engineering, K. S. Rangasamy College of Technology, Tiruchengode – 637215, India
cDepartment of Civil Engineering, K. S. Rangasamy College of Technology, Tiruchengode – 637215, India
dDepartment of Civil Engineering, K S Rangasamy College of Technology, Tiruchengode – 637215, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
This research is justified by the need to find other solutions to reduce the consumption of fine aggregate, replacing it with waste or by-products from other industrial sectors. Among these residues, sugarcane bagasse ash (SBA) is highlighted. SBA is a residue generated during the sugar and alcohol production process, studies carried out by several authors have identified that this is a material that has physical characteristics close to those of fine aggregates and in some cases has pozzolan potential. This work intends to evaluate the properties of resistance to segregation and exudation, in addition to the ability to meet the minimum density requirements of mortars containing silica fume as fine material and sugarcane bagasse ash as fine aggregate. Also, the mechanical properties of self-compacting mortars will be analyzed.
Keywords: Self-compacting mortar, Silica active, Mechanical resistance, Sugarcane bagasse ash.
The civil construction sector is one of the main generators of environmental impacts, due to the high consumption of natural resources, waste of raw materials and components that harm nature.
As reported by [1], civil construction is known as the 40% sector, since it generates approximately 40% of the CO2 emissions released into the atmosphere, 40% of the waste fraction, 40% of transport operations and the Buildings consume 40% of energy.
Literature [2] also states that civil construction causes environmental, social and economic “reflexes”. During the construction of a small building, impacts are generated, from the production process of raw materials and necessary components (manufacture of cement; exploitation of coarse and fine aggregates, among others), from the transport of materials, the visual impact, the noise and dust generated, the waterproofing of the soil and the residues originated in the process.
Another factor is the rapid urbanization process that has led to an increase in the generation of waste from construction, renovations and demolitions. These residues have caused problems for public managers [3]. Throughout the production of cement and mining of natural sands, environmental, social and economic impacts occur, where these materials are basic raw materials for the production of concrete and mortar. The cement manufacturing process begins with the exploitation of clay and/or limestone deposits. To obtain these raw materials, detonations are carried out in order to remove them. The manufacture of clinker requires that the equipment used be capable of obtaining temperatures close to 1450 ºC, consequently causing energy consumption between 3 to 6 million Btu per ton. With this high energy consumption, only the clinker production stage is responsible for the generation of significant emissions, particularly carbon dioxide [4].
As an alternative to reducing clinker consumption, industries in the cement sector have the addition of cementitious materials, such as: fly ash; blast furnace slag; and natural pozalans. The use of fly ash and blast furnace slag also provides a destination for materials that previously did not have a destination or were deposited in landfills [5].
With the application of cementitious materials in cement production, the amount of clinker used is reduced, however, cement production is still responsible for the environmental impacts caused to the ecosystem present at the extraction site. In addition to causing social and economic impacts because it is a natural and non-renewable resource. Due to these factors, research is carried out with the aim of developing less polluting technologies that can reconcile an ecologically balanced environment with the functioning of different industries.
The mining of natural sand causes environmental, social and economic impacts because it is a natural and non-renewable resource. Sand is produced in places where sedimentary rocks are deposited, such as floodplains and riverbeds. These areas have riparian forests close to the extraction sites [6].
Currently, studies have been carried out with a view to incorporating industrial by-products into concrete and mortar, making the industrial and construction process less impactful to the environment and reducing pollution levels. In addition, these incorporations allow improvements in the rheological characteristics of this concrete [7-12].
This paper [13] proposed a new material that can partially replace cement for the production of high-performance concrete (UHPC). The material consists of scrap industrial ferrosilicon (FS) supplied as slag. It is used as a partial cement substitute by grinding it in a granular state with a surface area of specifically 12850 (cm 2/g). The cement replacement in the UHPC mixture is designed to be 5%, 10%, 15%, 20% and 25% at the same FS and silicone powder (SF) fraction. The workability of fresh concrete is evaluated by air-conditioning performance tests. The mechanical properties are evaluated by compressive strength, tensile strength, flexural strength and elastic atomic tests. In addition, the performance of the carriers is evaluated by chloride permeability resistance tests and preliminary leakage tests. Microstructural analysis was carried out using SEM-EDX and XRD experiments.
This article [14] provides a detailed review of improved IRA morphology, physics, chemical composition, and mineral composition Research shows that SCBA is a promising architectural material. The use of SCBA as a pozzolanic material has been characterized as a novel source of alkali active binders, aggregates and fillers in the manufacture of building materials Effect of SCBA on the properties of fresh and cured concrete with physical, mechanical including strength, microstructure and durability have been emphasized. The main factors controlling pozzolanic activity are discussed in detail, including annealing and reforming temperatures, timing, fineness, loss on ignition (LOI), and crystalline silica Finally, further research is recommended on the infrastructure of effective and widespread use of IRA in construction.
According to the study [15] also state that the mineral exploration of sand causes harmful and beneficial impacts in the social, economic and environmental scope. Among the beneficial impacts, the creation of jobs and the economic development of the place where the responsible company is located stand out. As for the harmful impacts, the environmental impacts caused by the activity stand out, which in many cases are irreversible, such as: displacement of the watercourse, removal of riparian vegetation, silting, soil compaction, fauna flight and water pollution. Demonstrating that natural sand mining is an activity that causes damage, therefore, reducing the consumption of this resource is essential.
As for cement, the research carried out by [16] reports that this material is responsible for energy problems due to the high temperatures required for its manufacture and the emission of CO2. Seeking to reduce these problems, incorporations of by-products are carried out that act as mineral additions to reduce the consumption of clinker. Another proposed solution is the production of alternative cements, capable cements not so aggressive to the environment and more economical, being known as alkaline cements.
Another solution proposed in order to reduce the impacts caused by cement production, as they affect the environment, affecting all those who depend on it to survive, is the production of clinker but without the use of limestone. The research developed by [17] produced a Portland clinker using ladle kiln slag with good results.
Active silica is a pozalane that helps improve porosity, adhesion between paste and aggregates and acts to increase mortar resistance [18]. At the same time, it can be used to replace part of the cement or as an addition.
This study [19] investigated the physical properties and EMP protection effectiveness of insulating materials such as silicon carbide (SiC), a byproduct of semiconductor manufacturing, and graphite alloys cover mud inside as a protective layer. Because of the expensiveness of the protective agent, each protective agent is mixed with the mud until only the outermost 10% of the sample mud is considered protective. Also, they calculated the safety efficiency of different mortar samples with safety properties in the whole sample volume using safety efficiency (SE) calculation algorithm The predicted SE value of mortar sample mixed with granular SiC, graphite powder, . and SiC powder is 20dB, 18dB, and 28dB, respectively
In this study [20], nanotitanium dioxide and nanosilica were added to white Portland cement mortar. The amount of nano-TiO2 is set at 3%, while the amount of nano-SiO2 ranges from 0% to 3%. The water/binder ratio was 0.45%, and the binder/sand ratio was 1:3 measure mortar performance, drainage, compressive strength and flexural strength. The permeability of mortar was measured by the Nordest test, and the carbonization resistance was measured in a carbonation chamber. After exposure of white mud to UV light, the degradation of rhodamine B pigment on the mortar surface was measured. The addition of nano-SiO2 improves the tensile and compressive strength of mortars, reduces the hydraulic conductivity, and resists the penetration of chloride ions. The addition of nano-SiO2 particles does not get corroded effect of the purifying properties of the white.
Polymer modification Functional additives have been studied to control the airflow of polymer [21] and improve its performance in cementitious matrices Functional ingredients have been added to acrylic polymer powder that can be redispersed at -11 °C crystal change temperature, improved polymerization process Physical properties of cement were investigated of mortars made with these polymers. Using the modified emulsion polymerization process, the average particle size of the polymer fragments increases, whereas when the foamless is used as the active additive, the average size increases a, the particle size of the polymer particles decreases and the air content of the polymer cement mortar decreases. In addition, excellent compressive, flexural and bond strengths are achieved, and high-performance polymers are used for better sealing. Scanning electron microscopy and energy dispersion spectroscopy confirmed the formation of carbon-based polymer films around the pores and cracks in the cement mortar.
This study [22] primarily studies the effect of hydrogen-rich water (ARH) on the corrosion of steel bars embedded in Portland cement mortar. They compared the performance of HRW-based mortar (HWM) with control water-based cement mortar (CWM). The results show that the application of HRW significantly improves the corrosion resistance of steel bars embedded in cement mortar. Compared with CWM, HWM showed more negative galvanic corrosion potential and galvanic current. The electrical resistance (ER) of HWM is higher than that of CWM. Additionally, HRW reduces installation time and improves mechanical properties. The improvements in HWM mechanics and corrosion resistance are both attributed to the occurrence of more cementitious water and less vacancy in a hydrogen-rich environment X-ray diffraction (XRD), Fourier transform infrared (FTIR) and scanning electron microscopy (SEM) analysis, it was concluded that the application of HRW to Portland cement mortar resulted in highly stable and stable microstructures with low contrast due to high temperature.
In this study [23] the biological curing properties of masonry mortar from bridges with historical brick arches in the Netherlands were investigated From these results, various key components were proposed for self-healing cement mixtures disease An experimental study was conducted on the addition of SHA to mortar (with and without powder) [24]. SHA can effectively reduce the leakage and porosity of the mortar systems. An improvement in the overall mechanical properties of mortar is observed with the addition of SHA to the mortar system, as it has the ability to form a more hydrated material and thus the addition of SHA to the mortar system provides mechanical properties and physical properties of mortar are greatly mortar. The ability of SHA to form materials with high water content and to form membranes during hydration makes it suitable for improving mechanical and physiological performance.
This study [25] focused on highly stable mortar resistant to sulfuric acid attack by efficient collection of an absolute air-cooled furnace (ACBFS) instead of binary and ternary binder mixtures Ligand placement was considered two numbers of substitutions were carried out in this study, and ten ligand mixtures were prepared for the experiments. he himself prepared mortar and cement for this mortar. Each sample was prepared in circular molds with a diameter of 3 cm and a height of 5 cm. After sample removal, samples were water-cured for 28 days. All samples were incubated in 3% concentrated solution for 60 days, the solution was changed periodically based on loss of sulfuric acid concentration After careful removal of loose particles, change of sample was measured the largest of all. After 60 days of exposure, samples containing ACBFS exhibited higher resistance to sulfuric acid attack compared with conventional microaggregates in the same binder mixture the ternary mixture exhibits higher resistivity than the binary mixture sample.
This paper [26] investigated the degradation and self-healing behavior of high-strength fire-damaged mortar and developed a new method for repairing fire-damaged concrete. The corrosion behavior of cement added to the mortar surface can be related to temperature, internal temperature, water, and thermomechanical processes. Solid state cracking due to precipitation, pore shrinkage, and fire effects was observed microscopically.
In this study, [27] coated slag aggregates impregnated with sodium silicate were used as chemical treatment agents in cement mixtures. To investigate the effect of WSA on the self-healing ability of composites, cement was also replaced by WSA. Self-healing performance was measured by ultrasonic pulse velocity, water permeability and dynamic parameters of elasticity test From the results they can conclude that the addition of coated slag aggregate reduced the compressive strength of the samples.
Thus, the present study aimed to apply silica fume and SBA in self-compacting mortars to improve their mechanical properties, as well as replace part of the fine aggregate by SBA.
The present study aims to analyze the behavior of the mechanical properties of self-compacting mortars when the amount of SBA is increased in substitution of part of the fine aggregate and when silica fume is added in its composition. In this way, it is necessary to select and characterize the materials that will compose the mortars, determine the proportions of the mixtures, define the procedure for producing the mortars and carry out self-compacting tests and resistance to compression and traction in flexion.
Material
In the production process of self-compacting mortars, some materials are needed, such as: fine aggregate, mineral addition, chemical additive, cement and water.
Method for the development of self-adhesing mortars
The procedure for the development of the mortars consisted of the methodology of [11], in which the mini slump tests (spreading) and the mini funnel V in order to identify the indices of Gm and Rm. The Gm index as reported by [11] indicates the deformability of the mortar and the Rm its viscosity.
For the development of the study, first, a composition test was carried out between fine aggregates with medium sand and SBA, seeking to identify the combination between the two materials that generate greater compactness of the mortar. Thus, additions of SBA were made to the medium sand in the proportions of 10%, 20%, 30%, 40% and 50%, so that in the last addition the amount of ash and sand is equal.
With the determination of the best composition among the fine aggregates, mortar tests were carried out with the ratios 1:1; 1:2 and 1:3 (binder/aggregates in mass) and water/cement ratio (w/c) set at 0.5. In the study carried out by [14] this relationship was identified as the one that generates a mortar with self-compacting characteristics. Varying the amount of superplasticizer in the proportions 0%, 0.2%, 0.4%, 0.6%, 0.8% and 1%.
Once the mortars were produced with the proportions described above, the traits that presented the best self-compacting characteristics were selected, that is, visually they do not present segregation and exudation and/or fit within one of the limits proposed by [28, 29].
With them, additions of silica fume were made in relation to the cement mass, in the values of: 0%; 5%; 7.5% and 10%, where for each of these tests were performed in the fresh state varying the amount of superplasticizer. The tests were carried out in the fresh state and in the hardened state.
After preparing the traces with SBA and silica fume, traces were produced without SBA with silica fume to identify the behavior of the mortars regarding this alteration, carrying out the tests in the fresh state and in the hardened state.
The grout mixing procedure consists of the following steps:
•Weighing of materials according to the specified dosage on an electronic scale;
•Manual mixing of the cement (in the mixes with the addition of silica fume, it is added in this step), the medium sand and the SBA for 20 seconds;
•In the mortar, mix the solid thus obtained with 80% of the water for 60 seconds at low speed. After switching off, the fins and the bottom of the vat are cleaned for a maximum of 30 seconds;
•Mixing the mortar components for another 60 seconds at low speed in the mortar;
•New removal of adhered material for 30 seconds;
•Addition of the remaining 20% dosed water together with the superplasticizer additive, for another 60 seconds;
•Rest the mixture for 60 seconds;
•Mixing the mortar components for 30 seconds at low speed followed by another 30 seconds at high speed;
•Tests in the fresh state.
Tests in the fresh state and in the harden state
Tests in the fresh state
Tests in the fresh state were carried out with the aim of identifying whether the produced mortars have the ability to flow without the need for vibration and without segregation and exudation, in addition to identifying the Gm and Rm indices. These indices were determined using the method proposed by [28].
Tests in the hardened state
The identification of the mechanical properties of mortars was carried out through tests that seek to determine the ability of the specimen to withstand tensile stress in compression and flexion.
In this research, the norm used to determine flexion was– Mortar for laying and coating walls and ceilings: determination of tensile strength in flexion and compression. And compression test of cylindrical specimens was used to determine the compression.
Materials used in the mortar
Fine aggregate
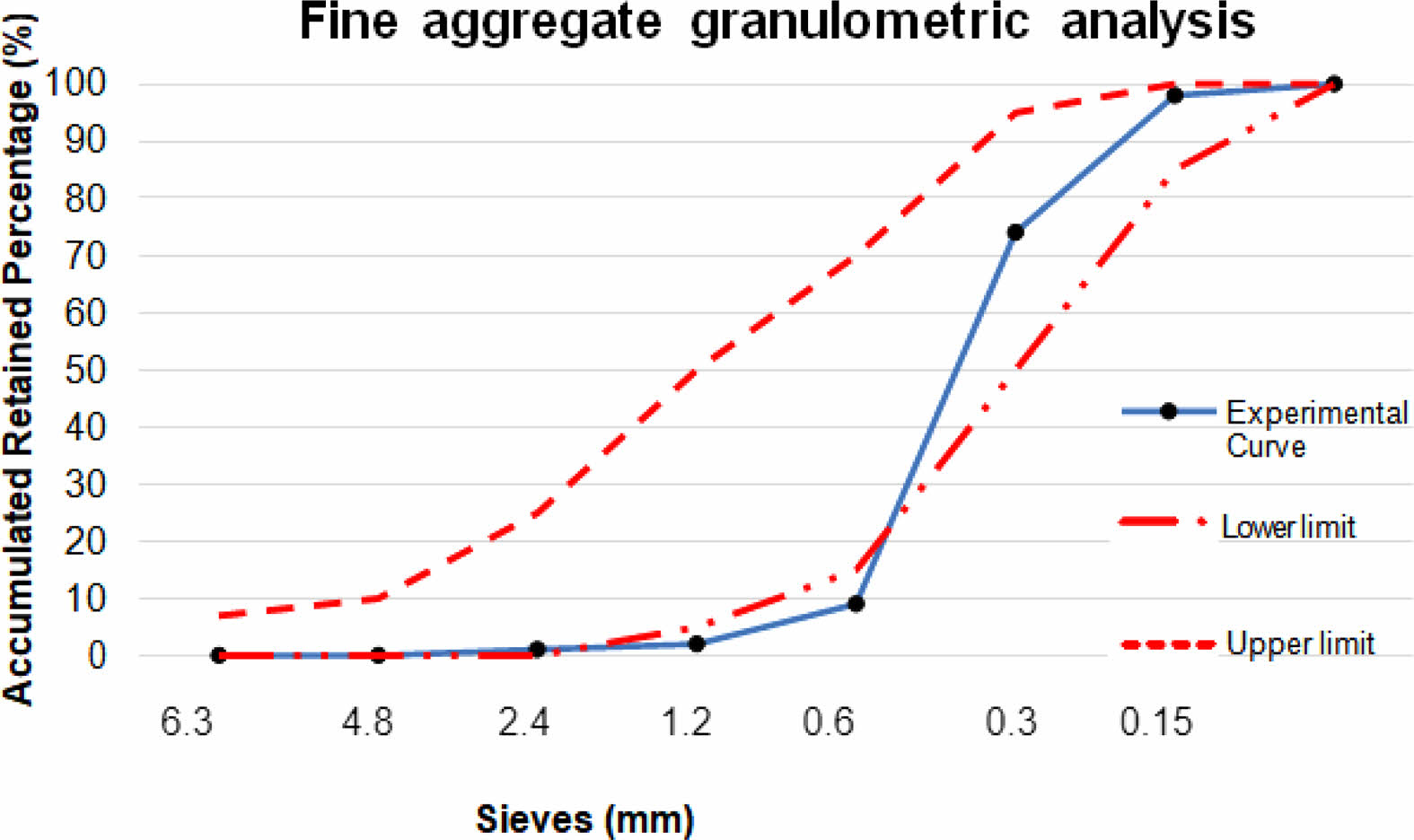
For the development of the research, tests were carried out to characterize the aggregates that make up the mortar. The first material characterized was sand, the granulometry test are performed and the granulometric curve in Fig. 1.
The tests for determining the specific mass, apparent specific mass of the dry aggregate and specific mass of the saturated aggregate dry surface are conducted. Based on the results of the physical characterization of the sand, it is seen that it is an aggregate with medium granulometry with characteristics that help in the formation of self-compacting mortars.
Sugar cane bagasse ash
The characterization of SBA was carried out by [13-14, 30].
Chemical additive
The additive used in the research was Basf’s Glenium 51, which, according to the manufacturer, is indicated for the manufacture of concrete in which high fluidity and low w/w factor are required.
Cement
The cement applied in the research was the CP V ARI (Portland cement with about 5%wt. of limestone), it is characterized by being of high initial resistance. And it is a cement whose production process uses high manufacturing technology and inputs within the necessary quality standards. CP V ARI has in its composition: calcium, aluminum and iron silicates; calcium sulfate and carbonate filler and its specific mass is 3.12 g/cm³.
Mineral addition
The silica fume to be used in this study can be applied in different situations such as: large structures, building structures, maritime works, hydraulic works, repairs in concrete works, industrial parts, mechanical parts, precast, grouts, mortars, among others. use according to company information. It helps to improve the fresh and hardened properties of mortars and concrete, according to information provided by [31].
Its main characteristics are: low permeability, greater mechanical resistance, greater paste/aggregate adhesion, high resistance to aggressive environments, increases cohesion, decreases exudation and better performance against abrasion and erosion [31]. Active silica has a specific mass of 2.20 kg/dm³. These characteristics are desired in this research to obtain self-compacting mortars with mechanical properties and durability that meet the minimum specifications of the standards (ABNT NBR) and consequently generate quality CAAs.
Composition test between fine aggregate and SBA
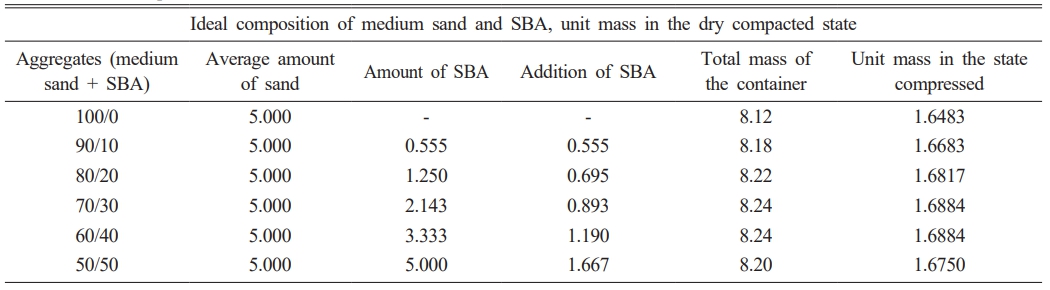
The test procedure consists of mixing medium sand with SBA, adding ash every 10% by mass, until the amount of both materials is equal. For each addition, the same procedure used to determine the unit mass is performed, seeking to identify the ideal composition between the materials. The results obtained with the test are shown in Table 1.
Based on the results, the percentage of 40% of SBA and 60% of medium sand can be defined as the best ideal composition among the aggregates, since it presented the highest unitary mass, the highest consumption of ash and the lowest volume of voids. Therefore, the application of this proportion in mortars helps in the formation of properties in the fresh state and in the hardened state.
Mortar Tests
Fresh state properties of mortars with SBA
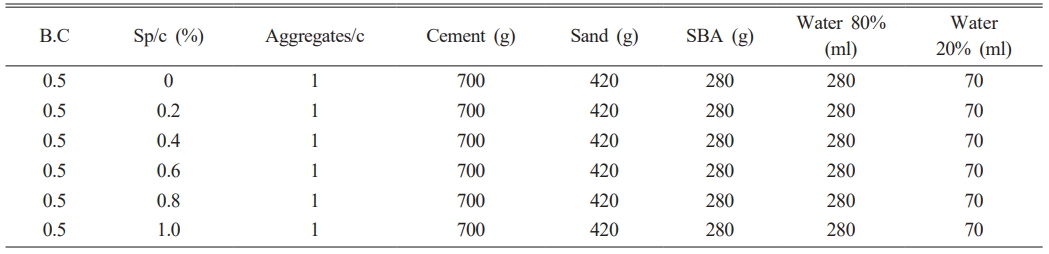
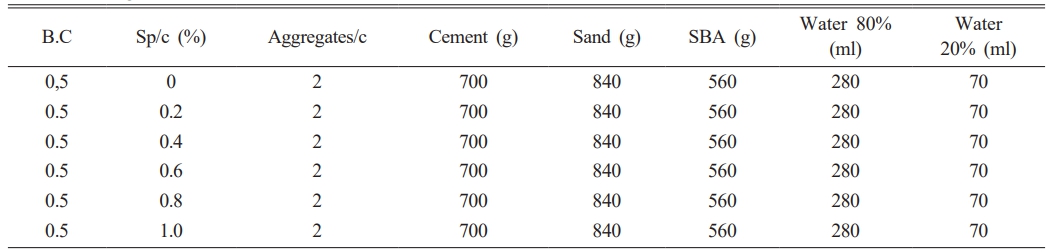
The ideal composition test among the aggregates showed that the best ash percentage is 40% of the fine aggregate volume for application in mortars. Based on this result, mortar tests were carried out seeking to identify self-compacting characteristics in the same without the addition of silica fume. First, a test was carried out with a ratio of cement and aggregates (SBA and medium sand) of 1:1 by mass. The amount of material used in the mortars developed in this relation are shown in Table 2. The results obtained are shown in Table 3.
Based on the results, only one of the mortars demonstrated a relative self-compacting behavior, the one with 0.2% that fitted the limits of [29] for the Gm index. However, the 1:1 ratio is a mixture rich in cement, so its use is not recommended.
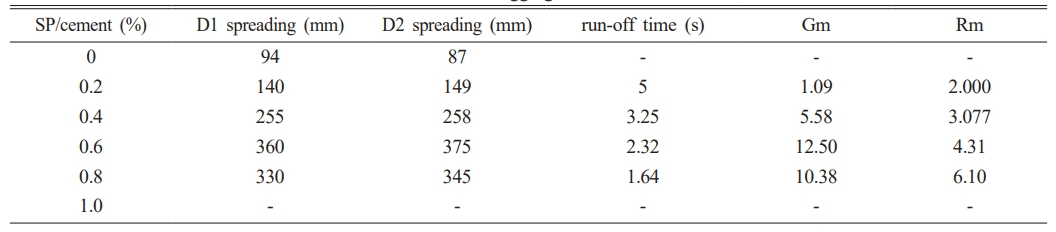
Another point that can be highlighted is that with the use of 0.6% of chemical additive, it presented segregation and exudation. In this way, it was not necessary to carry out the tests for the other percentages of superplasticizer addition, since the presence of exudation and segregation demonstrates that there was an additive saturation. Next, the test was carried out with the 1:2 ratio, whose dosage is shown in Table 4 and the results are shown in Table 5.
Analyzing the results, it is possible to identify two mortars that presented good values for the Gm and Rm indices, the mortars with 0.2% and 0.4% of superplasticizer, respectively. In the mortar with 0.2% additive for the Rm index, the value 2 was identified, obeying the limits proposed by [29], only for this index. As for Gm, the mortar with 0.4% of chemical additive presented a value of 5.58, being within the limits proposed by [28] and [29], only for this index .
It can be seen that the mortars with 0.4% and 0.6% of superplasticizer demonstrate self-compacting characteristics, since they were able to flow in the mini funnel V, presented good spreading, carrying the aggregates present in their composition and not the presence of segregation was observed as it occurs in the mortar with 0.8% of additive.
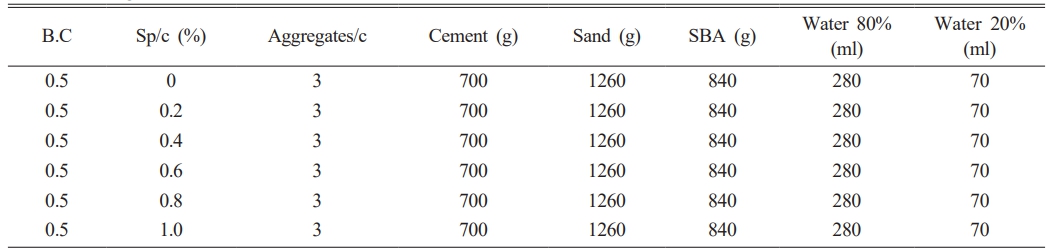
And finally, the test was carried out with a cement and sand ratio of 1:3. Table 6 shows the dosage of mortars and Table 7 shows the results.
The results obtained revealed that the mortar with this ratio cannot be considered self-compacting, as it has more aggregate than the 1:2 ratio and these directly influence the ability to flow. In the 1:2 ratio, 1400 grams of medium sand and SBA were used together, in the 1:3 ratio, 2100 grams were applied for the same amount of cement (700 grams).
Because it is a trait rich in aggregates, flow and fluidity abilities are not observed in it. Based on the results, it can be stated that the mortar that presented self-compacting behavior is the 1:2 mix with 0.4% superplasticizer, as it visually demonstrated characteristics that indicate self-compacting and met the Gm index for both proposed limits.
Fresh properties of mortars with silica fume without SBA
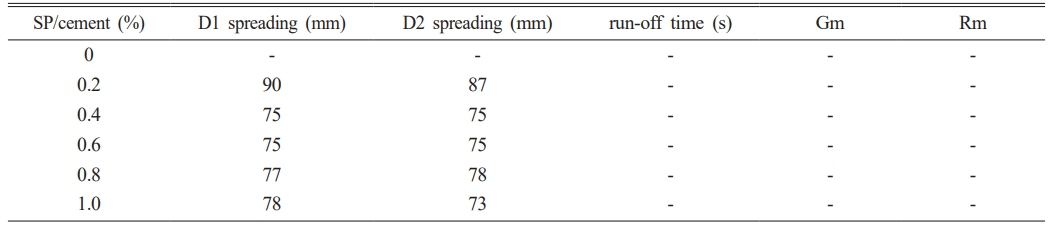
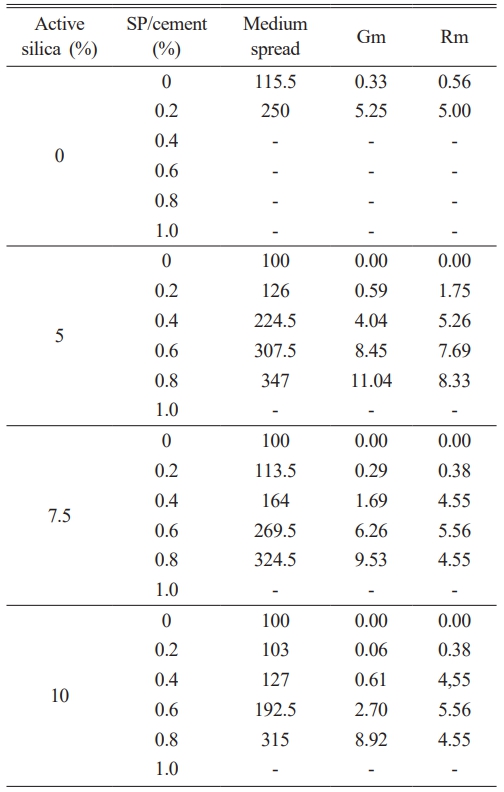
To carry out these tests, mortars were first made with silica fume without the presence of SBA, changing the amount of superplasticizer and identifying its behavior regarding the indices of Gm and Rm. Carrying out the additions of silica fume according to the amount of cement used. The results obtained for these traits are shown in Table 8.
Based on the results, mortars with 0.2% and 0.4% of chemical additive obtained good results for the Gm and Rm indices, presenting results within the parameters proposed by [28] and [29]. However, when performing a visual analysis of the mortars produced, it is possible to identify those with self-compacting characteristics.
From the results, It is identified that the mortar with 0.4% chemical additive has significant values for both indices, meeting the limits used. that were able to consolidate.
Analyzing the mortars, we can select the one that used the percentage 0.6 of chemical additive, as it showed the ability to flow and thicken without segregation and exudation. The mortar with 0.8% of additive showed exudation.
Mortars with silica fume and SBA
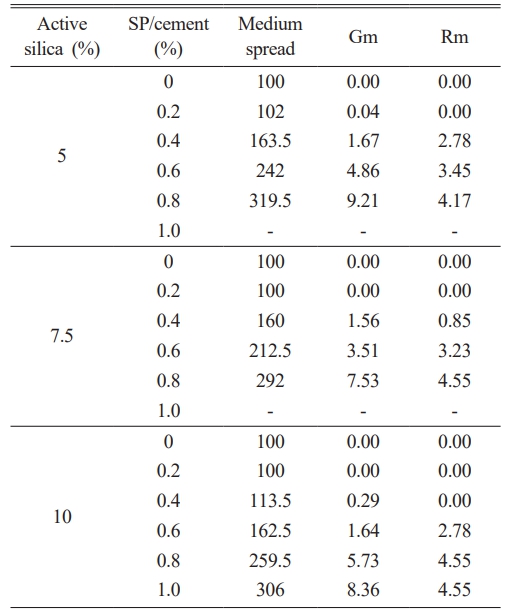
In sequence, traces of mortars with SBA and silica fume were elaborated. The first mix had an addition of 5% of silica fume, the next with 7.5% and the last mix made with 10% whose results in the fresh state are shown in Table 9. Noting that in the dosages 40% of SBA and 60% sand for aggregate mass.
From the results, It is identified that the mortar with 0.6% superplasticizer additive that meets the limits for the Gm index, however, it is necessary to carry out a visual analysis to identify other mortars that demonstrate characteristics that indicate self-compacting.
Finally, tests were carried out with mortar with 10% silica fume and SBA. From the results, It is identified that the mortar with 0.6% as being self-compacting, since it met the limits proposed for the Gm index by [28, 29]. Analysing the mortars with 10% silica fume and SBA in their composition, with the aim of visually identifying which ones show the best self-compacting performance.
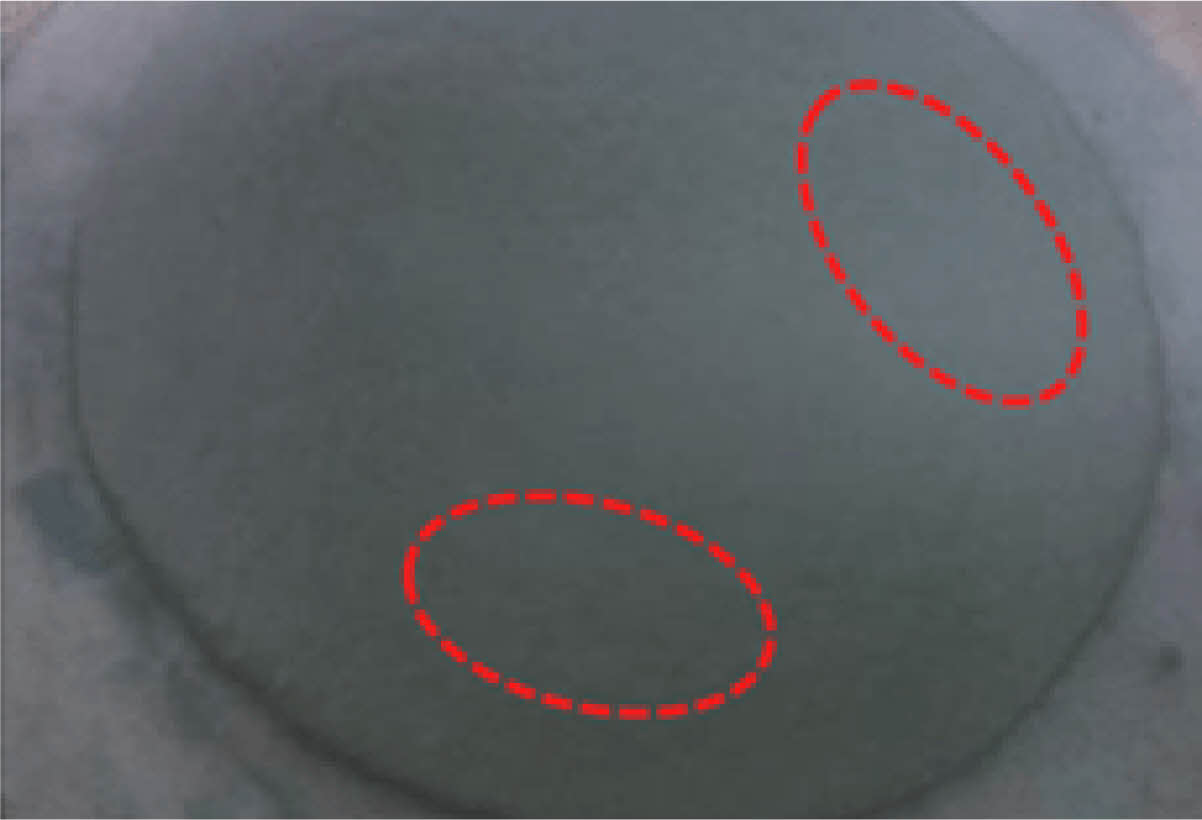
Through the two analyzes carried out, mortars with 0.6% and 0.8% of chemical additive were selected. Mortar with 0.6% presented a Gm index within the limits proposed by [28, 29]. The mortar with 0.8% chemical additive did not exhibit exudation and/or segregation and was able to thicken. On the other hand, the mortar with 1.0% of superplasticizer additive showed points of exudation, so it cannot be considered as self-compacting, Fig. 2 demonstrates the exudation present in it.
Identification of the behavior of mortars with additions of silica fume
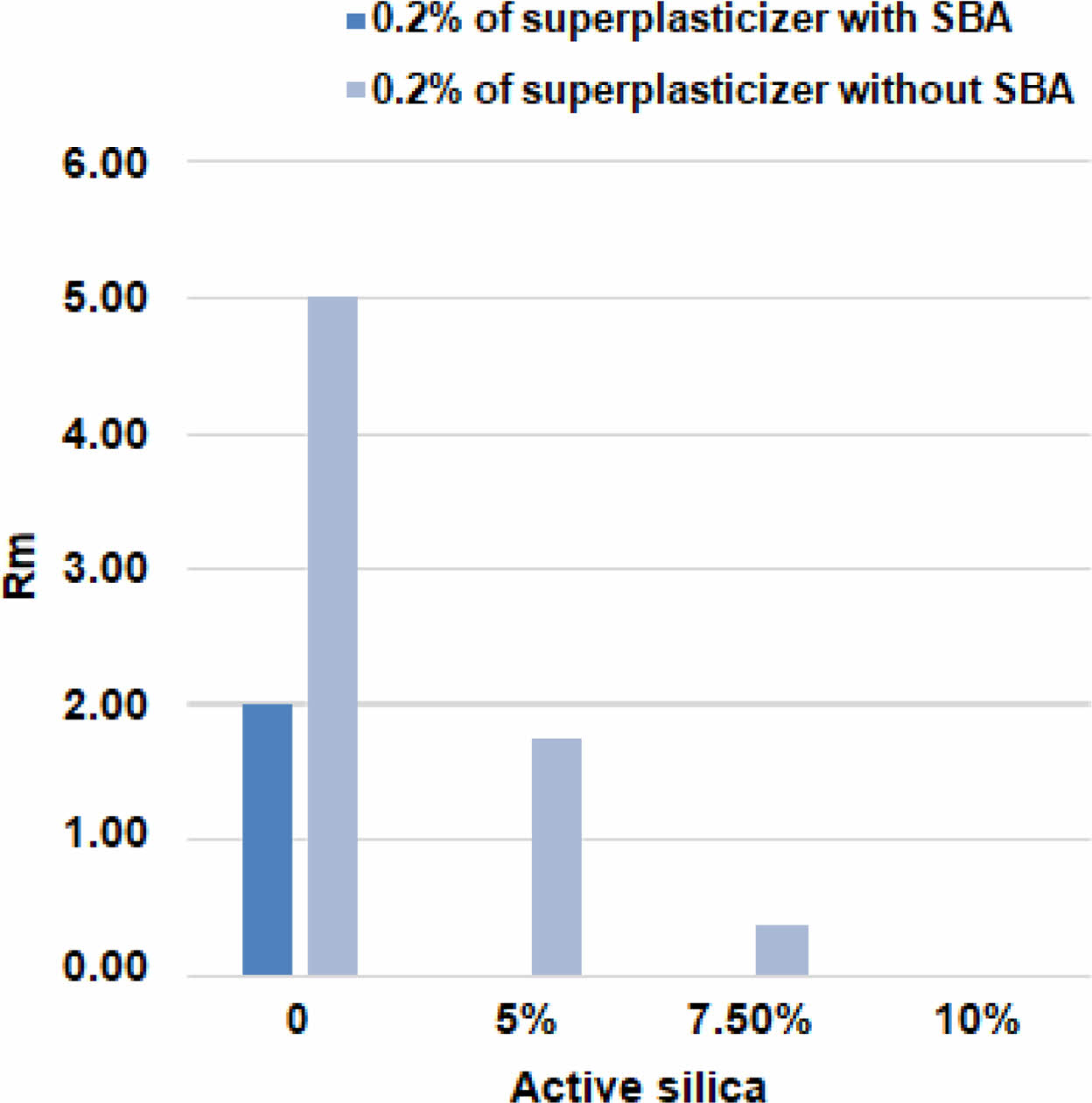
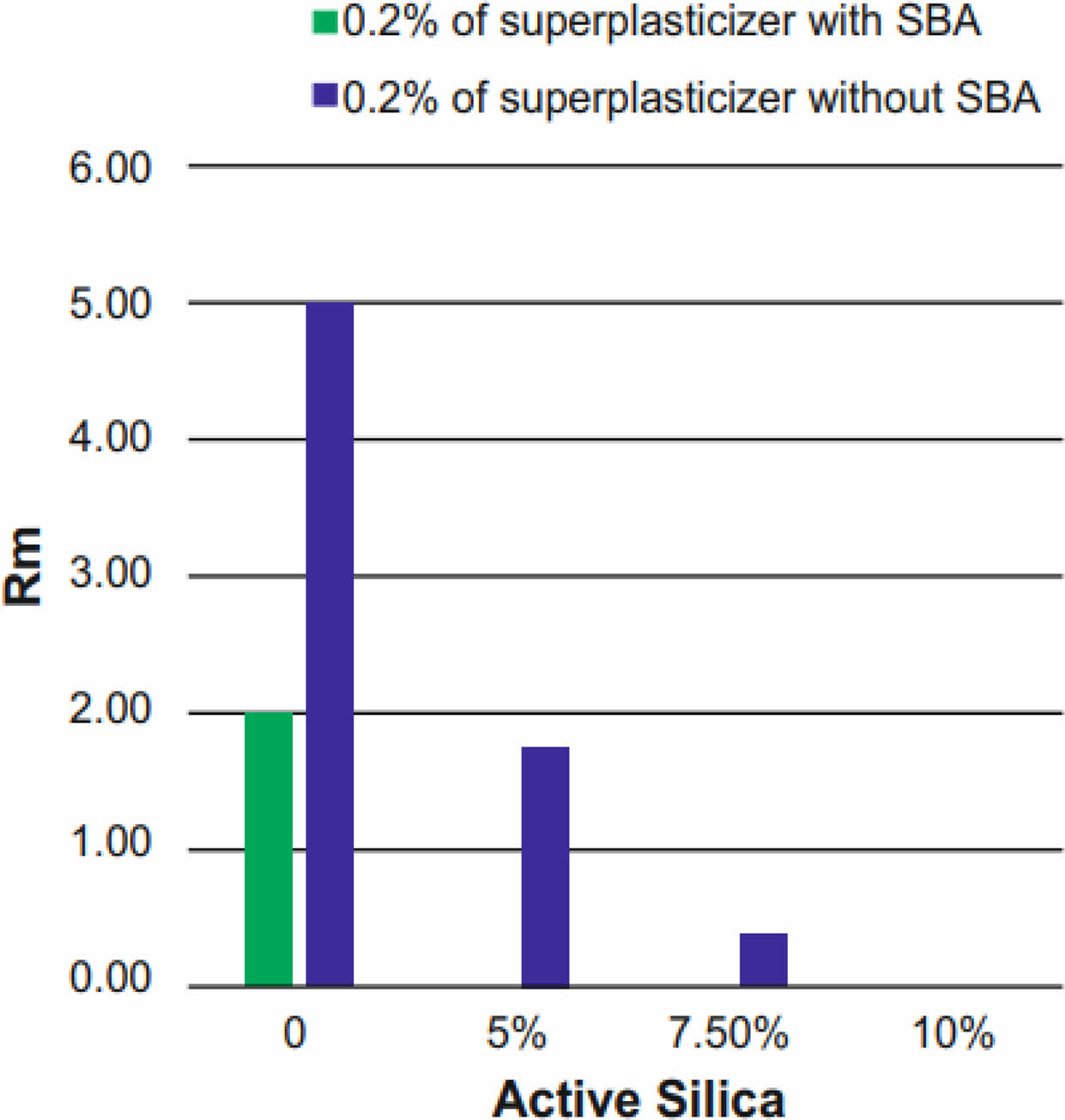
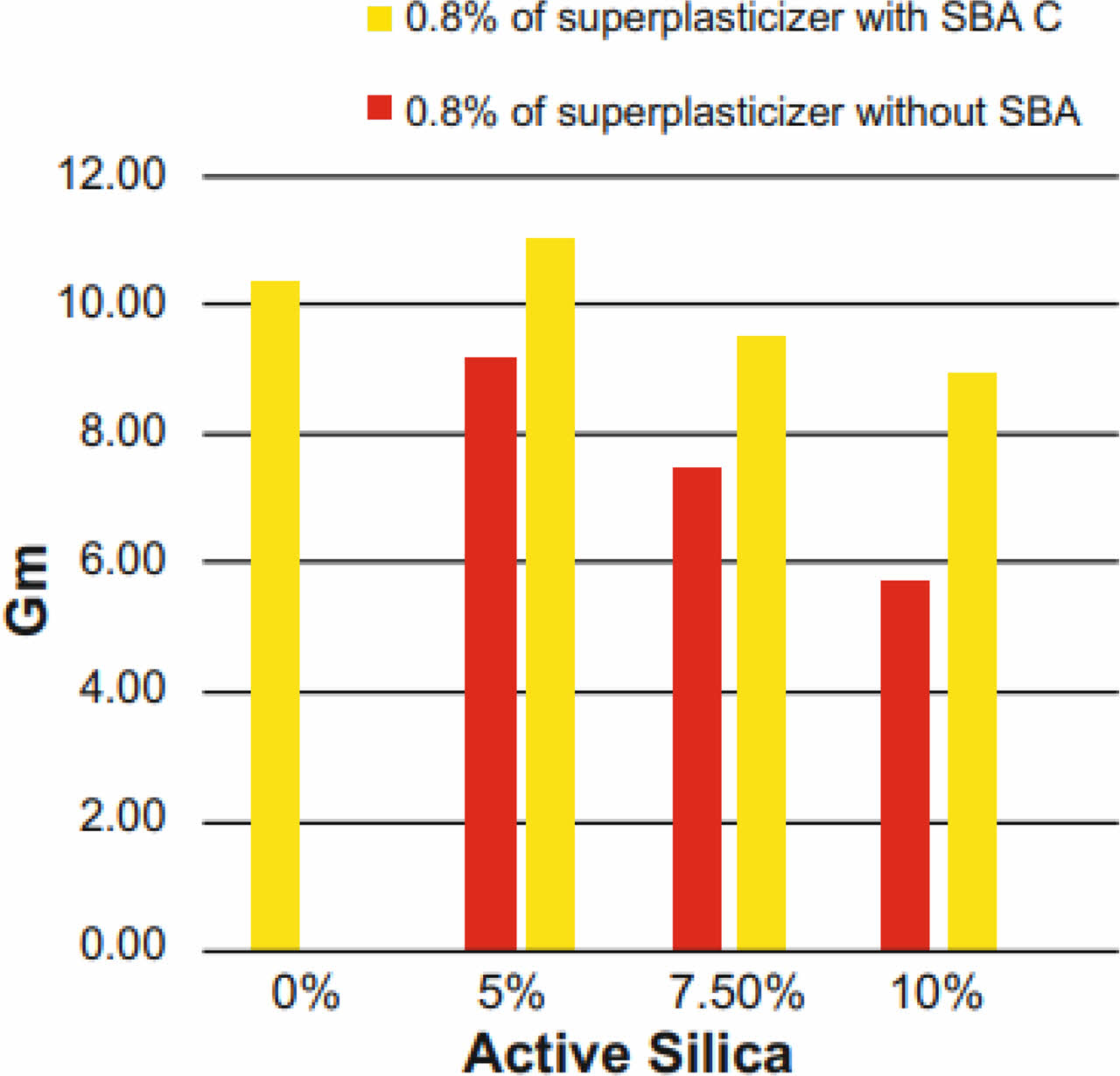
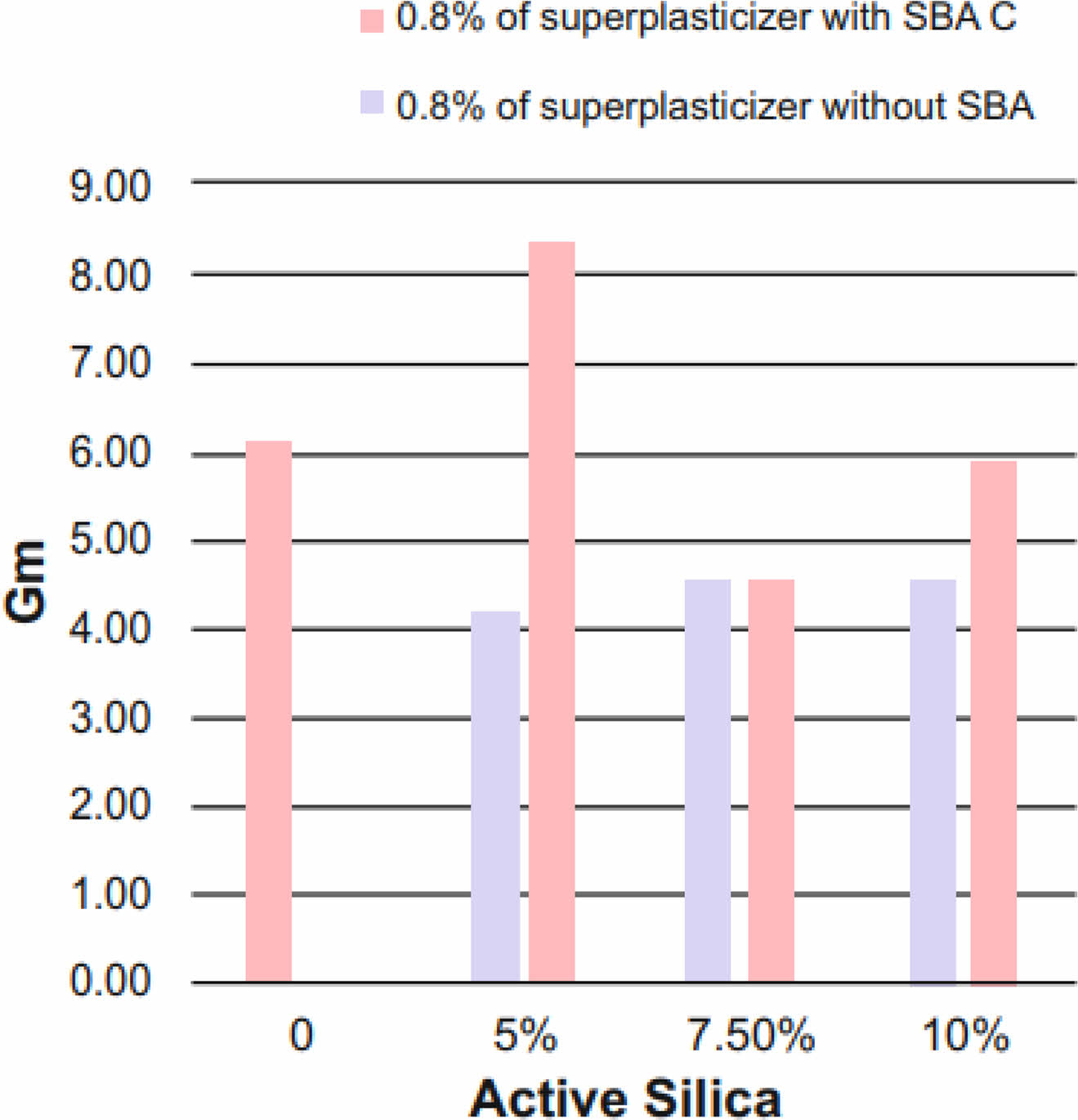
Another analysis carried out is the comparison of the behavior of the Gm and Rm index for each percentage of superplasticizer when the composition has or does not have SBA and with additions of silica fume. Fig. 3 demonstrates the behavior of Gm for mortars with 0.2% of chemical additive and additions of silica fume, comparing mortars with and without SBA. Fig. 4 shows the behavior of Rm for the same conditions described above.
Analyzing Figs. 3 and 4, it is possible to identify that with the addition of silica fume, viscosity is increased and mortar spreading is reduced. In sequence, Figs. 5 and 6 were prepared for 0.4% of chemical additive for both indices.
Figs. 5 and 6 demonstrate the behavior of mortars with increases in silica fume. The addition of silica fume influenced the increase in viscosity and the reduction in the fluidity of the mortars, making it possible to produce self-compacting mortars. Figs. 7 and 8 indicate the behavior of mortars with 0.6% chemical additive for the Gm and Rm indices.
Figs. 7 and 8 show that some of the mortars developed with 0.6% of chemical additive presented self-compacting behavior, however, with the increase in the concentration of silica fume, viscosity is gained and it is lost in spreading, therefore, it helps in the occurrence of this phenomenon. Figs. 9 and 10 demonstrate the behavior of mortars with 0.8% superplasticizer.
Figs. 9 and 10 demonstrate that self-compacting mortar was obtained for the percentage of 10% silica fume, however, with the use of a greater amount of superplasticizer additive. In this way, it can be stated that the use of silica fume in mortars helps in viscosity gains, but to obtain a greater spreading it is necessary to use a higher percentage of additive.
The mortars chosen based on the visual analysis and which met the limits used without SBA were: those with 5% silica fume with 0.4% and 0.6% chemical additive; 7.5% silica fume with 0.4% and 0.6% additive; 10% silica fume with 0.6% and 0.8% superplasticizer. Mortars with SBA that were selected through visual analysis and limits: 0% silica fume with 0.4% and 0.6% chemical additive; 5% silica with 0.4% and 0.6% additive; 7.5% silica fume with 0.4% and 0.6% superplasticizer; and 10% silica fume with 0.6% and 0.8% additive.
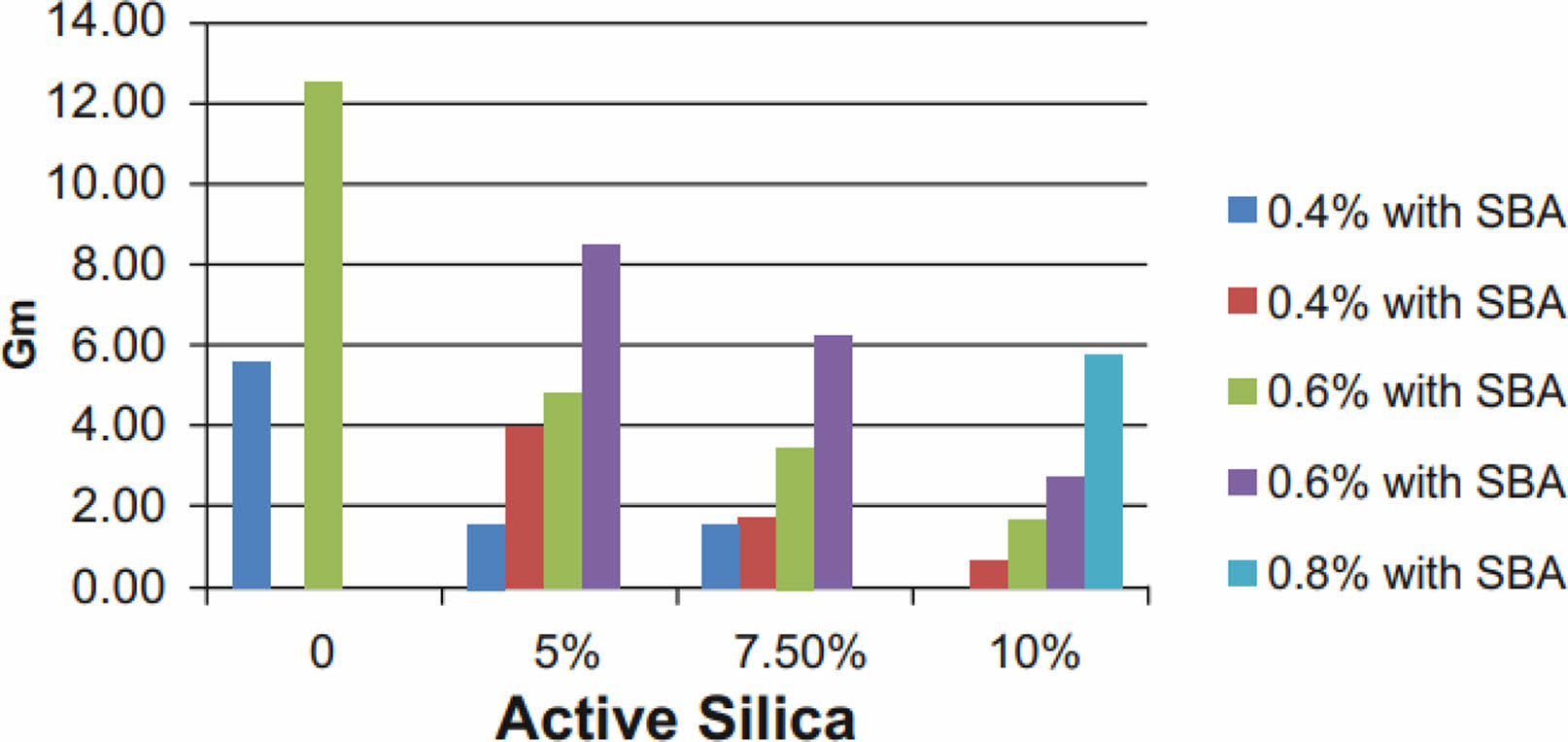
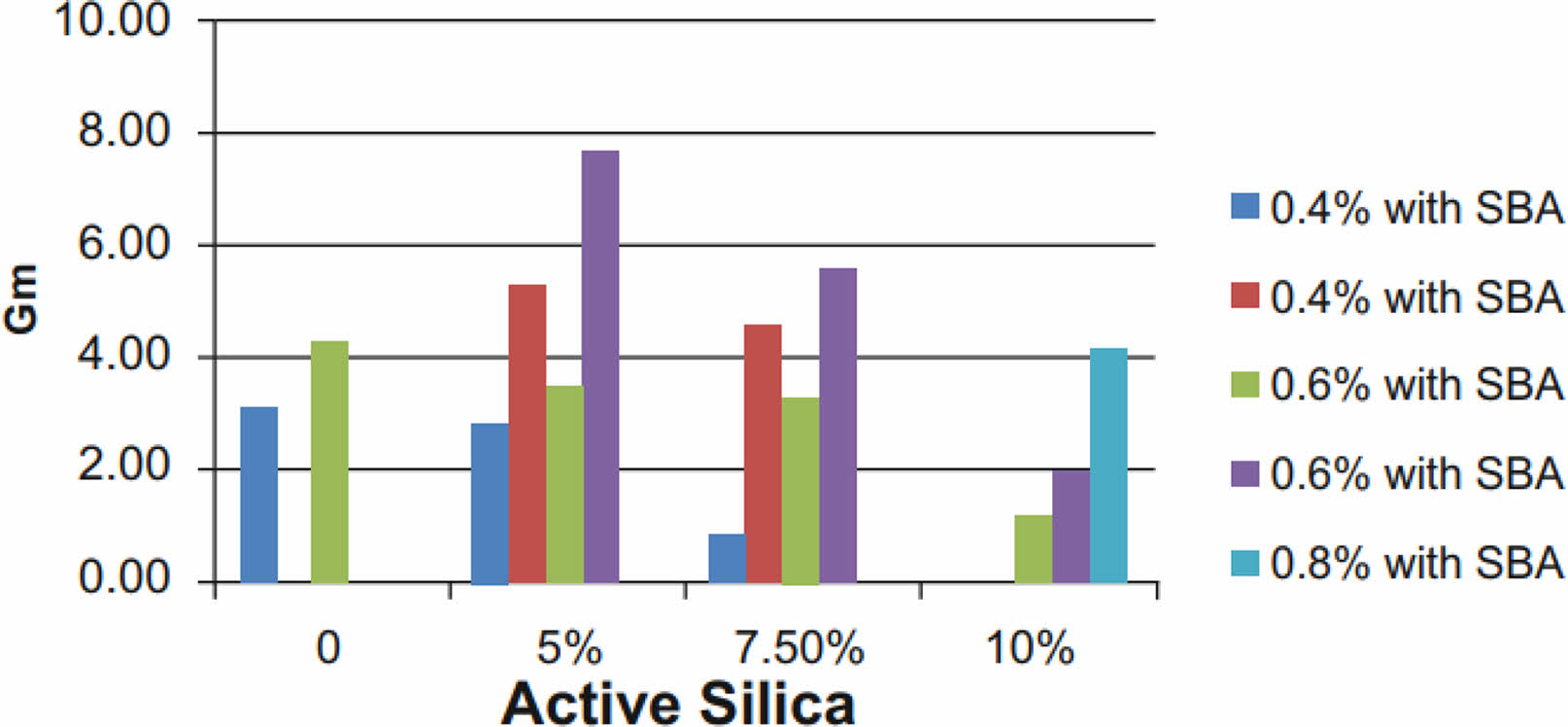
Thus, another analysis carried out aimed to identify the behavior of the mortars chosen as self-compacting when compared to each other. Figs. 11 and 12 demonstrate their behavior for the Gm and Rm indices with and without SBA.
With the performance of the analyzes it can be verified that not all mortars met the limits for the Gm and Rm indices presented by [28, 29], so much so that the results present in the Figs. 11 and 12 show mortars that did not meet these limits, or met only one of the indexes. Despite not meeting all the limits, these mortars were able to thicken without showing segregation and exudation.
Study of the mechanical properties of self-adhesive mortars
Mechanical properties of compressive strength
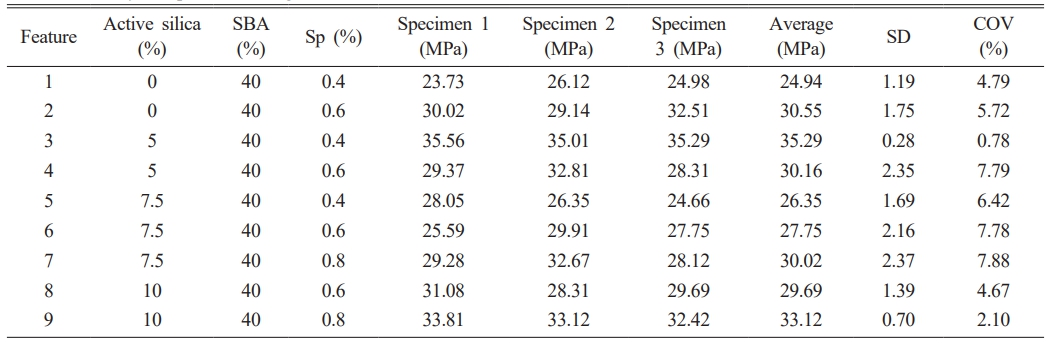
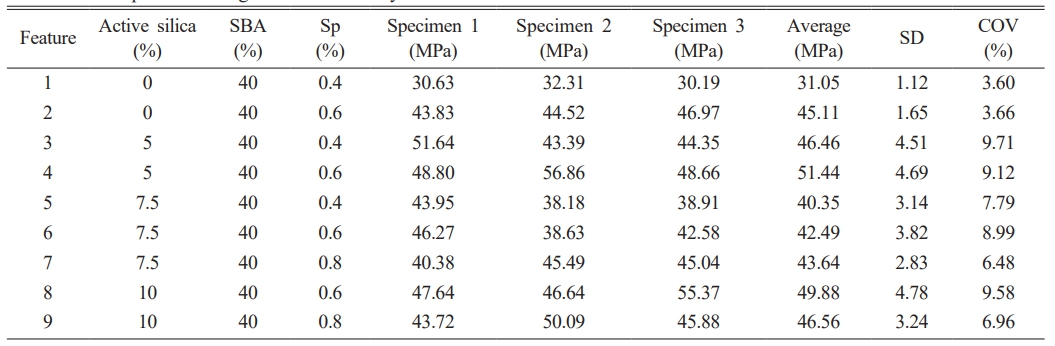
In order to study the mechanical properties of compression of mortars, firstly, their behavior will be identified in terms of their different ages for each percentage of silica fume. 3 specimens were prepared for each dosed trait and for each age. Tables 10 and 11 indicate the results obtained for the traits without SBA.
Tables 12 and 13 demonstrate the results obtained for the traces dosed with SBA.
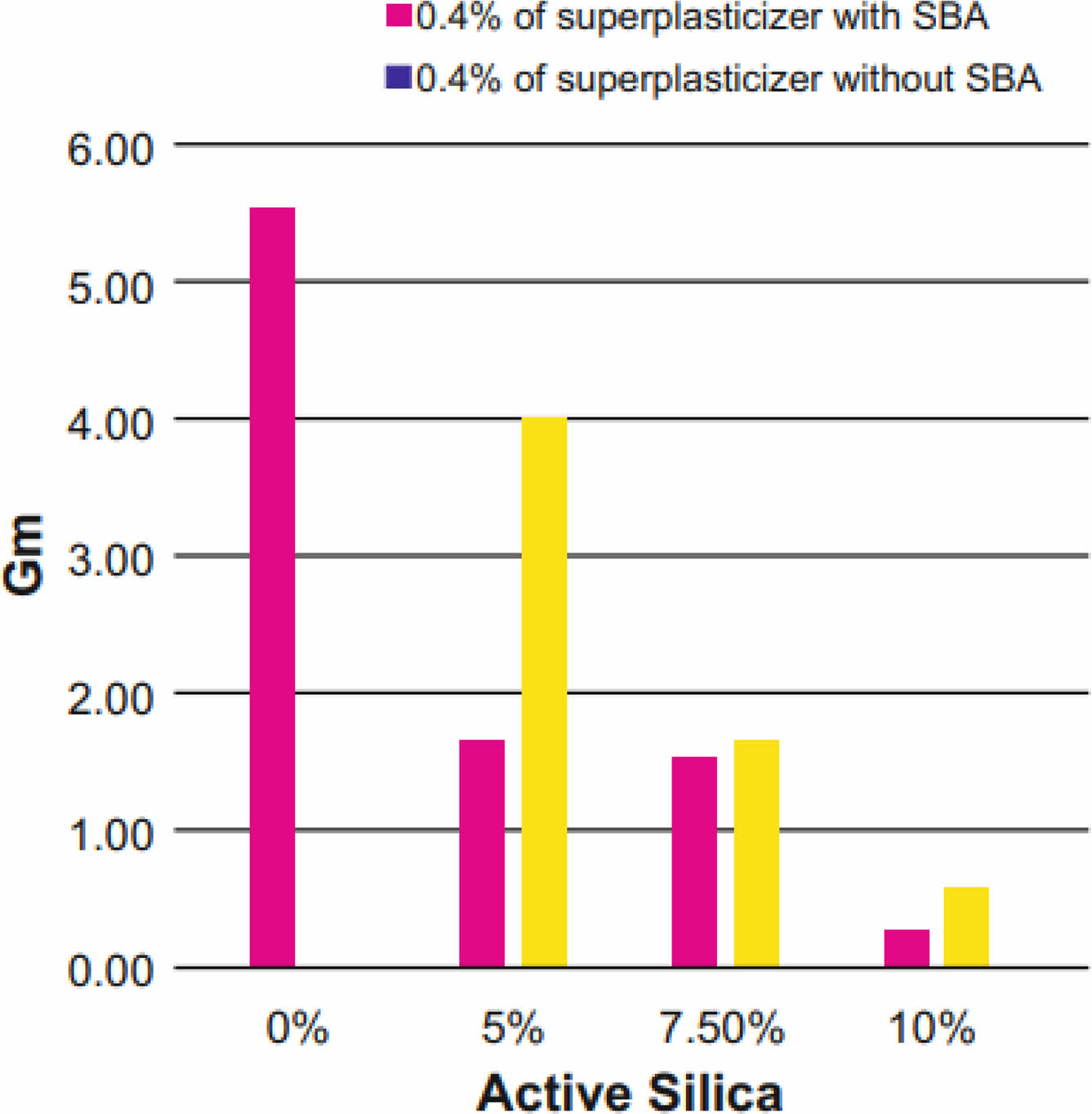
Using the results, figures were drawn up demonstrating the behavior of the mortars when compared to each other. Fig. 13 demonstrates the compressive strength of mortars with 0.4% superplasticizer additive without SBA replacing part of the fine aggregate.
Analyzing Fig. 13, it can be identified that mortars with 5% and 7.5% of silica fume showed better performance in terms of compression for a percentage of 0.4% of chemical additive.
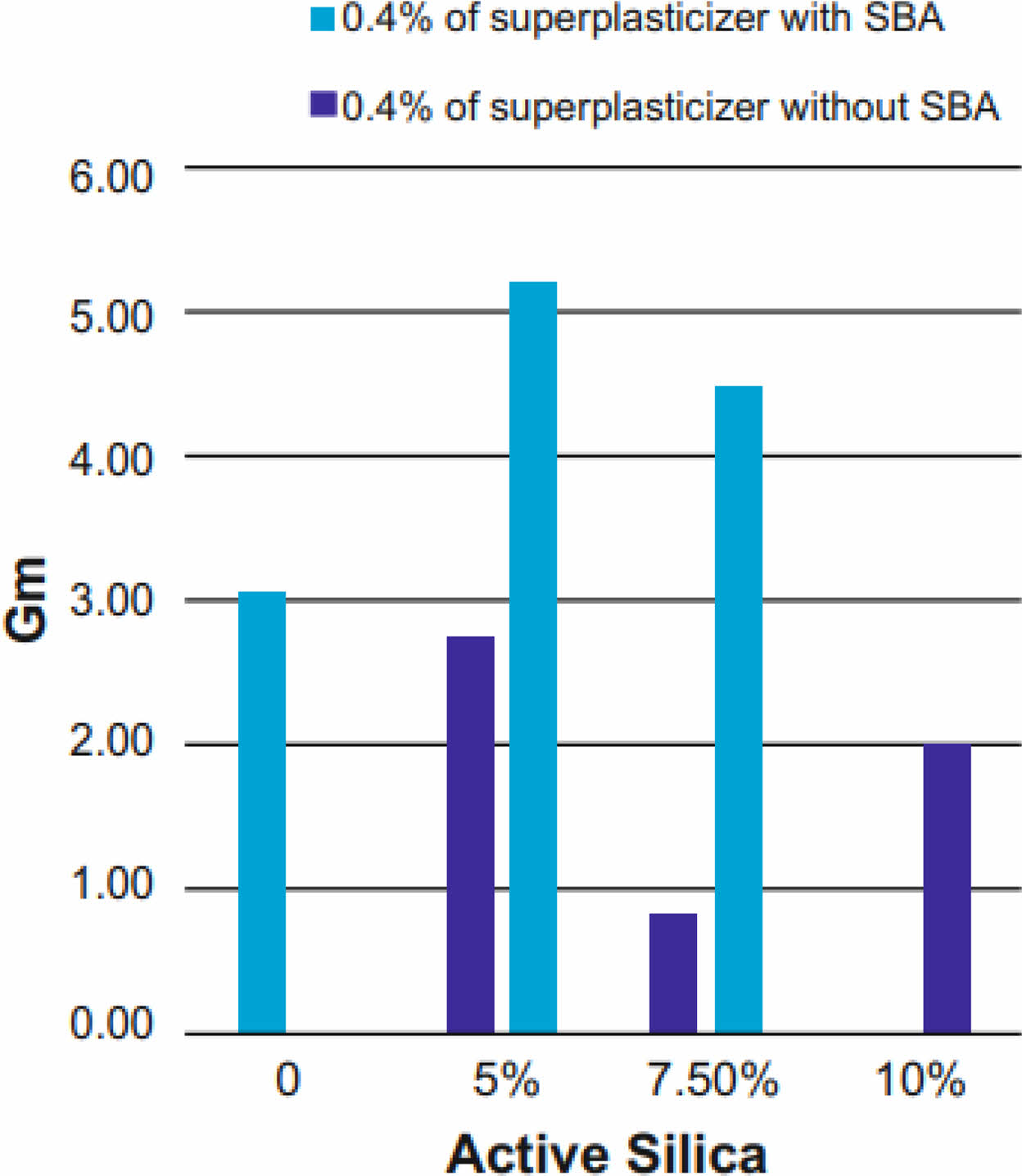
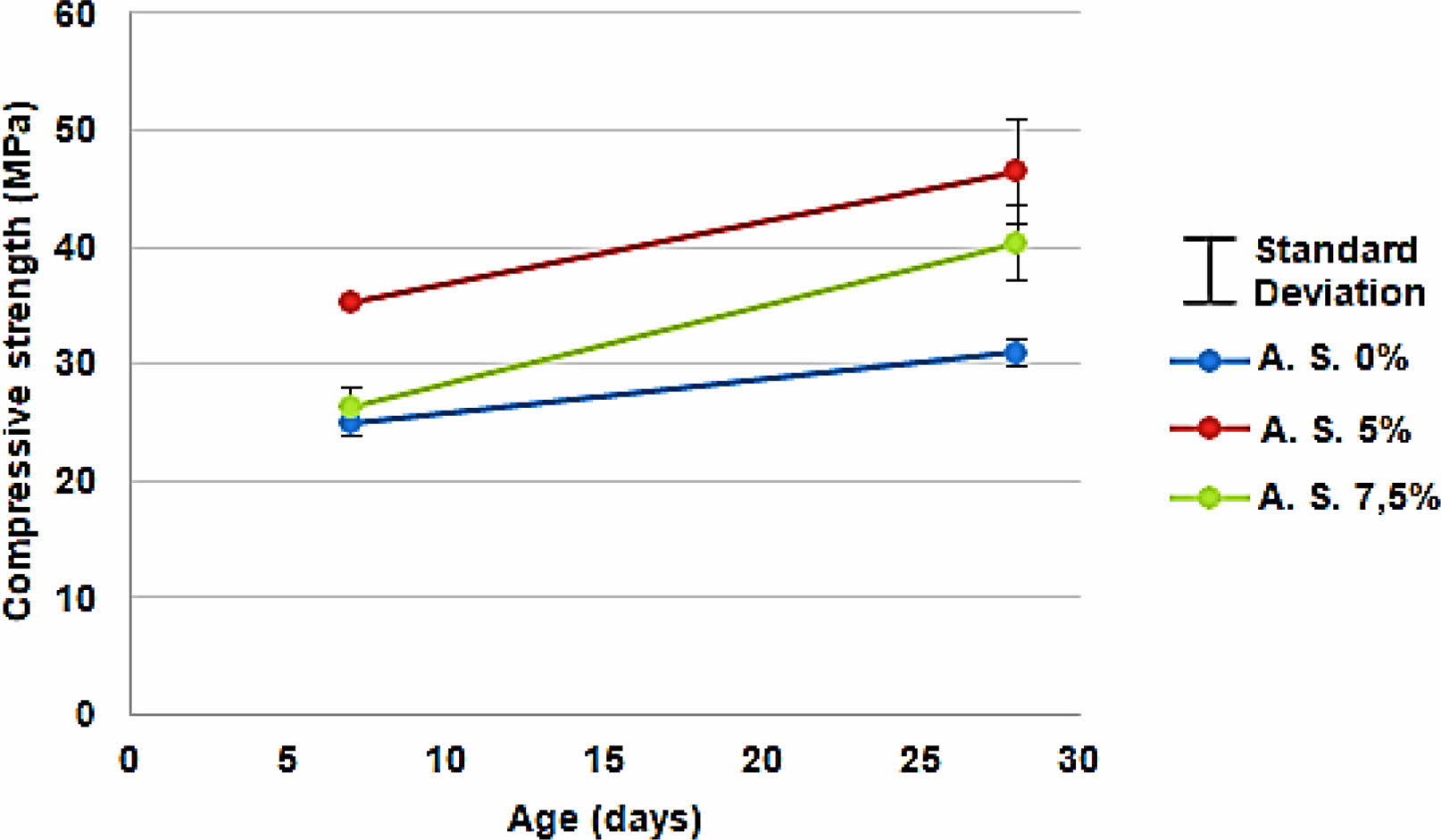
Fig. 14 demonstrates the behavior of mortars with 0.4% superplasticizer and SBA.
Fig. 14 demonstrates that with the presence of SBA, the mortar with 5% silica fume achieved better performance in terms of compressive strength for both ages. The mortar with 10% silica fume was not molded for this test, as it did not demonstrate self-compacting behavior in the fresh state tests. The mix with 0% silica fume and SBA had lower strengths, so it is possible to identify that with the addition of silica fume an improvement in mechanical strength was obtained.
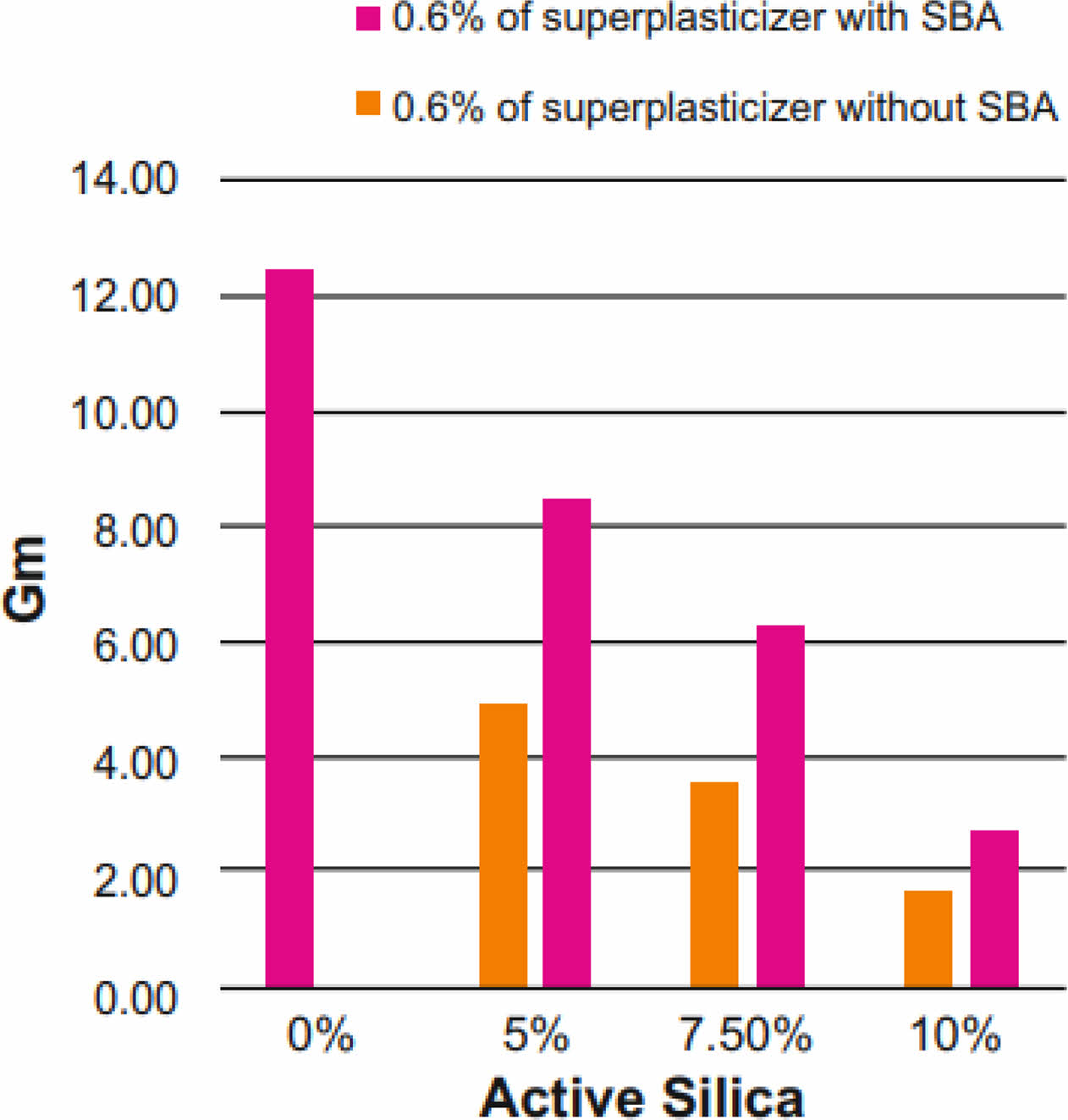
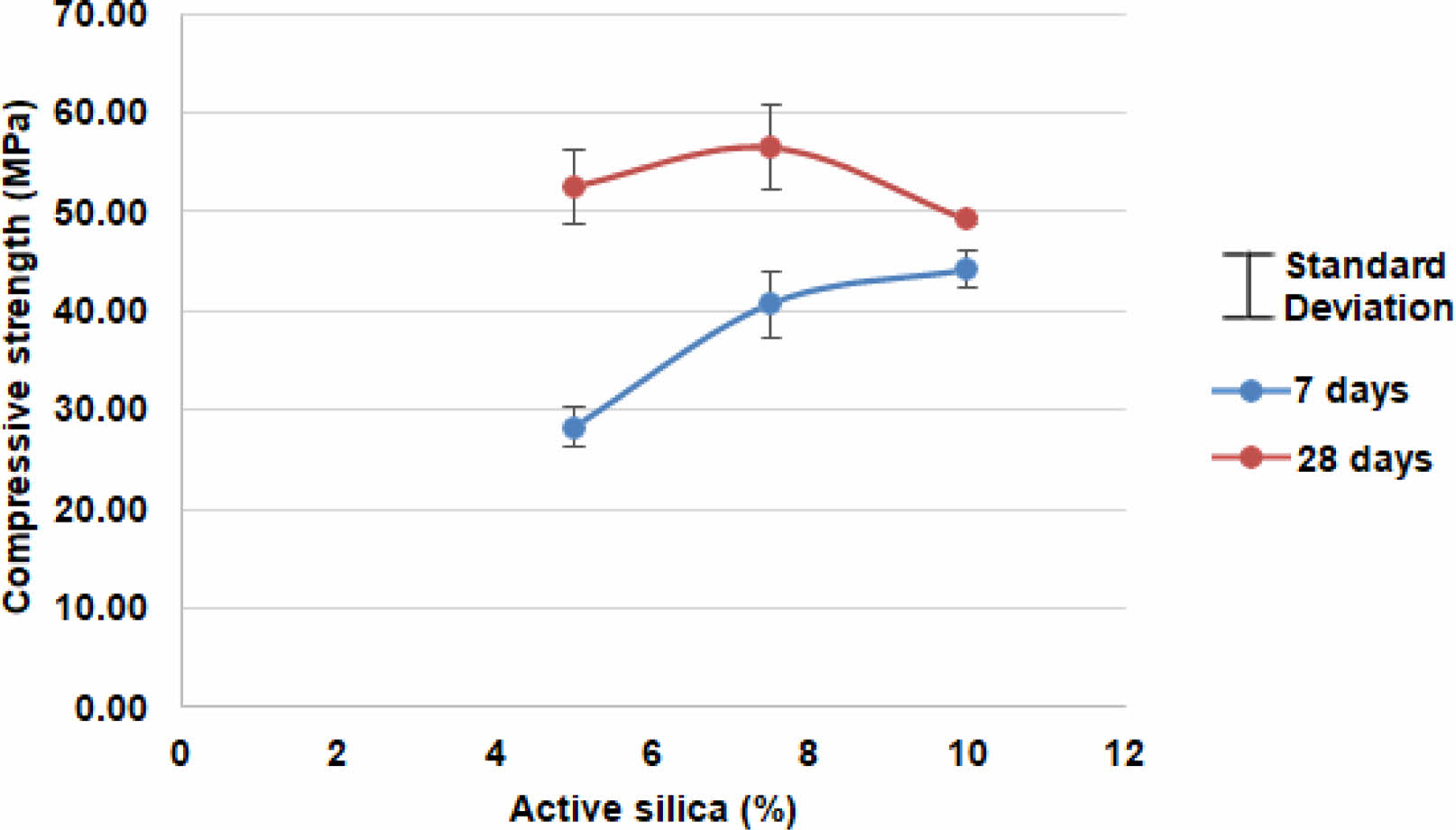
Fig. 15 demonstrates the behavior of mortars with 0.6% superplasticizer additive without SBA.
The behavior of the mortars with 0.6% of superplasticizer additive, identified in Fig. 15, demonstrated that the one with 7.5% of silica fume obtained the best performance in the 28 days.
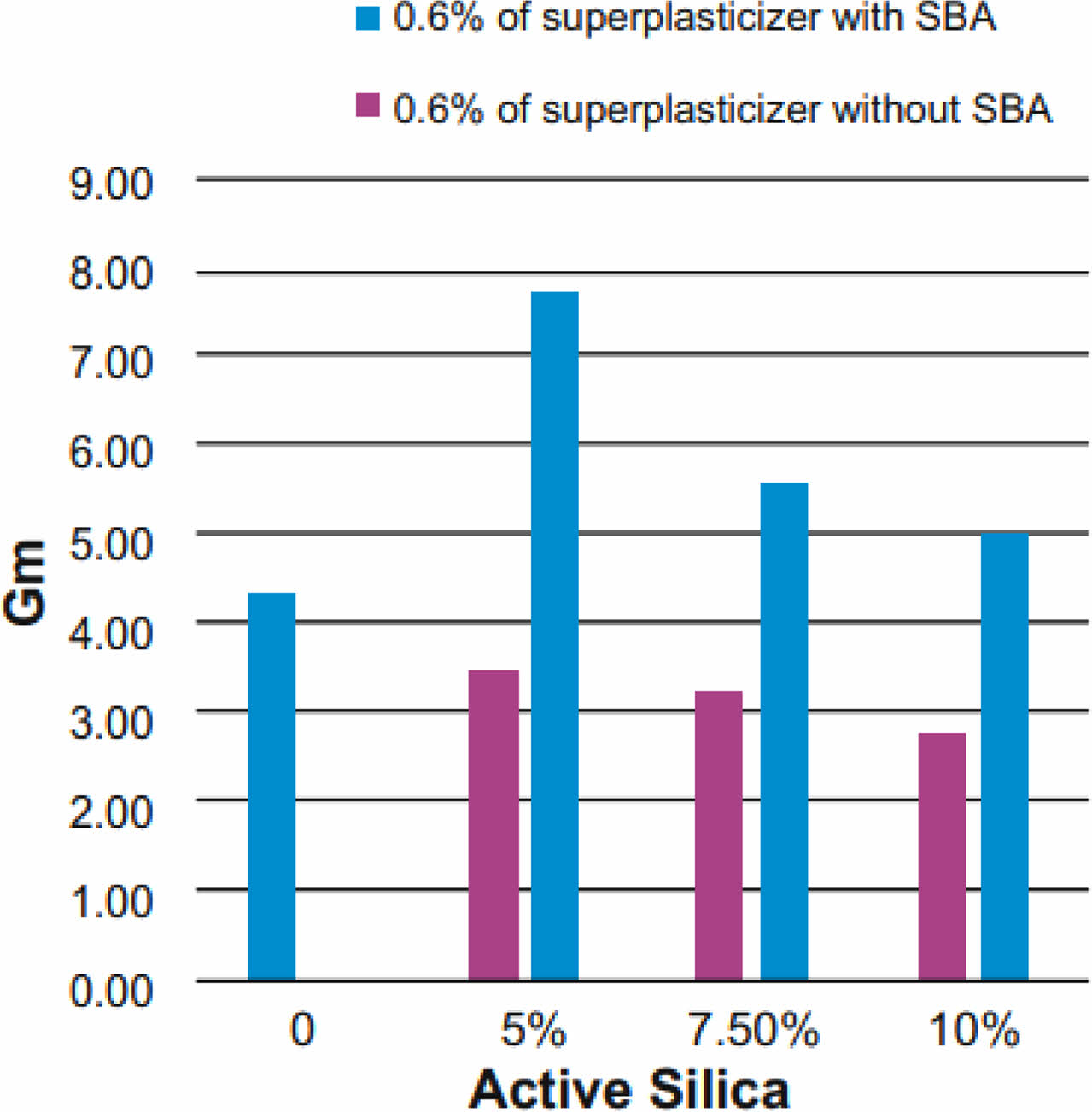
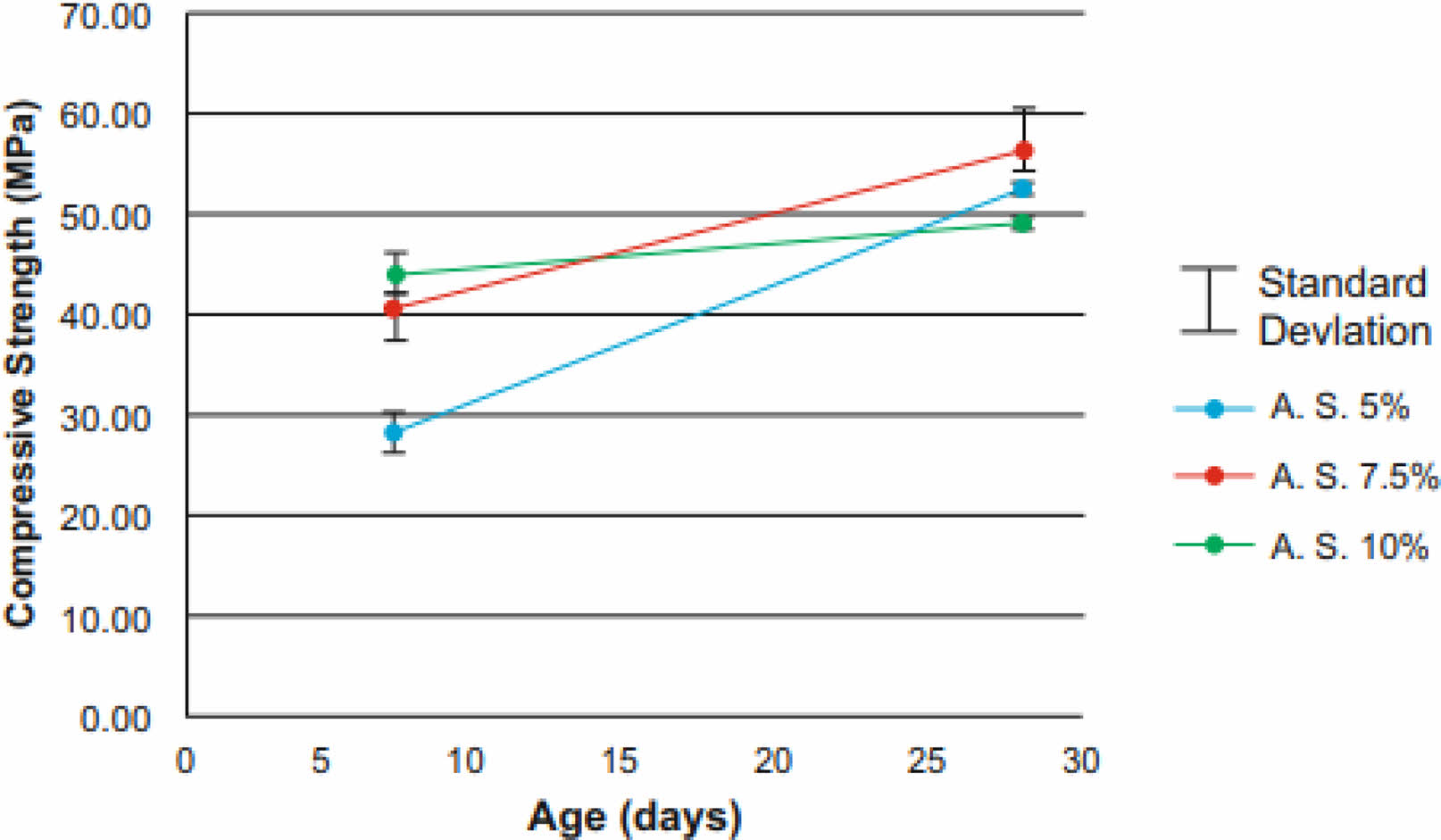
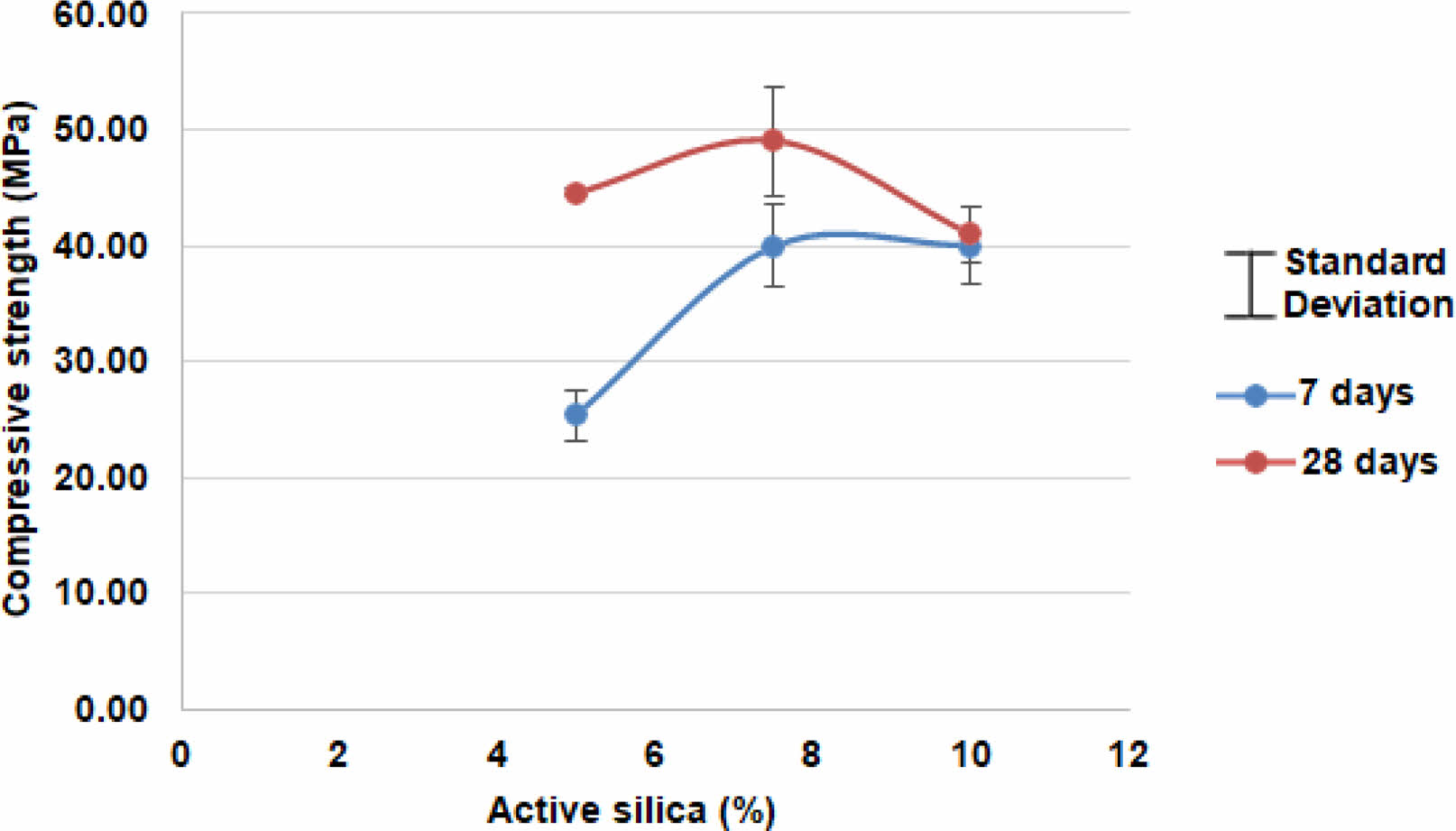
Fig. 16 demonstrates the behavior of mortars with 0.6% superplasticizer additive and SBA.
In Fig. 16, it is possible to identify that the percentage of 5% of silica fume presented better performance in both ages.
When comparing the mortars present in Figs. 13, 14, 15 and 16, it is possible to identify that the presence or absence of SBA did not influence the compressive strength of the mortars. Mortars that received additions of silica fume showed gains in mechanical strength, due to the chemical reaction and the physical effect of silica.
In Fig. 17, it can be seen that for the strengths at seven days there was an improvement in the tensile strength in compression with the addition of silica fume. The same does not occur for the 28 days.
In Fig. 18 it was identified that with the addition of 5% of silica fume there was an improvement in the performance of the mortars when compared with those without silica, however, for 7.5% of silica fume there was a drop in strength.
For the mortars with 0.4% of chemical additive it is possible to identify that with the addition of silica fume there was a decrease in the compressive strength in both situations, only for the mortar with 7 days without SBA there was an increase in resistance. As reported by [32] in their research, the addition of mineral additions provides resistance gains in small percentages, when they increase, saturation may occur, leading to a reduction in compressive strength.
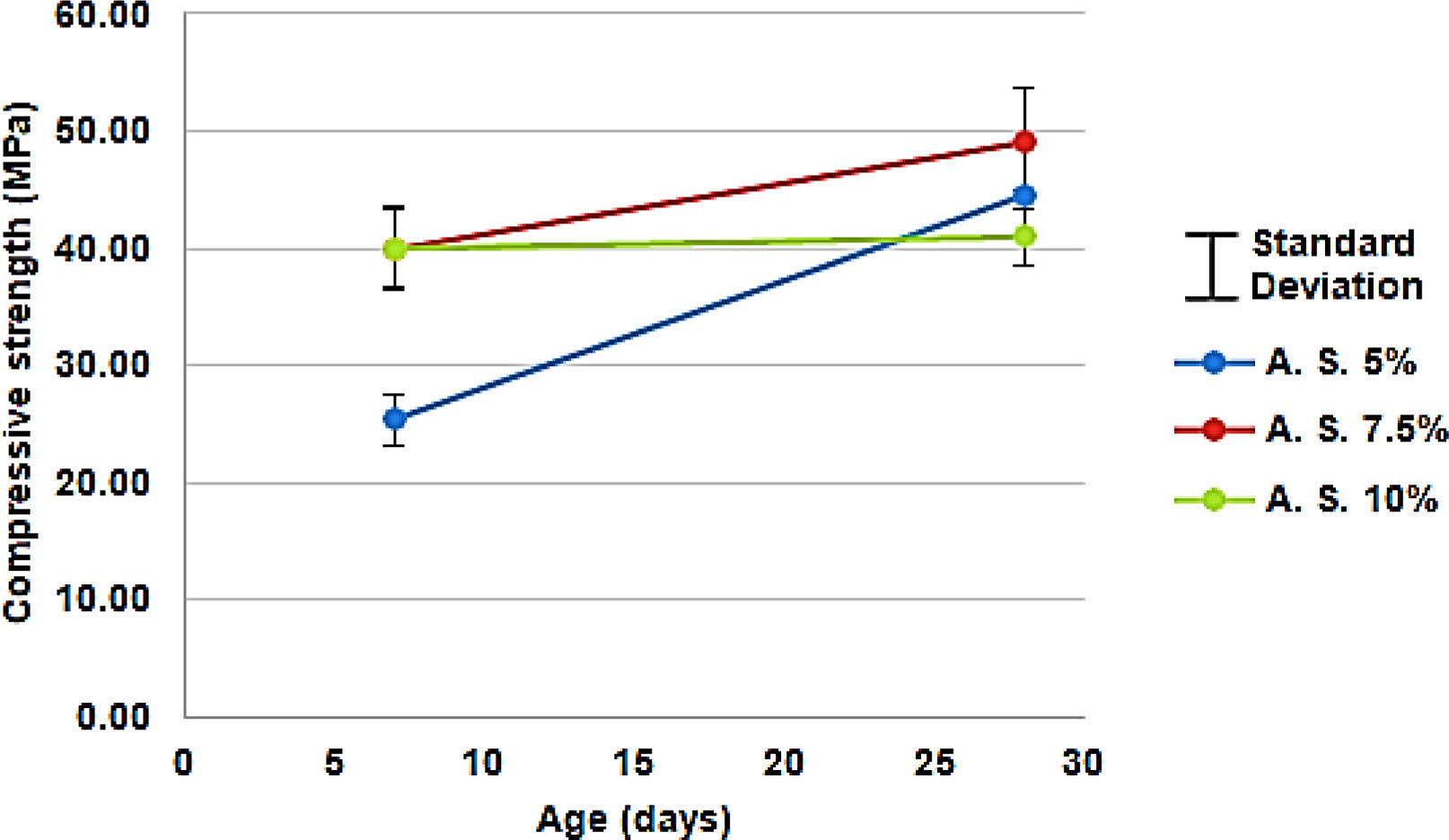
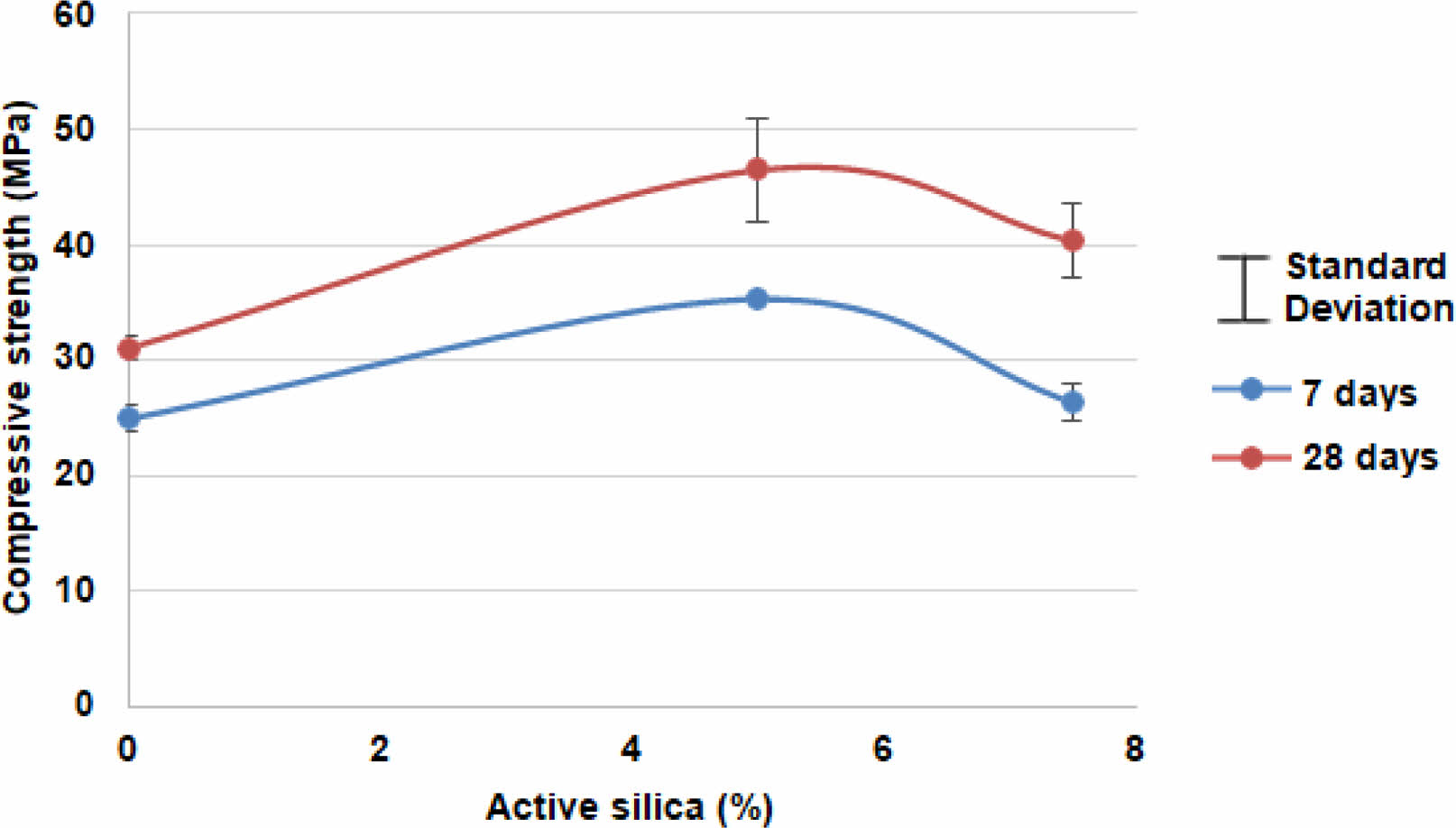
Through Fig. 19, the same phenomenon that occurred with the mortars with 0.4% additive without SBA was identified, thus, at the age of 7 days there was an improvement in the compressive strength with the addition of silica fume. For the age of 28 days there was an improvement in performance up to the addition of 7.5% silica fume, with 10% silica there was a decrease in resistance.
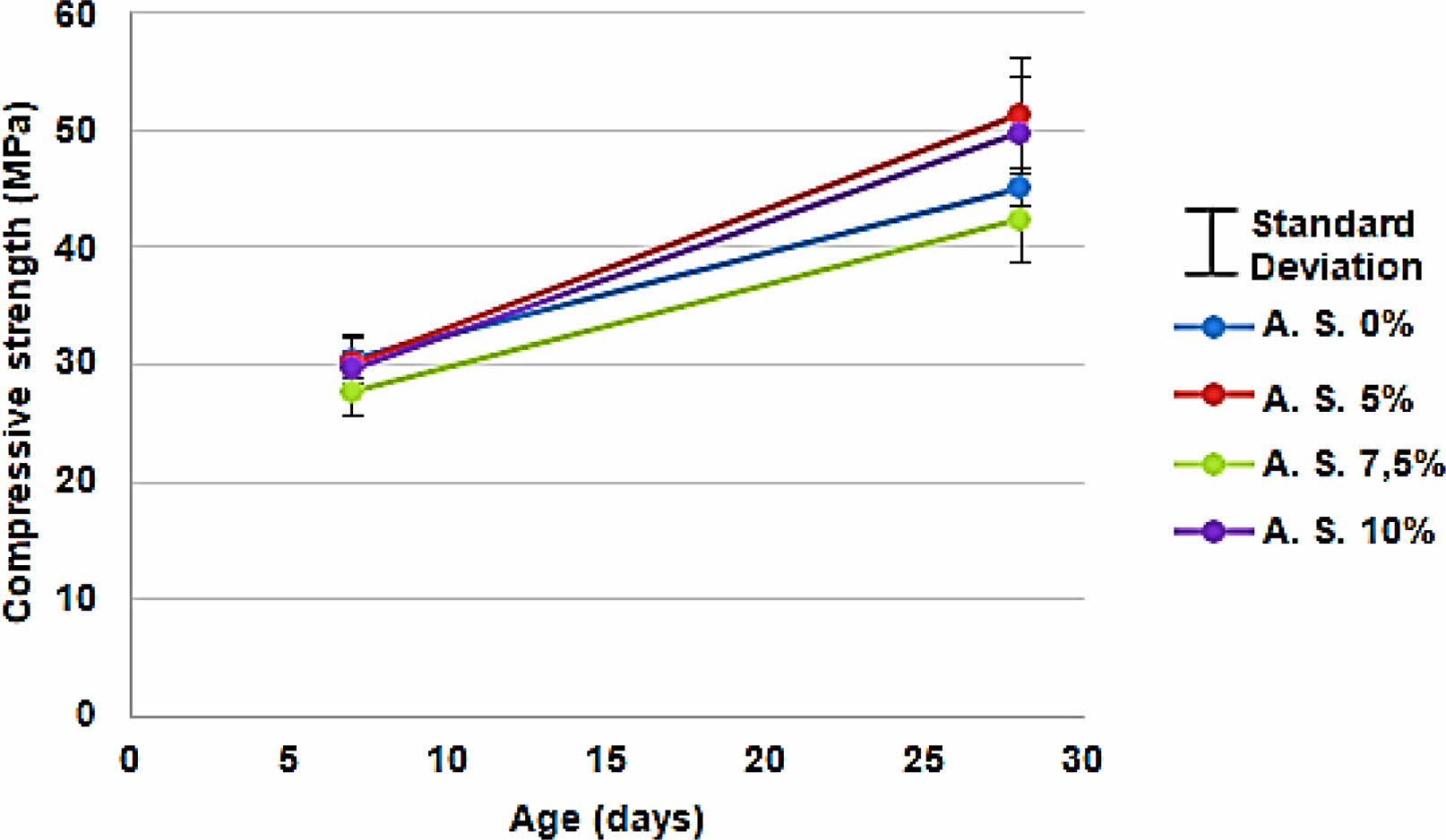
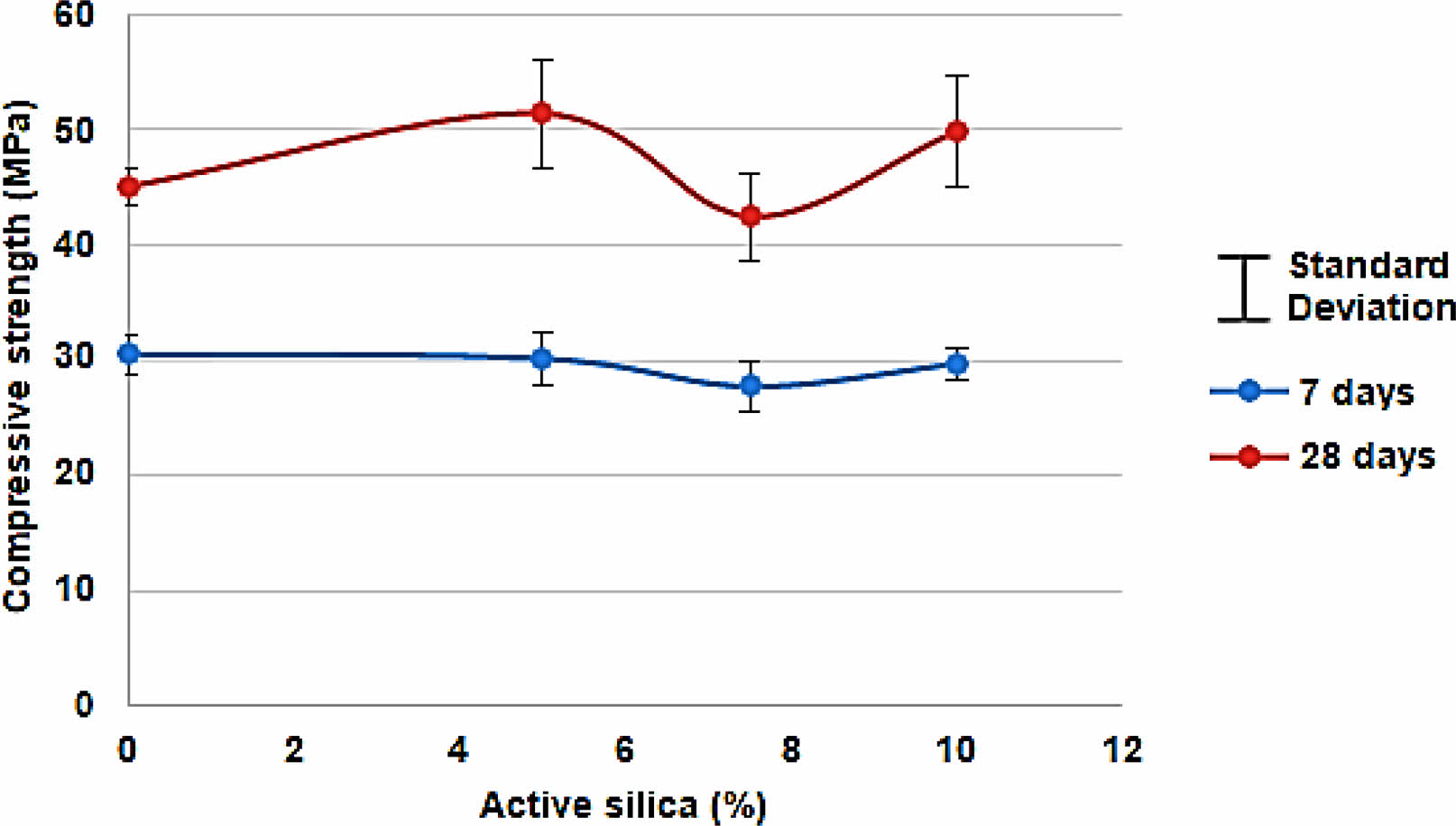
Fig. 20 demonstrates the behavior of mortars with 0.6% of additive and SBA, analyzing it identifies that with the addition of 5% of silica fume there was a improvement in compressive strength, while with the other additions there was a reduction in it.
For mortars without SBA, the ideal percentage of silica fume is 5%, with the filler effect of silica fume and its pozzolanic reaction occurring.
Mechanical properties of tensile strength in bending
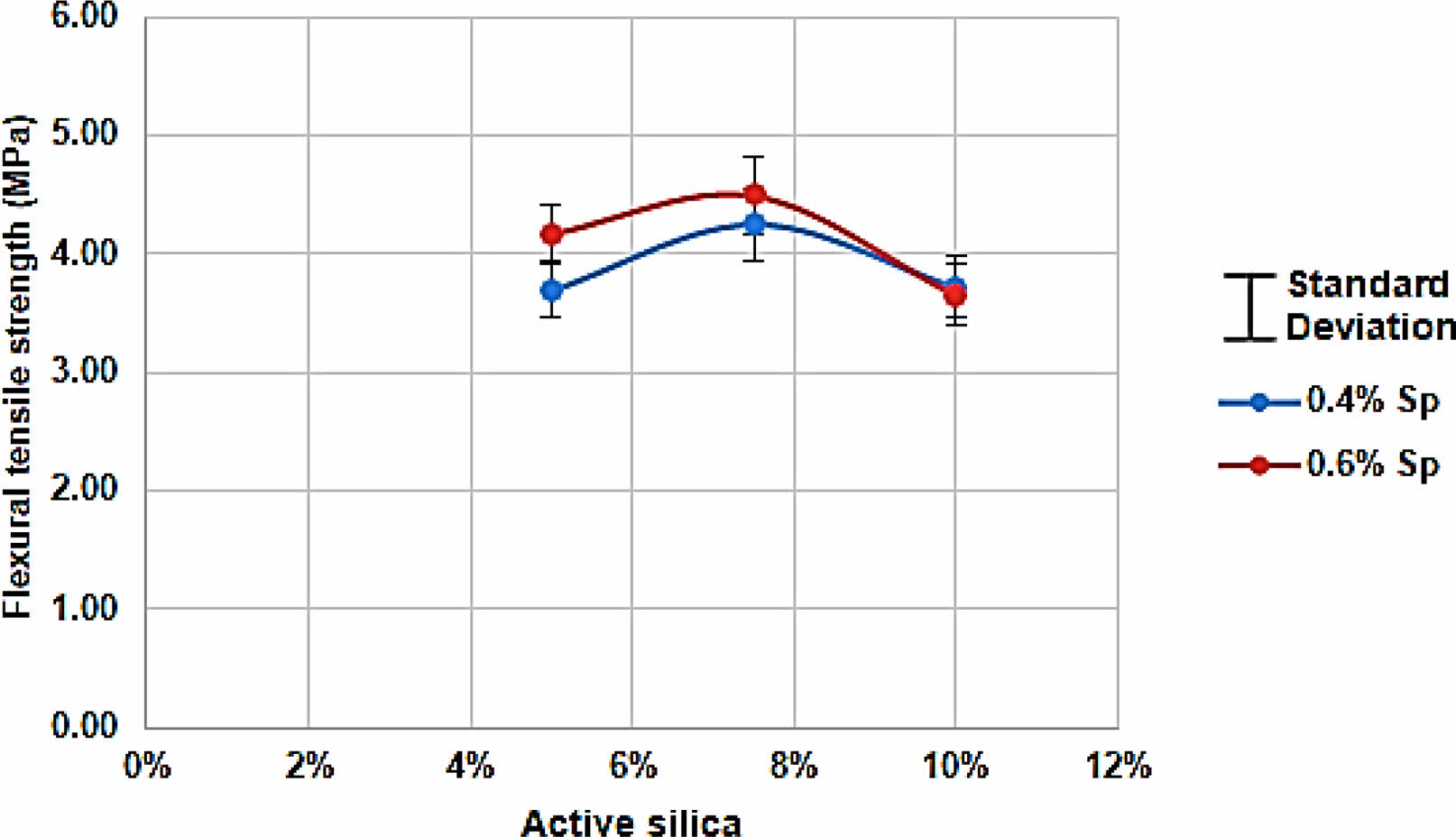
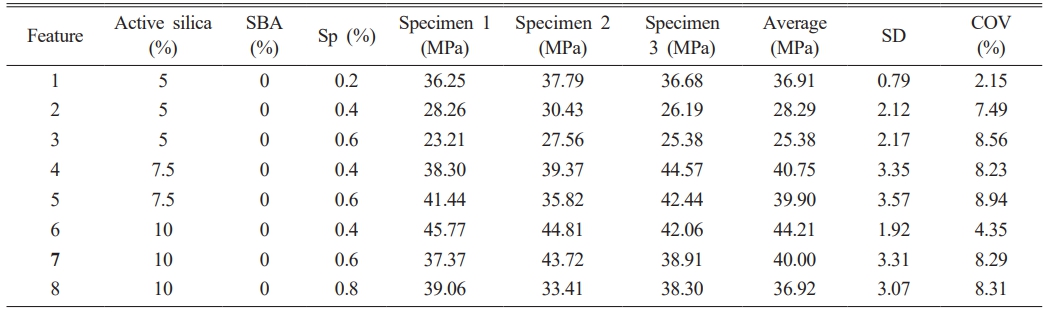
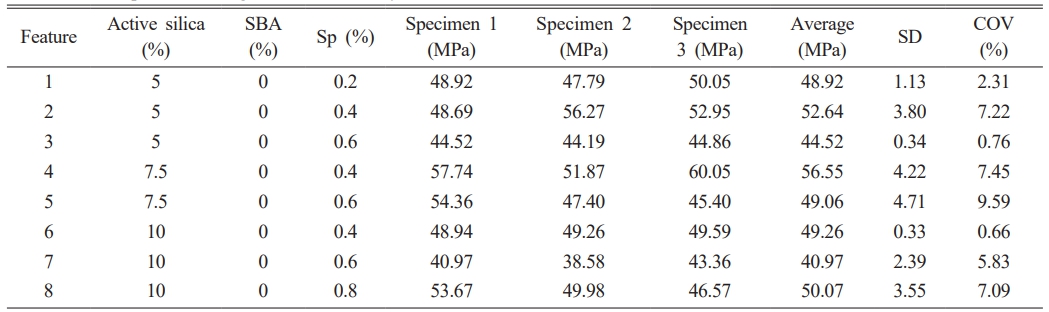
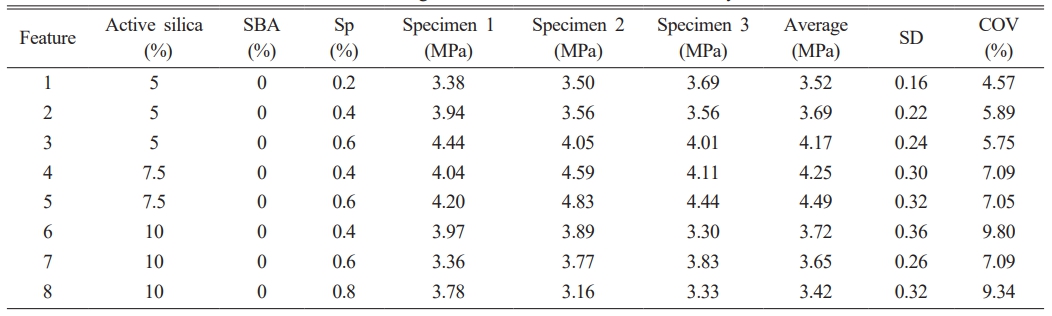
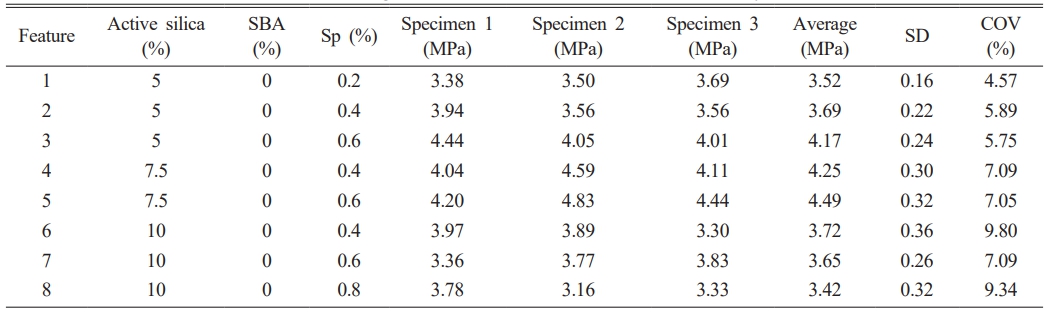
Mortars with 0.4% and 0.6% of chemical additive with and without SBA for the age of 28 days were prepared for the study of the mechanical properties of tensile strength in flexion, analyzing whether the addition of silica fume and the presence or not of of ash influence its behavior. Tables 14 and 15 present the results obtained with the execution of the tensile strength tests in flexion, for the performance of the test, 3 specimens were prepared for each of the dosed traits.
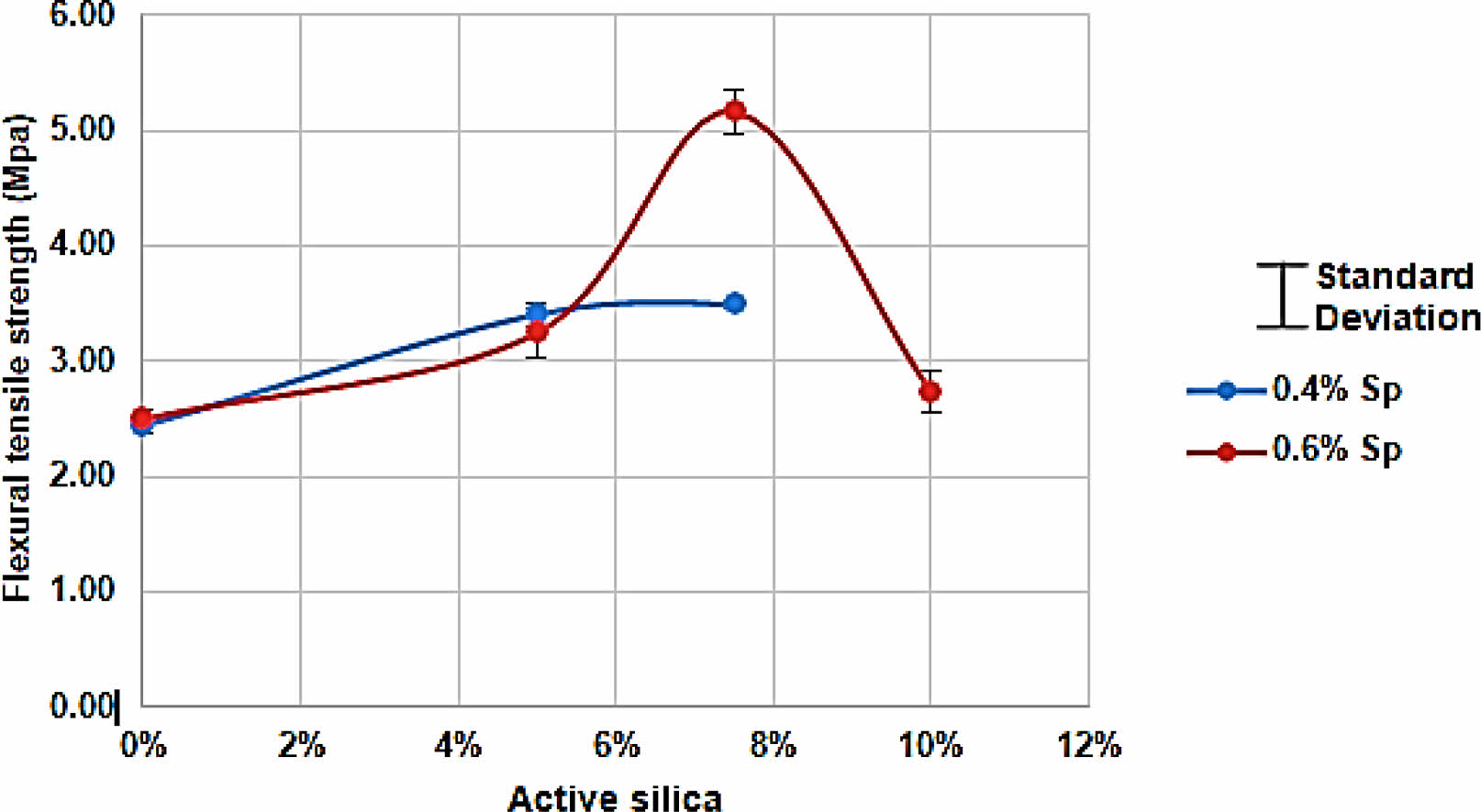
Based on Fig. 21, it is possible to identify that for flexural traction, mortars without SBA showed resistance gains with the addition of 7.5% of silica fume.
Fig. 22 demonstrates the behavior of mortars with SBA for additions of silica fume.
Through Fig. 22, it is possible to identify that for these mortars with SBA in the tensile strength in flexion, the best percentage of silica fume is 7.5%, however for the mortar with 0.4% of additive the increase in resistance does not was as significant as for mortar with 0.6% chemical additive.
The pozzolanic reaction that occurs in the mixtures due to the addition of silica fume in the present study is slow, since it came into contact with the Portland cement and agglomeration could occur. The superplasticizer additive used in the present study helps for this dispersion to occur, however, improvements in mechanical strength can only be observed at ages older than those studied. Therefore, it is interesting to continue the research for ages greater than 28 days.
|
Fig. 1 Fine aggregate granulometric curve. |
|
Fig. 2 Presence of exudation in mortar with 1.0% chemical additive. |
|
Fig. 3 Behavior of mortars with 0.2% of chemical additive regarding additions of silica fume with and without SBA in its composition for the Gm index. |
|
Fig. 4 Behavior of mortars with 0.2% of chemical additive regarding additions of silica fume with and without SBA in its composition for the Rm index. |
|
Fig. 5 Behavior of mortars with 0.4% of chemical additive regarding additions of silica fume with and without SBA in its composition for the Gm index. |
|
Fig. 6 Behavior of mortars with 0.4% of chemical additive regarding additions of silica fume with and without SBA in its composition for the Rm index. |
|
Fig. 7 Behavior of mortars with 0.6% of chemical additive regarding additions of silica fume with and without SBA in its composition for the Gm index. |
|
Fig. 8 Behavior of mortars with 0.6% of chemical additive regarding additions of silica fume with and without SBA in its composition for the Rm index. |
|
Fig. 9 Behavior of mortars with 0.8% of chemical additive regarding additions of silica fume with and without SBA in its composition for the Gm index. |
|
Fig. 10 Behavior of mortars with 0.8% of chemical additive regarding additions of silica fume with and without SBA in its composition for the Rm index. |
|
Fig. 11 Comparison of the Gm index for self-compacting mortars. |
|
Fig. 12 Comparison of the Rm index for self-compacting mortars. |
|
Fig. 13 Behavior of mortars in compression with 0.4% chemical additive without SBA for ages 7 and 28 days. |
|
Fig. 14 Behavior of mortars in compression with 0.4% chemical additive with SBA for ages 7 and 28 days. |
|
Fig. 15 Behavior of mortars in compression with 0.6% chemical additive without SBA for ages 7 and 28 days. |
|
Fig. 16 Behavior of mortars in compressive strength with 0.6% chemical additive with SBA for ages 7 and 28 days. |
|
Fig. 17 Behavior of mortars in compressive strength with 0.4% of chemical additive without SBA regarding the addition of silica fume. |
|
Fig. 18 Behavior of mortars in compressive strength with 0.4% of chemical additive with SBA regarding the addition of silica fume. |
|
Fig. 19 Behavior of mortars in compressive strength with 0.6% of chemical additive without SBA regarding the addition of silica fume. |
|
Fig. 20 Behavior of mortars in compressive strength with 0.6% of chemical additive with SBA regarding the addition of silica fume. |
|
Fig. 21 Mortars without SBA with 0.4% and 0.6% of additive |
|
Fig. 22 Mortars with SBA with 0.4% and 0.6% of additive. |
|
Table 3 Results obtained with mortar tests with a cement/fine aggregate ratio equal to 1. |

|
Table 5 Results obtained with mortar tests with a cement-to-aggregate ratio 1:2 |
|
Table 8 Results obtained for the tests in the fresh state with the aggregate/cement ratio 1:2 and varying the silica fume by 0%, 5%, 7.5% and 10%. |
|
Table 9 Test results in the fresh state of the mortar with 0%, 5%, 7.5% and 10% silica fume and SBA. |
|
Table 14 Results obtained for flexural tensile strength for the traits without SBA at 28 days. |
|
Table 15 Results obtained for the tensile strength in flexion for the mixes with SBA at 28 days |
This research aimed to identify self-compacting mortars with sugar cane bagasse ash replacing part of the fine aggregate and their behavior in the fresh state and in the hardened state with the addition of silica fume. In the hardened state, specimens were prepared for failure in compression and in flexural traction. The results obtained in compression showed that the ideal percentage of silica fume that allows better performance is 5%, the addition of other percentages did not influence the resistance of the mortars. As for the mortars without SBA, the addition of silica fume showed resistance gains for the age of seven days, for the age of 28 days there was a reduction in it. As the agglomeration of silica fume occurred, the pozzolanic reaction ended up being slow, therefore, for the ages of 7 and 28 days, the addition of silica did not demonstrate gains in mechanical strength. To better identify the influence of this addition, it is interesting to analyze the mortars studied for ages greater than those studied. In flexural traction for all mortars, the best percentage of addition was obtained with 5% silica fume, in the same way that occurred in compressive strength, the pozzolanic reaction was slow, not showing gains in mechanical strength, requiring the realization of of study for older ages. It is proposed to carry out further research in order to identify the speed of the pozzolanic reaction in the studied mortars to prove its influence. As well as, for the tests in the hardened state, carry out ruptures with ages greater than 28 days. And finally, the production of self-compacting concrete based on the traits developed in this research, verifying whether the elaborated mortars are capable of generating this type of concrete.
- 1. M.U. Hossain and S.T. Ng, J. Environ. Manage. 261 (2020) 110230.
-

- 2. T. Sathish and N. Sabarirajan, J. New Mater. Electrochem. Syst. 24[1] (2021) 34-37.
-
- 3. I.D. Rey, J. Ayuso, A.P. Galvín, J.R. Jiménez, and A. Barbudo, Materials. 9[11] (2016) 931.
-
- 4. H.G. Oss and A.C. Padovani, J. Ind. Ecol. 7[1] (2003) 93-126.
-
- 5. D.N. Huntzinger and T.D. Eatmon, J. Cleaner Prod. 17[1] (2009) 668-675.
-
- 6. H. Singh, R. Pandey, S.K. Singh, and D.N. Shukla, Appl. Water Sci. 7 (2017) 4133-4149.
-
- 7. G. Lu, Z. Fan, Z. Sun, P. Liu, Z. Leng, D. Wang, and M. Oeser, Resour. Conserv. Recycl. 158 (2020) 104796.
-
- 8. T. Murugesan, R. Vidjeapriya, and A. Bahurudeen, Sugar Tech. 22 (2020) 858-869.
-
- 9. M.E.K. Bouarroudj, S. Remond, F. Michel, Z. Zhao, D. Bulteel, and L. Courard, Mater. Struct. 52 (2019) 18.
-
- 10. E.S. Rentier and L.H. Cammeraat, Sci. Total Environ. 838[Part 1] (2022) 155877.
-
- 11. H. Okamura and M.J. Ouchi, Adv. Concr. Technol. 1[1] (2003) 5-15.
-
- 12. M. Jahanzaib Khalil, M. Aslam, and S. Ahmad, Constr. Build. Mater. 270 (2021) 121371.
-
- 13. M. Amin, A.M. Zeyad, B.A. Tayeh, and I.S. Agwa, Constr. Build. Mater. 320 (2022) 126233.
-
- 14. Q. Xu, T. Ji, S.-J. Gao, Z. Yang, and N. Wu, Materials. 12 (2018) 39.
-
- 15. W. Zou, K.T. Tolonen, G. Zhu, B. Qin, Y. Zhang, Z. Cao, K. Peng, Y. Cai, and Z. Gong, Sci. Total Environ. 695 (2019) 133706.
-
- 16. E. Gartner and T. Sui, Cem. Concr. Res. 114 (2018) 27-39.
-
- 17. A.F. Anene, S.B. Fredriksen, K.A. Sætre, and L.-A. Tokheim, Sustainability 10 (2018) 3979.
-
- 18. M. Wu, C. Li, W. and Yao, W. Materials. 10 (2017) 59.
-
- 19. O.S. Parka and H.K. Choc, J. Ceram. Process. Res. 23[2] (2022) 165-170.
-
- 20. Atta-ur-Rehmana, J. B. Leeb, A. Qudoosa, S.H. Jakhrania, H.G. Kima, and J.-S. Ryoua, J. Ceram. Process. Res. 20[3] (2019) 270-275.
-
- 21. J-B. Lee, S.H. Park, and S-S. Kim, J. Ceram. Process. Res. 18[3] (2017) 220-229.
-
- 22. B.W. Joa, M.A. Sikandar, S. Chakraborty, and Z. Baloch, J. Ceram. Process. Res. 18[4] (2017) 305-312.
-
- 23. T.-H. Ahn, J. Ceram. Process. Res. 17[1] (2016) 59-66.
-
- 24. M.A. Sikandar, Z. Baloch, and R.M.A. Khan, J. Ceram. Process. Res. 16[1] (2015) s138-s143.
-
- 25. J.-S. Ryou, S.-W. Ha, T.-H. Ahn, S.-Y. Bang, and K.B. Shim, J. Ceram. Process. Res. 16[1] (2015) s45-s49.
-
- 26. T.-H. Ahn and M. Henry, J. Ceram. Process. Res. 16[1] (2015) 156-161.
-
- 27. J.S. Lee, A. Qudoos, A.U. Rehman, H.G. Kim, S.H. Jakhrani, and J.-S. Ryou, J. Ceram. Process. Res. 20[4], (2019) 314-320.
-
- 28. Nepomuceno, Oliveira, and Lopes. Constr. Build. Mater. 26[1] (2012) 317-326.
-
- 29. W. Schakel, C.R. Hung, L.-A. Tokheim, A.H. Strømman, E. Worrell, and A. Ramírez, Appl. Energy. 210 (2018) 75-87.
-
- 30. W. Ahmad, A. Ahmad, K.A. Ostrowski, F. Aslam, P. Joyklad, and P. Zajdel, Constr. Mater. 15 (2021) e00698.
-
- 31. Y. Kim, A. Hanif, M. Usman, M.J. Munir, S.M.S. Kazmi, and S. Kim, J. Cleaner Prod. 172 (2018) 3056-3065.
-
- 32. S. Rao, P. Silva, and J. Brito, Constr. Build. Mater. 96 (2015) 508-517.
-
 This Article
This Article
-
2024; 25(1): 1-15
Published on Feb 29, 2024
- 10.36410/jcpr.2024.25.1.1
- Received on Aug 17, 2023
- Revised on Dec 7, 2023
- Accepted on Dec 11, 2023
Services
- Abstract
introduction
literature review
experimental setup
results analysis
conclusion
- References
- Full Text PDF
Shared
Correspondence to
- P. Sudha
-
Department of Civil Engineering, K. S. R. College of Engineering, Tiruchengode – 637215, India
Tel : +914288-274213 Fax: 04288-274757 - E-mail: sudhame07@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr