





- Characterization study on concrete developed with fly ash, bottom ash, GGBS and construction debris
K. Sabarinathana,* and G. Arunkumarb
aAssistant Professor, Department of Civil Engineering, Excel Engineering College, Komarapalayam, Tamilnadu, India
bAssociate Professor, Department of Civil Engineering, Government College of Engineering, Salem, Tamilnadu, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Over the decades, research works concentrate on the sustainable development of materials towards to attain the good strength and construction material with durability properties. Too, making sustainable concrete is one of the challenging tasks to maintain its regular properties without affecting the environment. This research work concentrates on the study of the concrete mechanical properties by adding the silica fume of 15% with cement weight, and the GGBS, with the weight of cement Fly ash has been replaced. Also, with the replacement of the fine aggregate by 5%, 10%, 15%, and 20% by the bottom ash. And the design mix of concrete was made the grade of M50. The strength of flexural, split tensile and strength of compression tests were completed on the standard specimen. Also, the characterizations of materials such as XRD, SEM, and EDAX have been performed. From the test results, the GGBS of 15% replacement with cement possesses good mechanical properties. From the characterization results, the materials have a good surface area and angular texture, providing good bonding with the ingredients
Keywords: M50 grade concrete, Fly ash, Bottom ash, GGBS, SEM, EDAX
Concrete is an unavoidable component in the construction industry which accounts for about 21 to 31 billion tons [1]. Concrete is a manmade material that consists of fine aggregate, cement, coarse aggregate, mineral admixtures, chemical admixtures, and water [2]. Concrete is mostly used in construction because of its low cost, low maintenance, high compressive strength, and high durability compared to all other construction materials. This concrete can be used both in structural and non-structural applications such as the construction of buildings, roads, bridges, and dams. Concrete is the second largest consumed manmade material after food and water [3]. The major environmental issue due to the production of concrete is the emission of CO2 into the atmosphere. This CO2 emission leads to global warming. According to a report, it was found that about 7.5 billion cubic meters of concrete were produced per year for construction purposes [4]. Both fine and coarse aggregates are available naturally. This aggregate occupies about 70% of the volume of concrete [5]. Due to the over- exploration of river sand for construction purposes, the exploration of river sand was banned in several countries, and this led to finding an alternate source
material known as manufactured sand [6]. This manufactured sand was prepared by crushing stones. This continued exploration of natural resources may further lead to the scarcity of coarse aggregate also.
Another environmental issue is the accumulation of solid waste and its disposal. The most of solid waste from the construction industry is due to the demolition of the building. This demolition of buildings is due to the need for the construction of new structures, and renovation in buildings [7]. These demolition wastes were damped in the open fields which may lead to the scarcity of land for other activities. According to the report by World Bank (2012), demolition waste accounts for about 1.3 billion tons per year which may lead to 2.5 billion tons by the end of the year 2025 [8]. This demolition trash ought to be added to the concrete to make up for the decline in the source of coarse aggregate and the rise in the buildup of demolition waste. Demolition debris must first meet the requirements for coarse aggregate before being used in concrete [9]. The recycling process used and the parent concrete's water-to-cement ratio affect the quality of demolition trash. The mortar found in the debris determines the parent concrete's strength. The mortar included in demolition trash increases aggregate porosity and could weaken concrete by making it more porous. Before employing demolition trash in concrete, it must be compared to natural aggregate [10]. The fly ash and has been converted into nano size using ball milling process and the characterization was completed using XRD and the size of particles were confirmed through SEM analysis, those nano sized particles were added in to concrete to improve the mechanical properties of concrete so that the characteristics compressive strength has been increased up to 25% [16, 17]. The bottom ash has been utilized as fine aggregate in concrete by 25%, 50% and 100% replacement. The 25% replacement with fine aggregate gave better performance. And the XRD of bottom ash shows the presence of silicon in it and it helps to get the desired strength of concrete [18]. The total substitution by volume of natural coarse calcareous aggregate by coarse recycled brick aggregate (RBA) and coarse recycled concrete aggregate (RCA) has been investigated to produce more sustainable and environment-friendly mortars. The mechanical and durability properties have been studied. Test results shows the recycled aggregates are perfect replacement for natural calcareous aggregates. Aggregates were also partially substituted by their fines at 12.5% by volume [19]. After processing the construction debris into gravel, the amount of reclaimed material from the waste was calculated, and then aggregate tests were conducted. Lab samples were fabricated based on a 35 MPa mix-design with reclaimed aggregate from the various waste sources, along with control samples. Compressive strength, tensile strength, and flexural strength, as well as some NDT tests like pulse velocity and hammer tests, were conducted on the sample specimen. From the test results the C&D wastes can be utilized as a coarse material in concrete [20]. This work quantifies construction and demolition waste (C&DW) generation rate in Indian cities using bottom-up material flow analysis approach. The results show that urban areas in India generated over 150 million tonnes of C&DW in 2016, and almost 50% of waste was generated in small to medium towns [21]. The applications of steel slag powder and steel slag aggregate in ultra-high performance concrete (UHPC) were investigated by determining the fluidity, nonevaporable water content, and pore structure of paste and the compressive strength of concrete and by observing the morphologies of hardened paste and the concrete fracture surface. The results show that the fluidity of the paste containing steel slag is higher. When the cement replacement ratio is not more than 10%, the proportion of pores larger than 50 nm in the hardened paste containing steel slag powder is close to that of the control sample, and the UHPC containing steel slag powder can display satisfactory compressive strengths [22]. This paper reviews, steel slag usage in the cement and concrete industry and its environmental effects were examined. Also, its physical and chemical structure, its effect on the characteristics of concrete, and its applications in different usage areas were specified [23]. Aims to study experimentally, the effect of partial replacement of coarse and fine aggregates by steel slag (SS), on the various strength and durability properties of concrete, by using the mix design of M20 grade. The optimum percentage of replacement of fine and coarse aggregate by steel slag is found. The results indicate that for conventional concrete, the partial replacement of fine and coarse aggregates by steel slag improves the compressive, tensile and flexural strength [24].
Fly ash (FA) is the principal industrial waste byproduct from the burning of solid fuels. FA is a powdery solid that is constituted mostly of unburned carbon (UC), metal oxides (Si, Fe, Ca, and Al), and other inorganic substances. UC is an inexpensive source of activated carbon that plays an important role in FA adsorption capacity. Due to the broad variability in its composition, FA characterization is challenging. Accordingly, FA is categorized into class F, and class C according to the maximum and minimum % of SiO2, Al2O3, Fe2O3, and SO3. X-ray diffraction, and fluorescence, and scanning microscopy with an energy dispersive spectroscopy are the common techniques employed to characterize FA. FA was used to remove hazardous contaminants, organic and inorganic chemicals, and dyes from wastewater [25]. This study examines the feasibility of substituting demolition debris for coarse aggregate in high-performance concrete.
In order to make concrete, construction and demolition wastes are used as a replacement particle for aggregates of fine and coarse. GGBS Bottom ash and fly ash are the characterization study that mentioned in the research paper.
To make the concrete for the grade of M50 the following materials has been used.
Cement
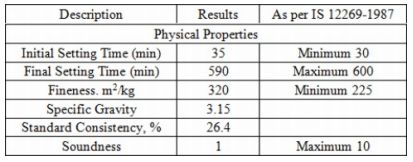
According to the specifications of IS 12269-1987, [11] grade 53 of OPC (Ordinary Portland Cement) was utilised for this project. Table 1 displays the physical characteristics of OPC 53-grade cement.
Aggregates
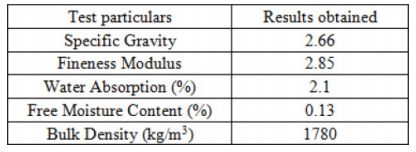
This research work used Manufacturing Sand (M-
Sand) instead of sand in natural river. According to IS 383 (1970), the aggregate particles pass through a 4.75 mm sieve called fine aggregate [12], so this M-sand has the fine aggregate properties and is collected from the nearby stone quarry. In the Table 2 they display about the fine aggregates physical properties.
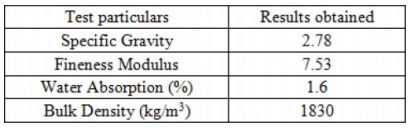
Naturally available coarse aggregate was used in the investigation of coarse aggregate and construction debris waste of size 12 mm and 20 mm respectively. The construction debris waste must satisfy the codal provision of IS 383 (1970) [12]. The coarse aggregates physical properties is represented in Table 3.
Fly Ash
From the Thermal Power Station at Mettur they obtained the fly ash that has been used in this investigation. The fineness value and specific gravity of 5.5% and 2.2% in fly ash with the classified as class F calcium fly ash.
Bottom Ash
The waste derived from the thermal power plant, dumped in the yard after the coal combustion process, has been replaced with fine aggregate in concrete. The bottom ash utilized in the concrete has a specific gravity of 2.10.
GGBS
By product of steel-making and iron with iron slag by quenching molten that obtained with GGBFS - from a furnace blast in granular product, to produce glassy, water or steam, which is then dried and ground into a fine powder.
Construction Debris
Construction wastes are brought out from in and around the area of Bhavani, Tamil Nadu, and crushed into 20 mm size and used into concrete for the replacement of coarse aggregate by 50%.
Mix Proportion
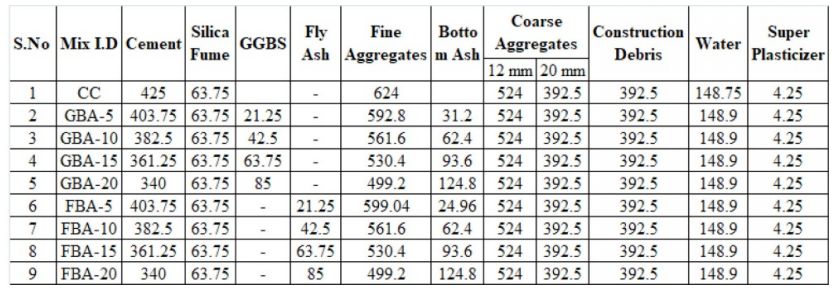
It is prepared based on IS10262 (2009) [13]. Here the silica fume was added by 15% in the cement in all the mixes and the GGBS, fly ash has been replaced by 5%, 10%, 15%, and 20% in the weight of cement. Along with the conventional concrete mix, 9 mixes were prepared. In all the mixes, construction debris was replaced by 50% in the 20 mm size aggregate. The mix proportion of concrete is displayed in Table 4.
FSEM
With in-lens and BSD detectors, the FE-SEM (Field Emission Scanning Electron Microscope) has been utilised to analyse the surface morphology of conducting and non-conducting samples (Nanoscale analytics).
EDAX
Additionally, the constituents present in the materials have been identified using the FE-SEM (Field Emission Scanning Electron Microscope) with in-lens and BSD detectors for both conducting and non-conducting samples.
Compressive Strength
As per IS 516 (1959) the strength of concrete compressive is performed on specimens’ cube of size 150 mm×150 mm×150 mm [14]. After 28 days of curing, the cube specimen in an open environment to eliminate the water present in the concrete. Now the specimen is placed in a CTM (compression testing machine), and apply the load on the specimen gradually fails in with the specimen. The fails specimens with load is noted as the maximum compressive load to get the strength concrete compressive.
Split Tensile Strength
It is implemented on a concrete specimen of the cylindrical size of a height of
300 mm and diameter of 150 mm as per IS 5816 (1999) [15]. In CTM the cylinder specimen is placed horizontally and the load is given on the specimen continuously until the specimen fails.
Modulus of Elasticity
By the compressometer method is used to find the
Concrete elasticity modulus that has been determined in this method. For this test, the modulus of elasticity is evaluated California test 522 (2000) procedure has been followed to modulus of elasticity that has been evaluated. The specimen cylindrical of size of length 300 mm and diameter with 100 mm are cured and cast. A specimen under the compression testing machine on the compressometer arrangement.
Modulus of rupture
As per IS 515 (1959) the concrete of flexural strength was applied on prism specimens of size 100 mm×100 mm×500 mm [14]. In this investigation, the prism specimen is placed in the two-point loading machine to find the flexural strength. The specimen is loaded gradually by using a two-point load until the specimen fails. To find the strength of flexural concrete the failure load is noted.
FSEM
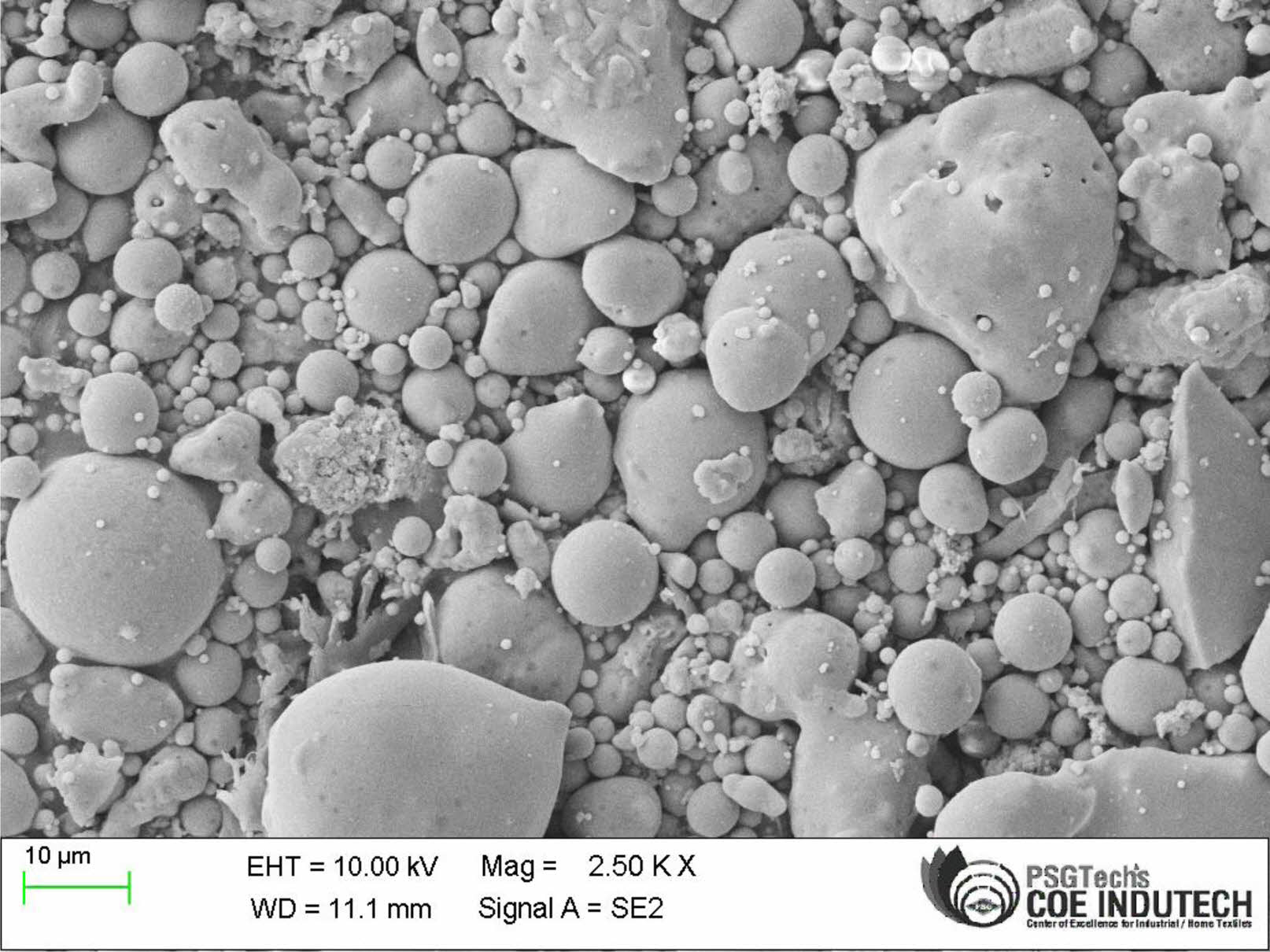
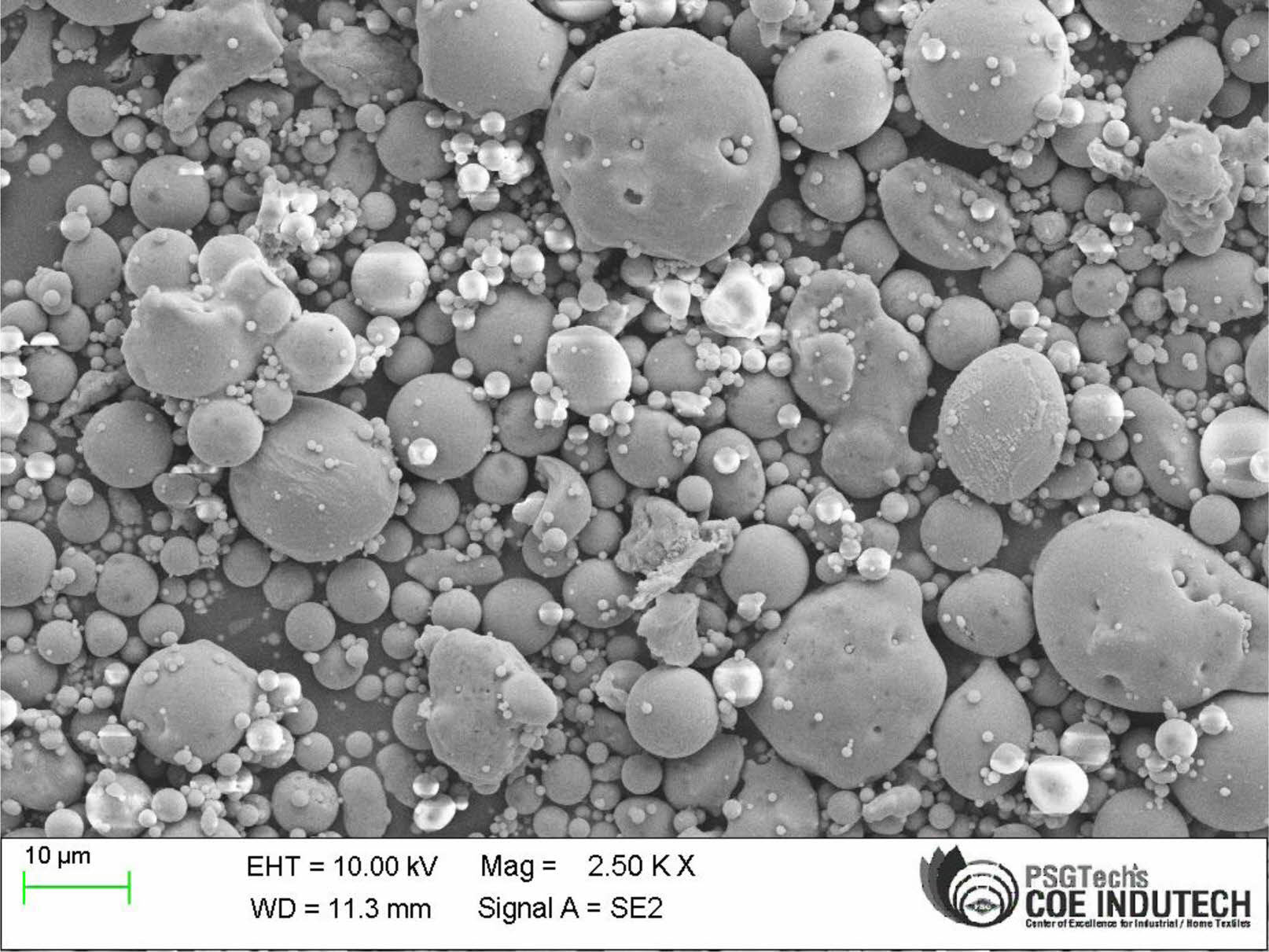
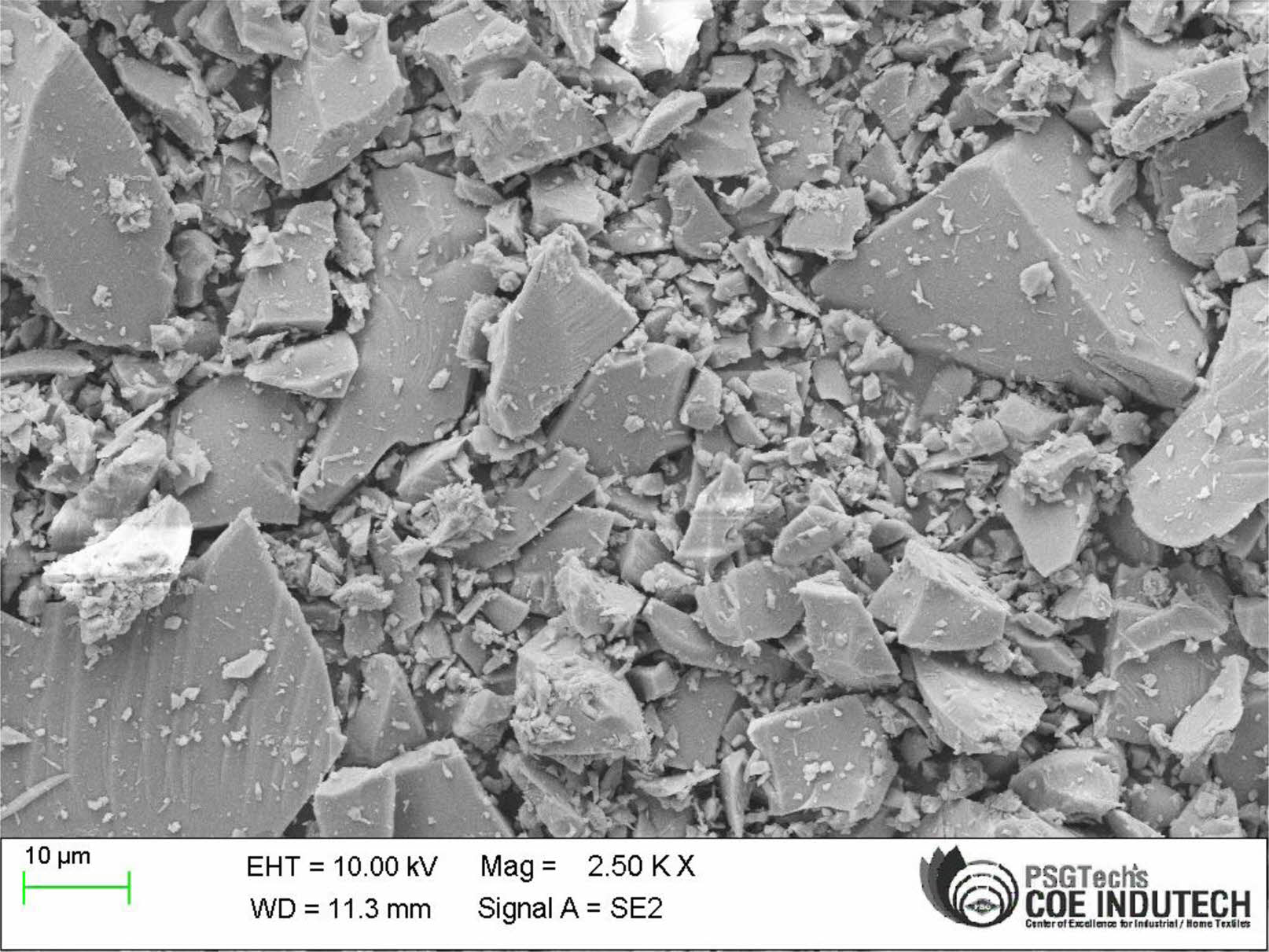
The morphology of bottom ash, fly ash, and GGBS are displayed in Fig. 1, Fig. 2, and Fig. 3. Despite having a rough appearance, the particles of bottom ash and fly ash have a spherical form. Therefore, these particles can effectively connect with the components of concrete [16-20]. Fig. 3 depicts the morphology of GGBS in a similar manner. The surface of the crystal is angular and rough in this instance. As a result, it effectively bonds with all the components of concrete.
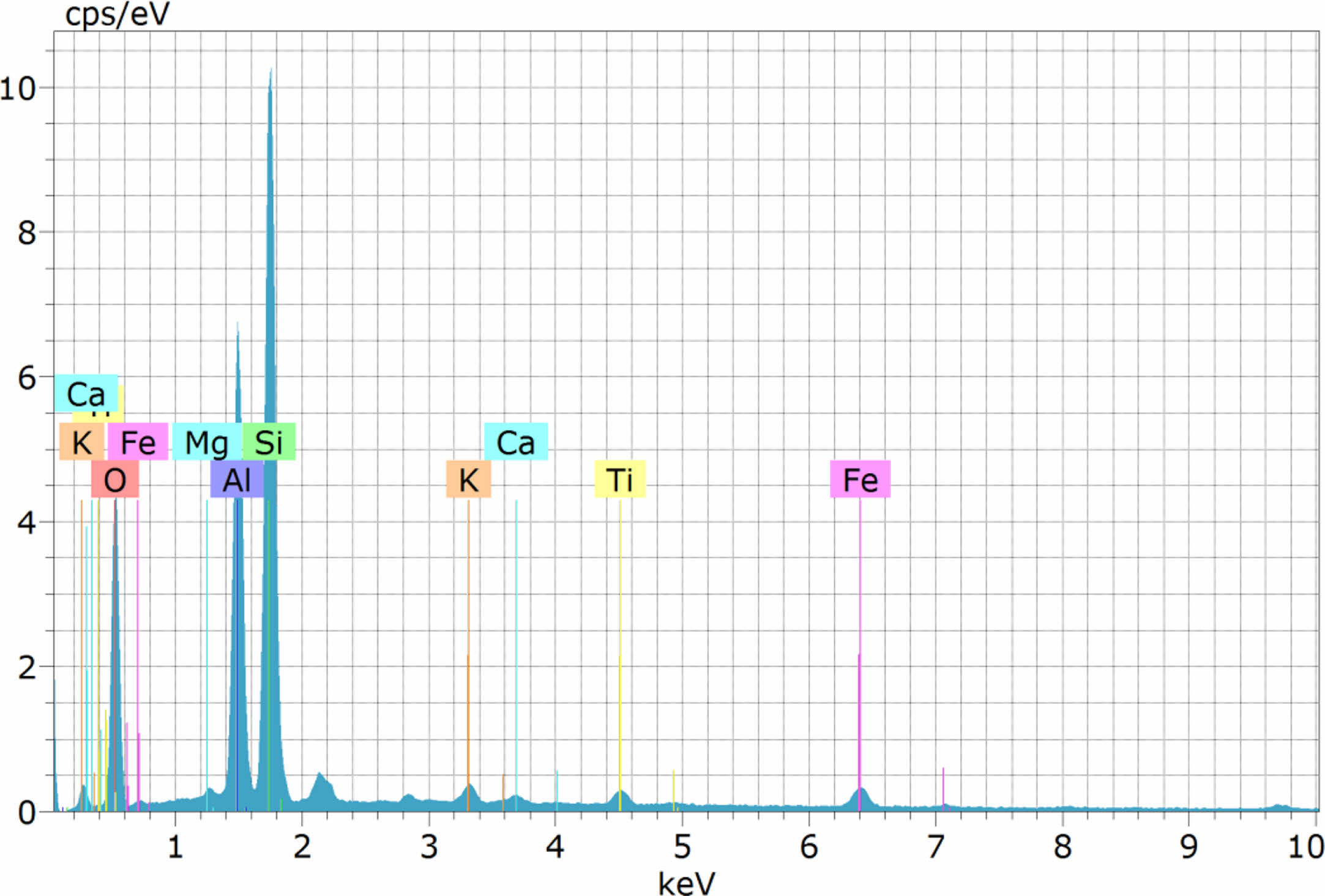
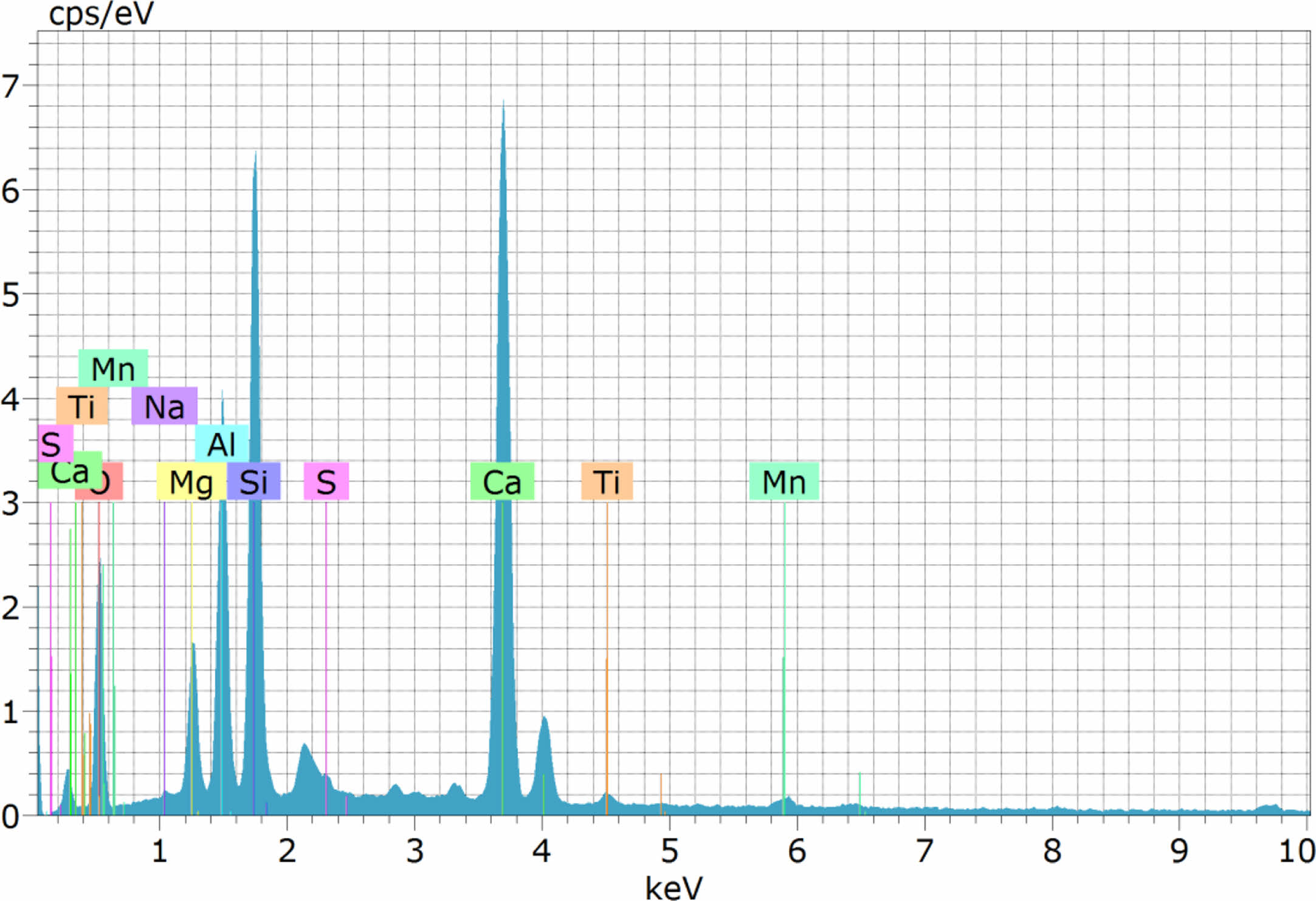
EDAX
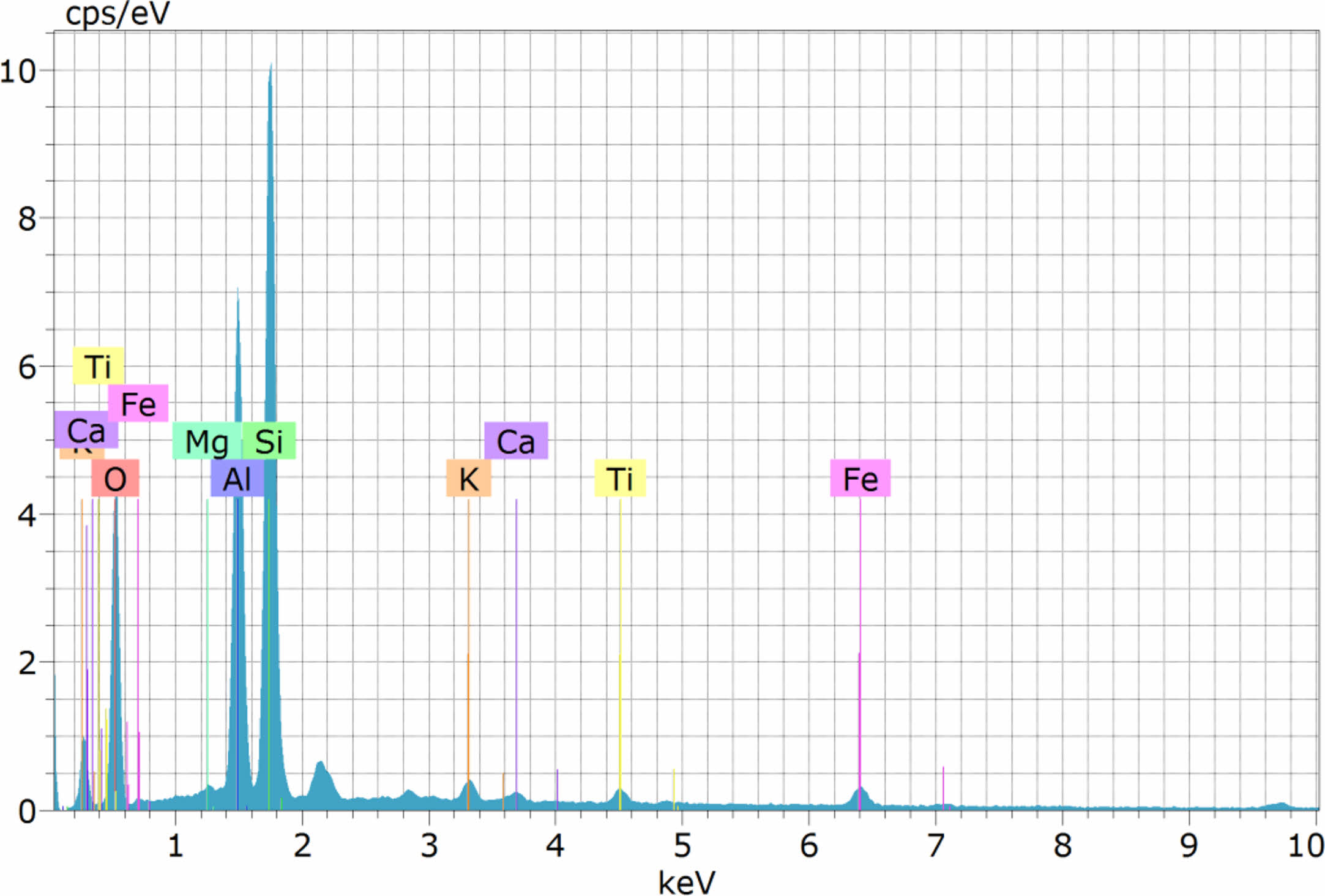
The chemical constituents of bottom ash, fly ash, and GGBS from the EDAX tests are displayed in Fig. 4, Fig. 5, and Fig. 6. From the bottom ash and fly ash chemical constituents, the Si, Mg, and Ca have a maximum next to each. It shows these chemicals are highly available in those materials. Similarly, Fig. 6 shows the chemical constituents of GGBS. Here the mineral has Ca and Si peaks. These Si (Silicon) and Ca (Calcium) are most effective to increase dense concrete.
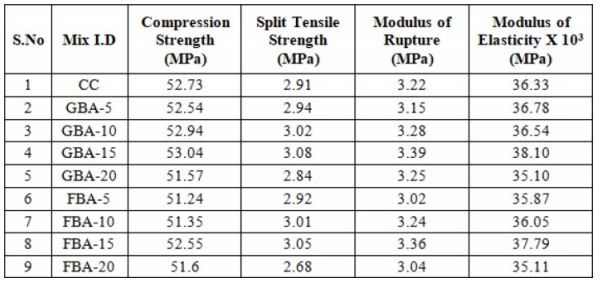
Compressive Strength
The strength of 52.73 MPa attain the specimen with conventional concrete in Table 5. While replacing the GGBS by 5%, 10%, 15% and 20%, the concrete compressive strength is 52.54 MPa, 52.94 MPa, 53.04 MPa, and 51.57 MPa. The value of above strength is ( - ) 0.4%, 0.4%, 0.6% and ( - ) 2.2% higher than the strength of conventional specimen. Similarly, by replacing the fly ash with 5%, 10%, 15%, and 20%, of is 51.24 MPa, 51.35 MPa, 52.55 MPa, and 51.60 MPa. The value of above strength is ( - ) 2.8%, ( - ) 2.6%, (- ) 0.3% and ( - ) 2.1% higher than the strength of conventional specimen. Here the ( - ) sign denotes lower than the strength of a conventional specimen [21-25]. Because of the rounded texture of bottom ash and the angular texture of GGBS, those combinations have increased in strength.
Split Tensile Strength
Conventional Concrete specimen attains a strength of 2.91 MPa. While replacing the GGBS by 5%, 10%, 15% and 20%, the concrete split tensile strength of is 2.94 MPa, 3.02 MPa, 3.08 MPa, and 2.84 MPa. The value of the above strength is 1.1%, 3.7%, 5.7%, and ( - ) 2.5% higher than the strength of the conventional specimen. Similarly, by replacing the fly ash with 5%, 10%, 15% and 20%, the durability of concrete ofsplit tensile is 2.92 MPa, 3.01 MPa, 3.05 MPa, and 2.68 MPa. The value of the above strength is 0.4%, 3.4%, 4.7%, and ( - ) 7.8% higher than the strength of the conventional specimen. Here the (- ) sign denotes lower than the strength of a conventional specimen. Because of the rounded texture of bottom ash and the angular texture of GGBS, those combinations have increased in strength. But both the bottom ash and fly ash have rounded shapes and textures, which has affected their bonding, so it does not meet the increment of good strength.
Modulus of Elasticity
Conventional Concrete specimen attains a strength of 36.33×103 MPa. While replacing the GGBS by 5%, 10%, 15% and 20%, the modulus of elasticity strength of concrete is 36.78×103 MPa, 36.54×103 MPa, 38.10×103 MPa and 35.10×103 MPa. The value of the above strength is 1.2%, 0.6%, 4.9%, and ( - ) 3.4% higher than the strength of the conventional specimen. Similarly, replacing the fly ash by 5%, 10%, 15% and 20%, the modulus of elasticity strength of concrete is 35.87×103 MPa, 36.05×103 MPa, 37.39×103 MPa, and 35.11×103 MPa. The value of above strength is ( - ) 1.3%, ( - ) 0.8%, 4.0% and ( - ) 3.4% higher than the strength of conventional specimen. Here the (- ) sign denotes lower than the strength of a conventional
specimen. Because of the rounded texture of bottom ash and the angular texture of GGBS, those combinations have increased in strength.
Modulus of Rupture
The conventional concrete specimen strength is 3.22 MPa. The modulus of rupture strength of concrete is 3.15 MPa, 3.28 MPa, 3.39 MPa, and 3.25 MPa when the GGBS is subtracted 5%, 10%, 15%, and 20%, respectively. In comparison to the strength of the standard specimen, the value of the strength mentioned above is ( - ) 2.1%, 1.9%, 5.4%, and 0.9% higher. Similarly, the modulus of rupture strength of concrete is 3.02 MPa, 3.24 MPa, 3.36 MPa, and 3.04 MPa when the fly ash is replaced with 5%, 10%, 15%, and 20%, respectively. The strength of the atypical specimen is ( - ) 6.1%, 0.4%, 4.4%, and ( - ) 5.5% weaker than the value of the above strength. Here, the ( - ) sign indicates a strength that is less than that of a typical specimen.
The effectiveness of fly ash as a building material depends on a number of variables, and in order to get the most out of fly ash, it is crucial to consider the synergistic effects of several variables (such as mineralogy, element distribution, and vitreousness). The current ASTM fly ash categorization is inadequate for today's needs; for instance, fly ash cannot be classified according to its reactivity. The use of fly ashes in concrete may be substantially facilitated by adopting the most recent research findings, such as applying rigidity theory to evaluate fly ash reactivity. To calculate the sustainability of fly ash as a building material, some additional factors must be evaluated and included in LCA and CBA models. These include the likelihood of heavy metal leaking, social acceptance, and regulatory compliance.
Even though fly ash-based geopolymers frequently demonstrate excellent sustainability benefits, more work is still required for widespread use in the building sector.
|
Fig. 1 Bottom ash Morphology. |
|
Fig. 2 Fly ash Morphology |
|
Fig. 3 Morphology of GGBS. |
|
Fig. 4 Chemical constituents of bottom ash. |
|
Fig. 5 Fly ash Chemical constituents. |
|
Fig. 6 Chemical constituents of GGBS |
From the elaborated study on the characterization of minerals and the concrete mechanical properties, the following conclusions have arrived.
The surface and texture of the mineral are visible in test findings using a scanning electron microscope. It demonstrates that such minerals are appropriate for concrete to boost its strength properties. EDAX studies demonstrate that the chemical components Si and Ca are readily present in rocks. These substances help concrete's hydration and to improve the strength qualities. The findings of the mechanical properties tests show that the concrete with 15% of GGBS replaced with cement performs well in all tests because of its asymmetrical/angular shape and rough surface. Replacing fly ash does not shine as brightly as replacing GGBS in concrete. Due to the rounded shape of the fly ash and bottom ash particles. The qualities of bonding could be impacted.
There is no acknowledgement involved in this work.
No participation of humans takes place in this implementation process
No violation of Human and Animal Rights is involved.
No funding is involved in this work.
Conflict of Interest is not applicable in this work.
There is no authorship contribution
- 1. G. Sabnis, Tay. and Fran. Gro. (2012) 458.
- 2. B.J. Lomborg, Cambridge Uni. Pres. 27[4] (2001) 801-804.
- 3. A.A. Adegbola, and M.J. Dada, Indian J. of Sci. and Tech. 5[11] (2012) 103-120.
- 4. M. Asad, A. Elahi, H. Pervaiz, U.A. Naeem, S. Iftekhar, M.B. Asif, A. Taseer, A.T. Mirza, and N. Ejaz, Life Sci. J. 10[12] (2013) 956-960.
- 5. K.H. Yang, H.S. Chung, and A.F. Ashour, Aci. Mater. J. 105[3] (2008) 289-296.
- 6. M. Gavriletea, Sustain. 9[7] (2017) 1118.
-

- 7. K.M. Cochran, and G. Timothy, Waste Manage. 30[11] (2010) 2247-2254.
-
- 8. B. Chandra, S. Swati Singh, D.D. Basu, and S. Devi Henam, Conser. and Recycling 47 (2006) 22-244.
- 9. A.E. Mohsen, Road Mater. and Pavement Des. 21[1] (2020) 156-178.
-
- 10. B. Guoliang, C. Zhu, C.Liu, and B. Liu, Constru. and Building Mater. 240 (2020) 117978.
-
- 11. IS 12269-1987, II reprint, Bureau of Indian Standard, New Delhi, (1997).
- 12. IS 383-1970, Indian Standards Institution, New Delhi, (1984).
- 13. IS 10262-2009, Indian Standards Institution, New Delhi.
- 14. IS 516-1959, XIII reprint, Bureau of Indian Standard’, New Delhi, (1989).
- 15. IS 5816-1970, III print, Indian Standard Institution, New Delhi, (1985).
- 16. M. Harihanandh, and N.K. Amudhavalli, Eco. Env. & Cons. 25[2] (2019) 740-744.
- 17. M. Harihanandh, K.E. Viswanathan, and A.R. Krishnaraja, Mater. Today Proceed. 45[2] (2021) 3132-3136.
-
- 18. M. Harihanandh, R. Gopi, and M. Saravanan, Inter. J. of Adv. Sci. and Tech. 29[7] (2020) 866-874.
- 19. A. Mobili, C. Giosu’e, V. Corinaldesi, and F. Tittarelli, Hin. Adv. in Mater. Sci. and Eng. 2018 (2018) 1-11.
- 20. S. Kabir, A. Al-Shayeb and I.M. Khan, Procedia Eng. 145 (2016) 1518-1525.
-
- 21. S. Jain, S. Singhal, and N.k. Jain, Inter. J. of Sustain. Eng. 12[5] (2019) 333-340.
-
- 22. J. Liu, and R. Guo, Hin. Adv. in Civil Eng. 2018 (2018) 1-18.
- 23. O. Gencel, O. Karadag, O.H. Oren, and T. Bilir, Const. and Build. Mater. 283 (2021) 122783.
-
- 24. V. Subathra Devi, and B.K. Gnanavel, Procedia Eng. 97 (2014) 95-104.
-
- 25. Seham S. Alterary and Narguess H. Marei, J. of King Saud Uni. Sci. 33 (2021) 101536.
-
 This Article
This Article
-
2023; 24(2): 390-396
Published on Apr 30, 2023
- 10.36410/jcpr.2023.24.2.390
- Received on Aug 22, 2022
- Revised on Sep 20, 2022
- Accepted on Oct 12, 2022
Services
- Abstract
introduction
research significance
materials and mix
experimental methods
result and discussion
conclusion
- Acknowledgements
- Ethics Approval and Consent to Participate
- Human and Animal Rights
- Funding
- Conflict of Interest
- Author Contributions
- References
- Full Text PDF
Shared
Correspondence to
- K. Sabarinathan
-
Assistant Professor, Department of Civil Engineering, Excel Engineering College, Komarapalayam, Tamilnadu, India
Tel : 9944519690 - E-mail: sabarinathk970@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr