





- Impact of heat treatment on mechanical and tribological properties of metal matrix composites of AA6082 T6 with Tin, Zinc and graphite
C. Ramesha,*, Mohanraj Chandranb, K. Chellamuthuc and A. Sivakumard
a,bDepartment of Mechanical Engineering, M. Kumarasamy College of Engineering, Karur-639113, India
cDepartment of Mechanical Engineering, K. Ramakrishnan College of Engineering, Tiruchirappalli 621112, Tamilnadu, India
dDepartment of Mechanical Engineering, Kongu Engineering College, Erode, Tamilnadu, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
In this research article, the metal matrix composite with AA6082 was formed with mono Tin (5 wt%), Zinc (5 wt%), graphite (5 wt%) and hybrid. The solution heat treatment process and quenching with water and solidification were carried out and results were compared with AA6082 T6. The different analysis includes mechanical properties (Tensile strength, micro hardness), metallurgical properties (SEM and EDX) and tribological property (friction and wear). Micro structure of heat treated AA6082 MMC found with lower defects and fine grain size. Hardness values of heat treated AA6082+Zinc(A6) and hybrid AA6082(A8) found higher than AA6082 T6. The ultimate tensile strength of heat treated AA6082+Zinc(A6) and hybrid AA6082(A8) observed higher than AA6082 T6. The wear and friction rate also reduced with heat treated AA6082+Zinc and AA6082 hybrid metal matrix composites
Keywords: Heat treatment, Stir casting, Hardness, SEM, Wear
Aluminum alloys for piston materials are the special case of industrial used alloys which have better mechanical properties at elevated temperature (higher than 350 °C). Moreover these alloys are more constrained to sudden temperature changes. Owing to this, design and development of these types must be critically reviewed in order to thermal and mechanical behaviors for both thermal (Combustion) and structural aggressiveness (compression) [1]. AA6082 T6 used many industrial applications due to its superior mechanical and tribological properties. Wear resistance and hardness were increased with increase of reinforcements of SiC and B4C with AA6082 T6, also it increases with increase of sliding speed. Sometimes, wear rate is increased under lower sliding speed and higher load in pin on disc apparatus [2]. Increasing reinforced TiC particles with AA6082 T6, the hardness of metal matrix composites increased about 39% than AA6082. The wear resistance was also increased with increase of TiC and sliding speed [3, 15]. Addition of graphite and mica with AA6082 T6, there was increment in hardness and tensile strength and reduced warpage. Also found better dimensional stability during heat treatment [4]. Tensile strength and hardness of AA6082 MMC is increased when increasing Si3N4 and graphite, meanwhile elongation is reduced upto 3-4% [5, 6]. Addition of Al2O3 with AA6082 leads to elevate the wear resistance to better level than other materials [7]. Addition of TiB2 with AA6082 T6, the hardness and tensile strength were increased up to 16% and 21%. The wear rate was reduced up to 10% with increase of reinforcement of TiB2 [8]. Uniform dispersion and growth of α-Al grains with inter-dendritic of aluminum silicon eutectic was relieved from morphology in AA6082/SiC, AA6082/B4C and AA6082/(SiC and B4C) composites. In some places agglomeration of particles is increased with increase of reinforcement content [9, 18]. Addition of graphite particles with AA6082 by stir casting method, the hardness was reduced 12% with increase of reinforcement content. Also wear rate was reduced with increase of reinforcement particles and sliding speed [10]. The AA6082 was reinforced with both hybrid (TiB2 + BN) and mono(TiB2 and BN) [14]. Uniform dispersion without segregation found in both composites, effectively bonded for avoiding the porosity. The shape and morphology of TiB2 is changed during process due to fragmentation, but BN did not changed its shape and morphology. Sliding resistance of hybrid (TiB2 + BN) found higher than mono type composites, this is due TiB2 provides the resistance to the wear whereas nono BN act as solid lubricant to the wear. The shape and morphology of wear debris is changed from large platelet like structure into small flake like debris in hybrid composites [11, 16]. Also Si3N4/Graphite reinforcement with AA6082 increases the mechanical properties and metallurgical properties, uniform dispersion and better morphology than AA6082 [12]. Similarly, SiC/graphite with AA6082 tends to increase the density and porosity with increase of SiC/Gr particles, the hardness and tensile strength were elevated to better level with increase of SiC/Gr ceramic particles [13, 17].
The aim of this work is to fabricate the metal matrix composites using AA6082 T6 addition with tin (5 wt%), graphite (wt%) and zinc (5 wt%) in both mono and hybrid methods by bottom stir casting machine. The encapsulating feeding method is followed for all the samples processed. Due to re casting, the T6 tempering is diluted with AA6082. All the fabricated samples are processed under heat treatment using solution for re tempering. Both heat treated and casted samples are tested in order to analyze and compare the mechanical properties, surface morphology and tribological properties with each others.
In this research work, AA6082-T6 was used to make metal matrix composites with Tin, graphite and Zinc in different proportions for piston material replacement. The chemical composition of AA6082-T6 is given Table 1.
In order to increase the load bear capacity and thermal properties, different materials such as tin (anti scoring and anti frictional), graphite (Solid lubricant) and zinc (improve strength, good bearing and wear resistance) were added as metal matrix. Theses metal matrix composites were made using bottom stir casting machine. Due to agglomeration and irregular materials dispersion in stir casting technique, the novel method was used to feed the materials on AA6082-T6 alloys solid shaft (Dimension). The numerous holes were drilled with depth of (mm), the reinforcement particles were packed in all the holes. The test specimens were prepared for each materials and divided into two sets according to cast MMC and heat treated MMC. In more than one reinforcement particle case, the particles were packed in form of layer by layer. All the samples were subjected solution heat treated 510 ° to 530 °C for 2 hours. After solution heat treatment, samples are quenched in water at 60 °C and then artificial aging between 160-190 °C for 2-10 hours. Four metal matrix composites were fabricated follows in Table 2.
The AA6082-T6 shaft with packed reinforced particles is placed inside the furnace of stir casting machine. The furnace heats upto 850 °C, even though the base metal melted between 670 °C to 690 °C. The molten state of base metal arrests the reinforcement particles in all the directions. The coated single bladed stirrer used improves the particles dispersion throughout the molten slurry. The stirrer speed increased up to 500 RPM for 4-5 minutes, and then gradually reduced to zero speed. This process carried out in inert gas environment to avoid the oxidation during heating. The molten composites were poured from bottom side of furnace to preheated (upto 500 °C) circular chamber name bottom tap option. Then it is quickly air quenched to reduce the settling of reinforced particles in molten base metal.
This above procedure is repeated for all the four samples mentioned in Table 2. The heat treatment was done the samples as follows the environment of engine combustion chamber.
Metallographic analysis
The fabricated composite samples were cut into 5 × 5 × 10 mm using abrasive cutter, the specimen prepared for metallurgical examination using 220-320-400-600-8001000-1200-1500 emery papers and burnishing with diamond paste of 0.5-1 µm. The etchings process was done for test specimens according to ASM Handbook Vol. 9 through austic etching process (10 g NaOH to each 90 mL H2O). The surface morphology and elemental characterization were analyzed by Scanning Electron Microscope (SEM) using TESCAN-VEGA3 attached with Energy-dispersive X-ray. Spectroscopy (EDS). The EDS quantitative analysis was carried out on minimum of two various locations on each sample that ensure quality of entire micro structure as well as to obtain the degree of variability in samples.
The micro hardness of the fabricated MMC specimens was measured on the top surface and cross sectional plane using Vickers micro hardness tester “HMV Micro Hardness Tester Shimadzu”. The flat shaped highly polished specimens prepared with dimension on 10 × 10 mm. Minimum of five testes were carried out for all the specimens and average values calculated. The each test was conducted for 20s under ambient temperature, the applied load about 246 mN. The optical microscope was used to scan the worn surface of each sample.
Tribological testing
The wear response of for all fabricated and heat treated samples were compared, the analysis were carried out in two different cases such as cast MMC and heat treated MMC. The dimension of wear disc are 10 cm diameter and 8 mm thickness, the wear track diameter about 8 cm. The pin diameter was 6 mm. The disc speed was kept constant about 150 RPM, 29.42 N of applied load and the test duration was up to 3000 minutes.

Morphology and elemental characterization
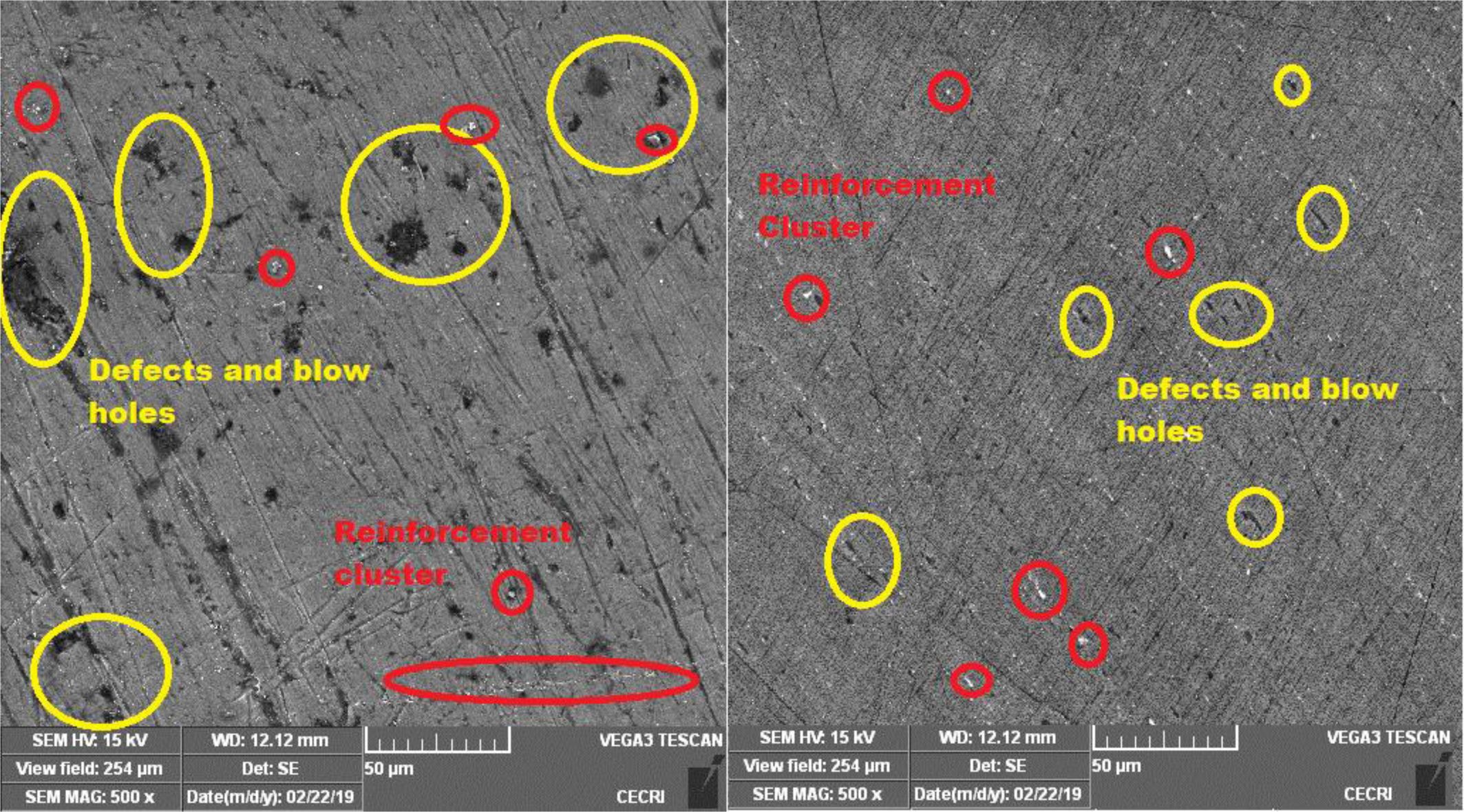
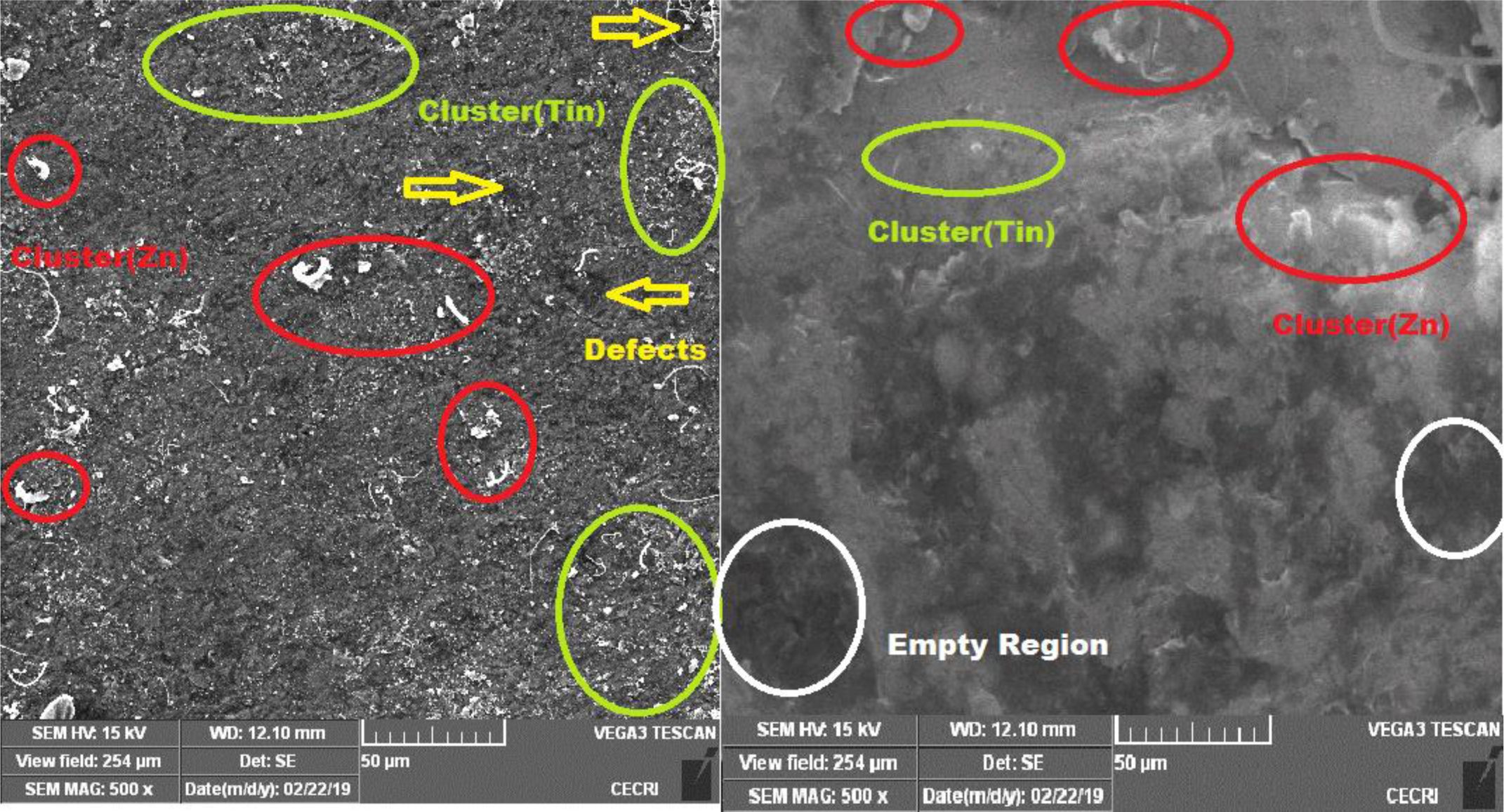
Figure 1 shows the Scanning Electron Microscopic (SEM) morphology image of AA6082 with 5 wt% of Tin both normal (A1) and Heat treated (A2). The A1 composite contains more blow holes, defects and larger cluster compare to heat treated A2. Also, A1 has lower quality and breaks many times during secondary operations such as cutting and machining while sample preparation, whereas heat treated samples are in better quality and no breaking during sample preparation. In Fig. 1, the yellow circle denotes defects and blow holes, red circle and arrow indicate the cluster formation. The size of blow holes and reinforcement clusters are larger compared to heat treated, also tin cluster are uniformly dispersed after heat treatment.
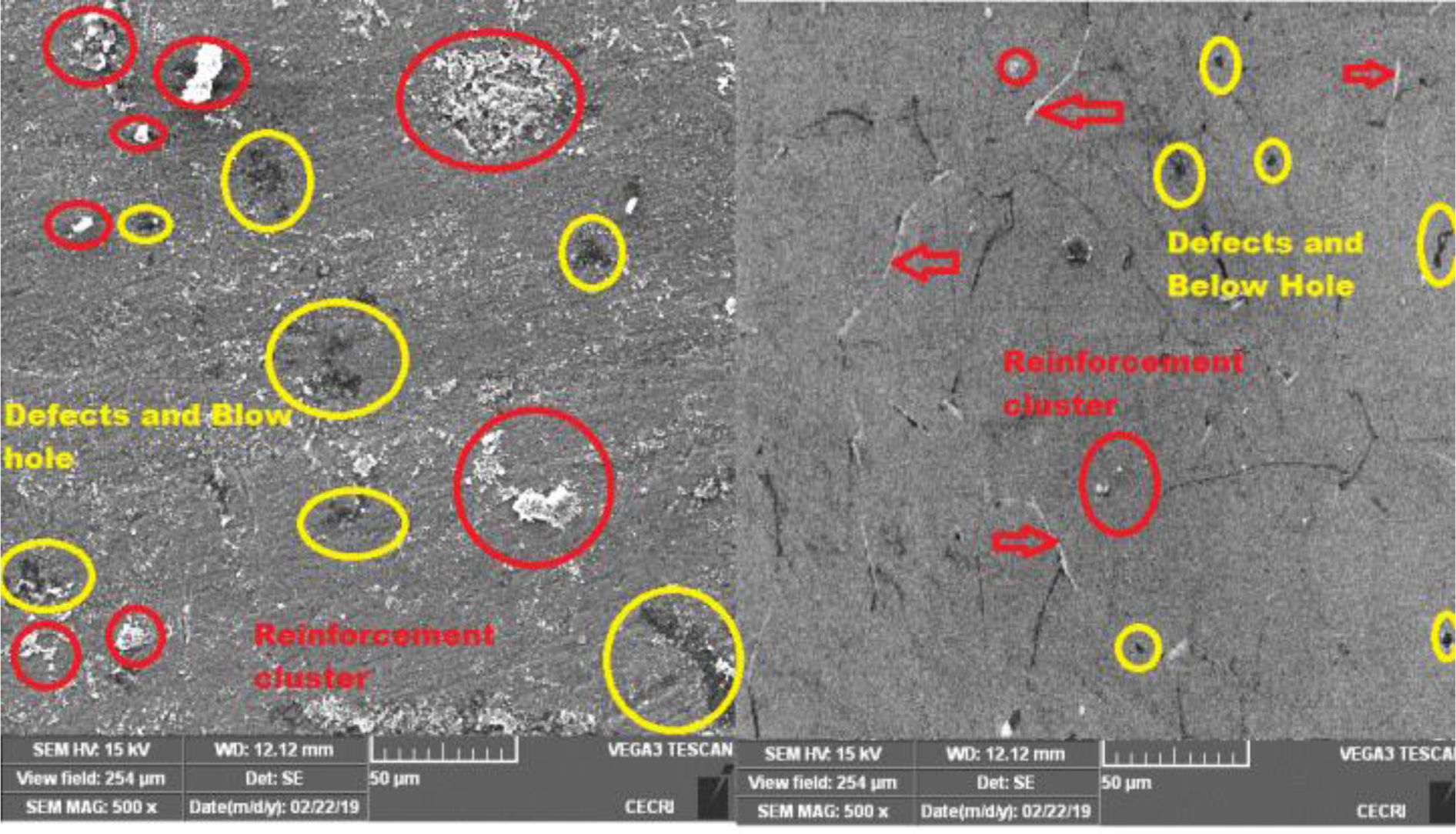
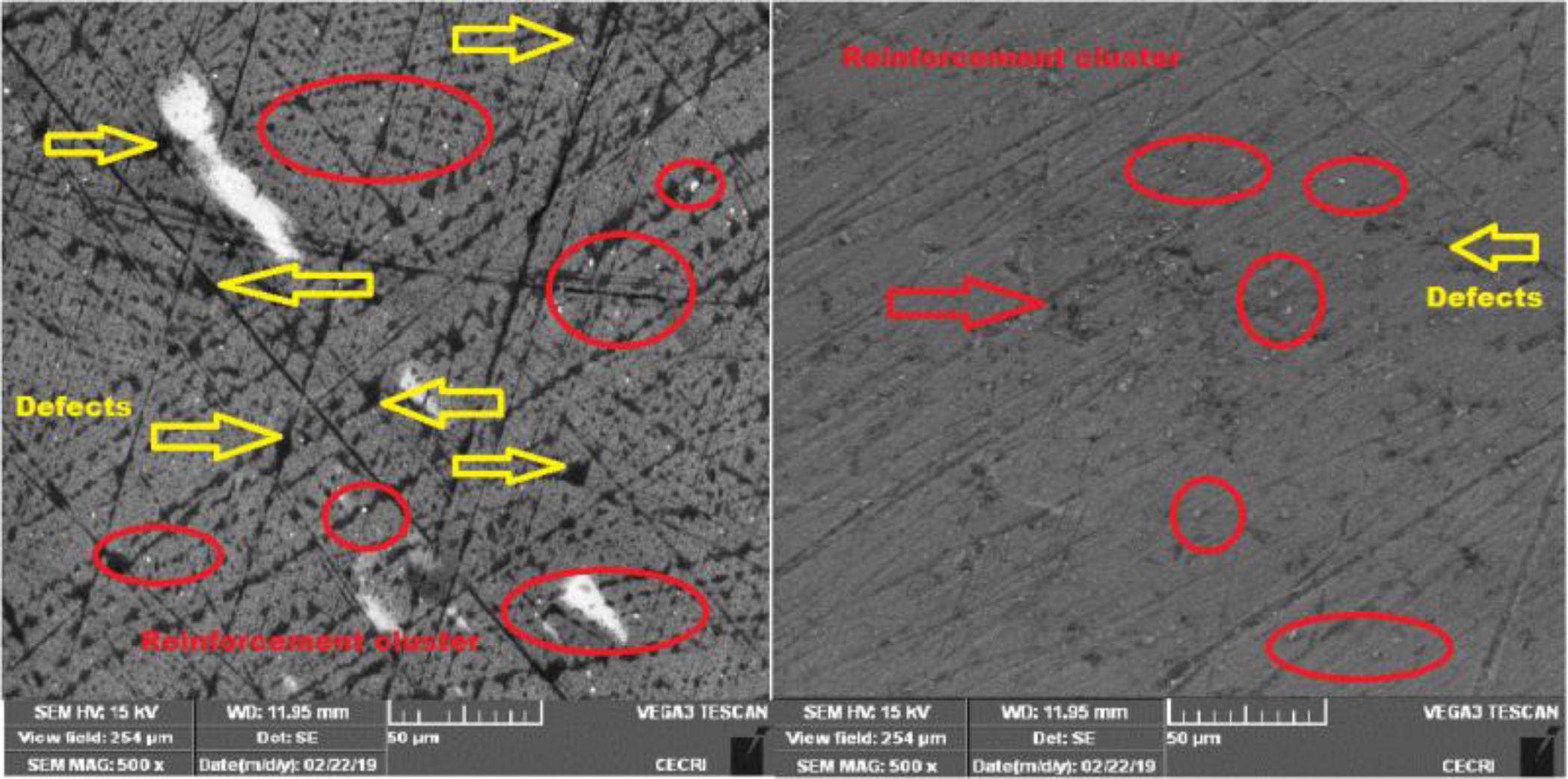
Figure 2 shows SEM morphology of AA6082 with 5 wt% of graphite (A3) and heat treated (A4). The yellow circles denote defects and blow holes, red circle and arrow indicate the cluster formation. More clusters of reinforcement particles found with normal samples whereas cluster size are reduced and particle dispersion was increased. The quantity and size of blow holes reduced with heat treated samples than normal samples. The zinc addition with AA6082 can improves the surface morphology compared with tin and graphite separately shows in Fig. 3. Size of blow holes is reduced after heat treatment process, and material distribution. In terms of hybrid composites, size of clusters and defects were reduced, also the reinforcement clusters are diffused throughout the samples during heat treatment shown in Fig. 4. This diffusing effect can increase the strength of the components [19].
Mechanical Behavior
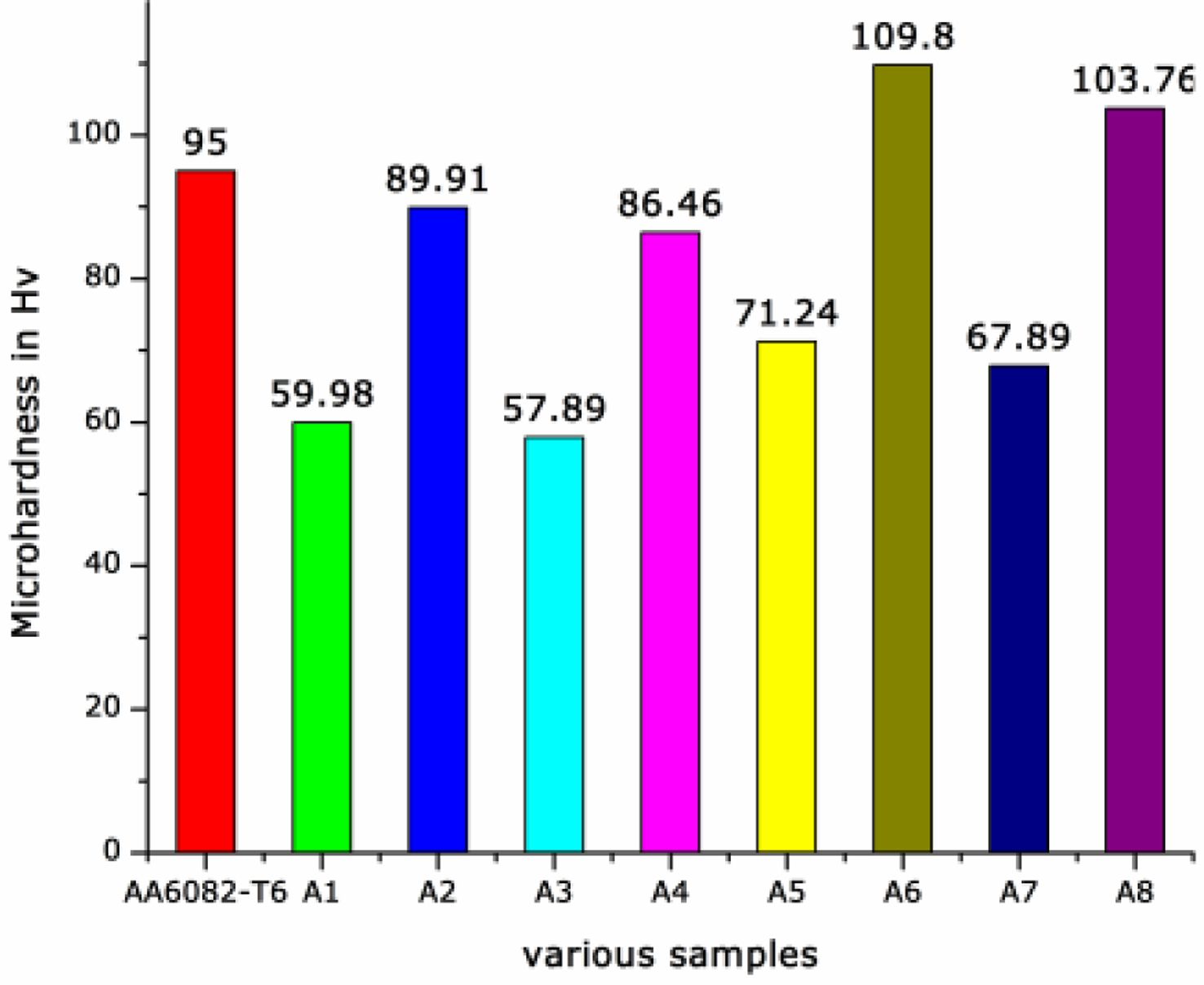
The micro hardness values are measured using vikers hardness tester, the hardness values obtained for both cast and heat treated samples from various positions. The Fig. 5 indicates that a hardness value of AA6082-T6 was about 95 Hv whereas cast aluminum metal matrix composites (AMMC) varied between 59 Hv and 71 Hv. The hardness of heat treated samples varied from 57 Hv to 109 Hv. Hardness of hybrid cast AMMC obtained as 67.89 Hv whereas heat treated produced about 103.76 Hv. From this investigation, it is clearly states that there is an increase in hardness values about 27% to 33% after heat treatment. In case of hybrid composite, addition of Zinc had resulted in significant increment of hardness values which is more than AA6082-T6. Fig. 6
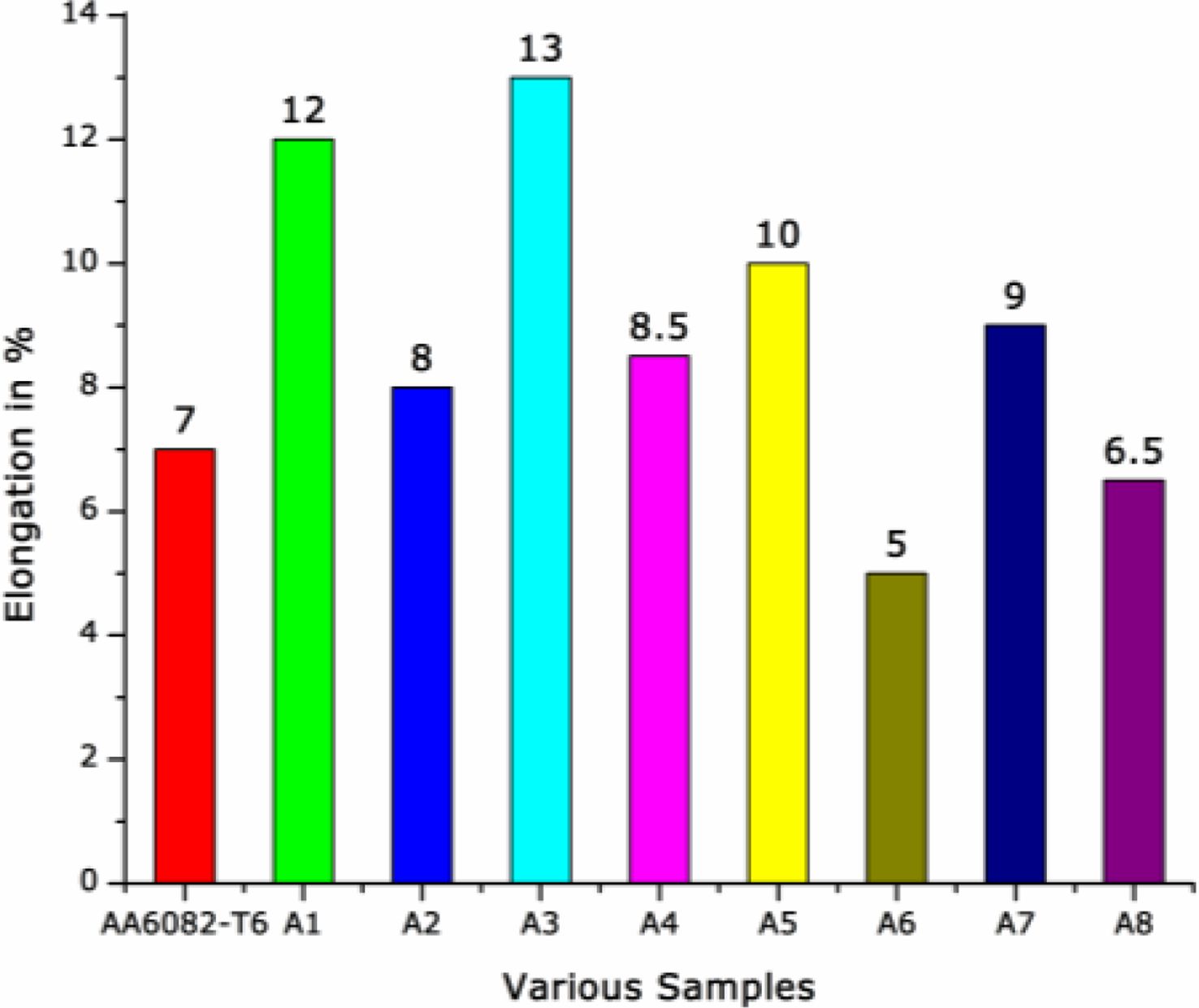
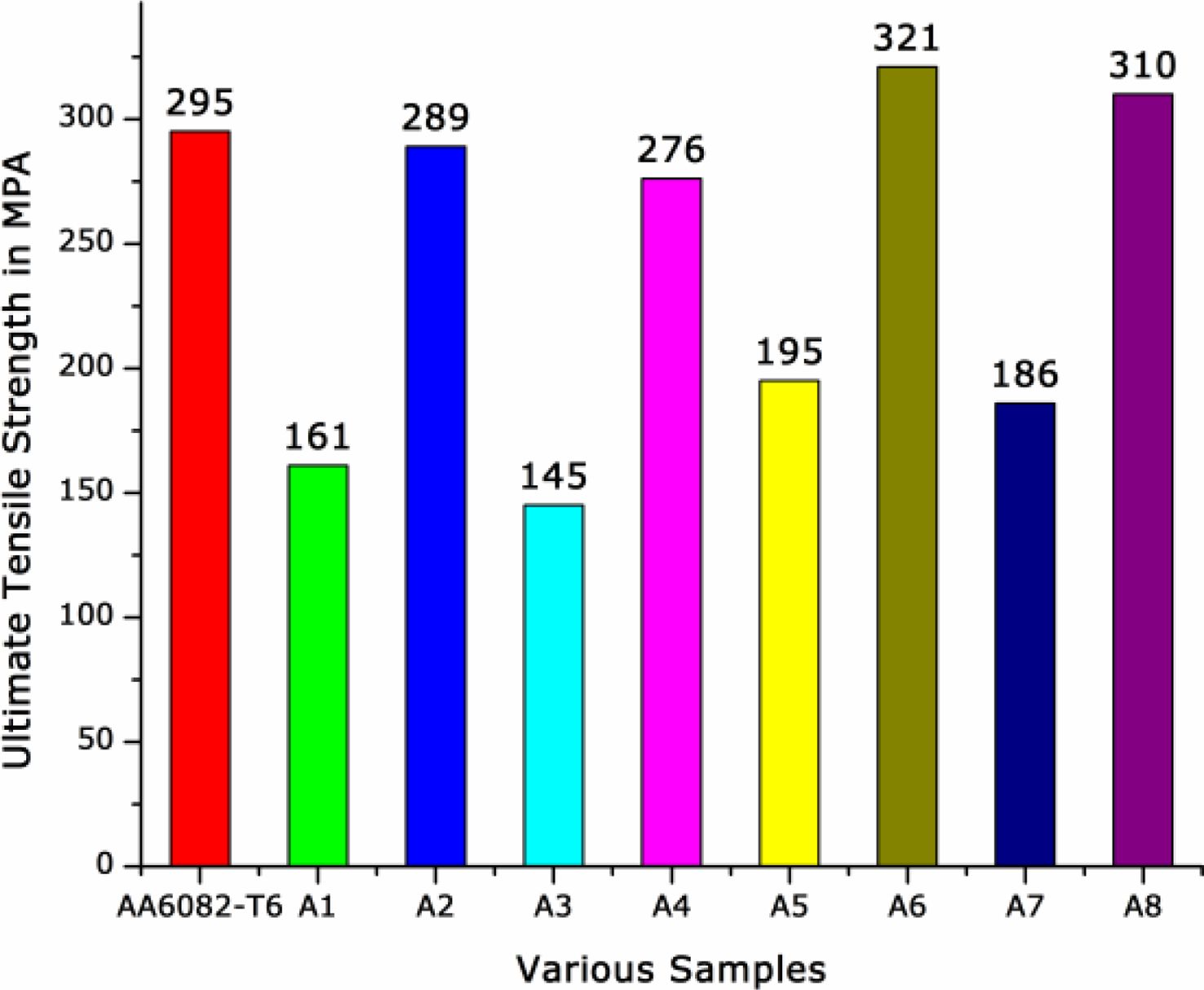
The highest UTS observed with heat treated than casted samples shown in Fig. 7, although the percentage of elongation was higher with cast samples shown in 6. When alloys are subjected to heat treated, single homogenous phase formed, followed by quenching process tends to retain the solute component in unstable state. Continued with aging and precipitation process upto 180 °C, solute atoms are rejected and formed a cluster as coherent precipitate. The strained region around coherent precipitant reduces the movements of dislocation. Due to this, the strength and hardness were increased with reduced ductility. The reduction of ductility has balanced with increment of strength (reduction in % of elongation). The lowest elongation is absorbed with heat treated AA6082+Zinc (A6) and hybrid (A8) than AA6082 T6.
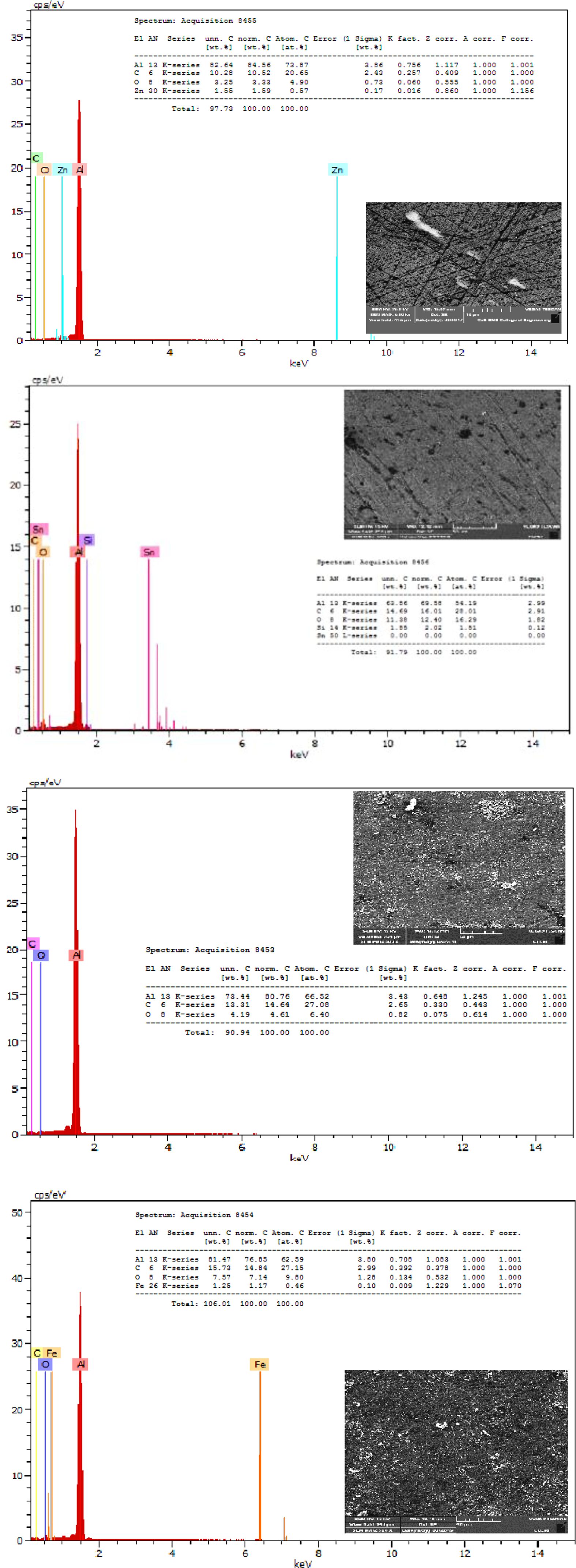
Figure 8 shows the energy dispersion analysis for all the samples to find the reinforced elemental dispersion. Fig. 8a ensures the presence of Tin particles in samples. Figure 8b, confirms that graphite particles presence in AMMC. Also Fig. 8c shows the presence of zinc reinforcement in AMMC. In the hybrid AMMC, EDX plots ensures the presence of tin, graphite and zinc particles.
Tribological Studies
Wear rate
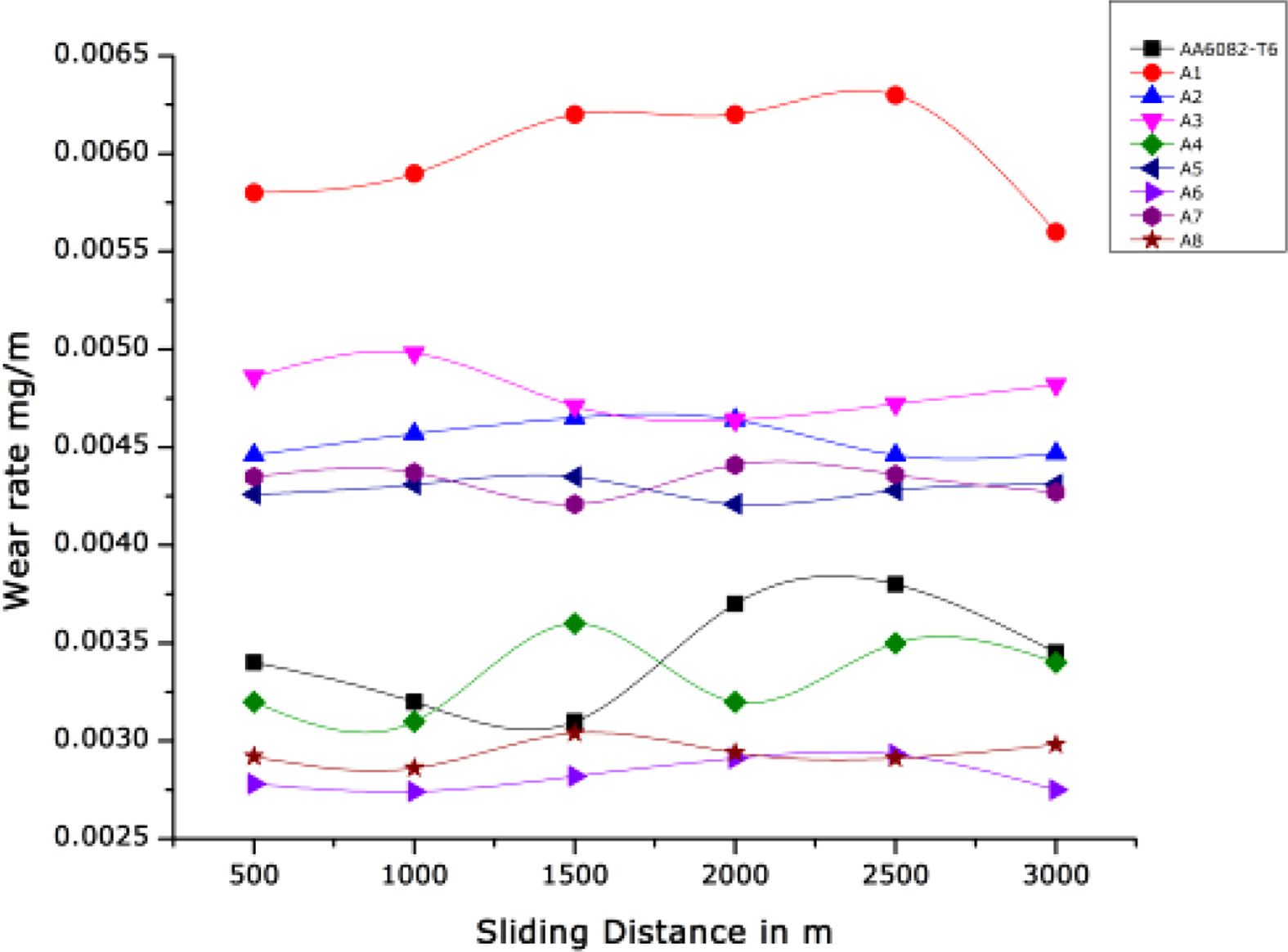
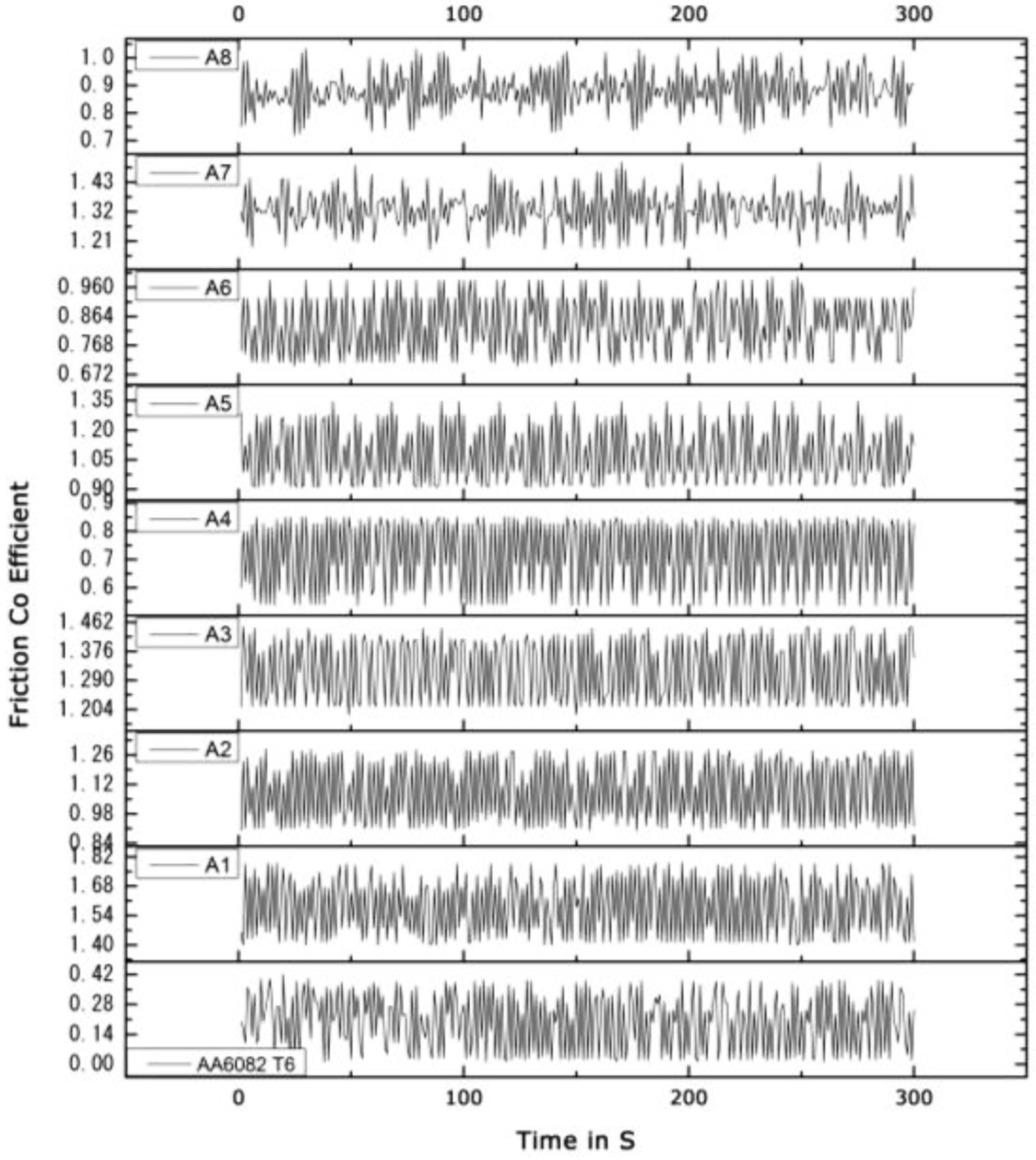
Figure 9 shows wear rate of different samples with respect to sliding distance. The wear of AA6082-T6 varied between 0.0037 and 0.0031 mg/m whereas lowest wear rate found with heat treated AA6082+Zinc (A6). Due to melting and stir casting, cast AA6082 MMC with different samples found higher than T6 heat treated. After heat treatment with all the cast AA6082 MMC, the wear rate found lowered gradually than T6 heat treatment. The lowest wear rate found with heat treated AA6082+Zinc (A6) and Hybrid AA6082 (A8) about 0.0027 and 0.0026 mg/m. Figure 10 shows that friction co efficient of all the heat treated AMMC were found lower compared to cast AMMC. Similar to wear rate, the Zinc with AMMC and hybrid AMMC have better friction resistance than AA6082 T6.
|
Fig. 1 AA6082 with 5 wt% of Tin (A1), Heat treated (A2) |
|
Fig. 2 AA6082 with 5 wt% of Graphite (A3), Heat treated (A3). |
|
Fig. 3 AA6082 with 5 wt% of Zinc (A5), Heat treated (A6). |
|
Fig. 4 AA6082 with 5 wt% of Tin, Graphite and Zinc (A7), Heat treated (A8). |
|
Fig. 5 Micro hardness |
|
Fig. 6 Elongation. |
|
Fig. 7 Ultimate Tensile Strength |
|
Fig. 8 EDX Analysis. |
|
Fig. 9 Wear rate |
|
Fig. 10 Friction co efficient. |
In this presented research, AA6082 MMC with different reinforcements was casted and heat treated under T6 environment. The mechanical properties such as micro hardness and tensile strength were found lower un heat treated smaples than heat-treated and AA6082 T6. After treatment, mostly all the mechanical and microstructural properties were improved, especially heat-treated AA6082+Zinc (A6) and AA6082+hybrid MMC (A8). The microhardness was improved up to 14.8 Hv and 8.6 Hv for A6 and A8 respectively than AA6082 T6. The UTS was found to be increased up to 27 MPA and 15 MPA for A6 and A8 respectively than AA6082 T6. The elongation and wear rate were reduced by 2% & 0.0012 mg/m and 0.5% & 0.0014 mg/m for A6 and A8 respectively than AA6082 T6. In SEM analysis, the grain size was reduced and found improved materials dispersion throughout samples. It can help to increase the mechanical properties. The friction and wear analysis revels that addition of zinc separately and hybrid (Tin, graphite and Zinc) with AA6082 under heat treatment elevate the friction and wear resistance than AA6982 T6. From this analysis, heat treatment among all the mentioned samples improves strength and wear resistance properties than AA8062 T6. Applying these materials and heat treatment on automotive piston materials can improves the piston life and its performances.
- 1. S. Manasijevic, Pistons for SUS engines, monography (2009). print: Bureau for Graphic Engineering of the Faculty of Technology and Metallurgy University of Belgrade. Belgrade: LOLA Institute, ISBN 978-86-912177-0-9; 2009.
- 2. G. Singh and S. Goyal, Proc. Inst. Mech. Eng., Part L 232 (2018) 952-964.
-

- 3. A. Thangarasu, R. Mohankumar, N. Murugan, P. Thangapandi, Emerging Mater. Res. 3 (2014) 123-129.
-
- 4. C. Kalra, S. Tiwari, A. Sapra, S. Mahajan, P. Gupta, J. Mater. Environ. Sci. 9[7] (2018) 1979-1986.
- 5. C.A.V. Kumar, J.S. Rajadurai, and S. Sundararajan, J. Mater. Res. 31[16] (2016) 2445-2456.
-
- 6. L. Lu, M.O. Lai, Y. Su, H.L. Teo, and C.F. Feng, Scripta Materilia 45 (2001) 1017-1023.
-
- 7. A. Shafiei-Zarghani, S.F. Kashani-Bozorg, and A. Zarei-Hanzaki, Wear 270 (2011) 403-412.
-
- 8. G. Singh, S. Lap-Ip Chan, N. Sharma, J. Braz. Soc. Mech. Sci. Eng. 40 (2018) 310.
-
- 9. G.S. Saini and S. Goyal, Nano Hybrids and Composites 16 (2017) 26-29.
-
- 10. P. Sharma, D. Khandujaa, and S. Sharma, J. Mater. Res. Technol. 5[1] (2016) 29-36.
-
- 11. R. Palanivel, I. Dinaharan, R.F. Laubscher, and J. Paulo Davim, Mater. Design 106 (2016) 195-204.
-
- 12. P. Sharma, D. Khanduja, and S. Sharma, J. Mater. Sci. 2[4] (2015).
- 13. P. Sharma, K. Paliwal, V. Dabra, S. Sharma, N. Sharma, and G. Singh, Aust. J. Mech. Eng. (2020).
-
- 14. A. Kanakaraj, R. Mohan, and R. Viswanathan, J. Ceram. Process. Res. 23[3] (2022) 268-277.
-
- 15. A.B. J.-H. Lee and H.-K. Park, J. Ceram. Process. Res. 22[5] (2021) 590-596.
-
- 16. M. Manoj, G.R. Jinu, T. Muthuramalingam, and R. Leo Bright Singh, J. Ceram. Process. Res. 22[4] (2021) 475-481.
-
- 17. J. Umar Mohamed, P.L.K. Palaniappan, P. Maran, and R. Pandiyarajan, J. Ceram. Process. Res. 22[3] (2021) 306-316.
-
- 18. I. Topcu, J. Ceram. Process. Res. 22[3] (2021) 276-282.
-
- 19. R. Srinivasan, B. Suresh Babu, P. Prathap, Ruban Whenish, R. Soundararajan, and G. Chandramohan, J. Ceram. Process. Res. 22[1] (2021) 16-24.
-
 This Article
This Article
-
2023; 24(1): 120-126
Published on Feb 28, 2023
- 10.36410/jcpr.2023.24.1.120
- Received on Jul 1, 2022
- Revised on Oct 21, 2022
- Accepted on Oct 26, 2022
Services
Shared
Correspondence to
- C. Ramesh
-
Department of Mechanical Engineering, M. Kumarasamy College of Engineering, Karur-639113, India
Tel : +919994815477 - E-mail: mkcecramesh@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr