





- Sintering technology and properties of sponge city permeable bricks prepared from electrical porcelain waste
Yue Liua, Yun Xianga, Jieguang Songb,*, Dongliang Zhanga, Hongbin Wena and Yuzhen Wanga
aKey Laboratory for Industrial Ceramics of Jiangxi Province, Pingxiang University, Pingxiang 337055, China
bKey Laboratory of New Processing Technology for Nonferrous Metal & Materials, Ministry of Education, Guilin University of Technology, Guilin 541004, ChinaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
The generated electric porcelain waste increases with the rapid development of the electric porcelain industry. Unreasonable utilization results in the waste of resources and environmental pollution. However, at present, many coal gangues and fly ashes are wasted and underutilized in my country. In this paper, electric porcelain waste is used as the main raw material, and its sintering temperature, holding time, and heating rate are discussed to study the performance of the permeable brick prepared from electric porcelain waste. Results show that with the increase in sintering temperature, the porosity and water permeability coefficient of permeable bricks decrease, and their volume shrinkage rate and compressive strength show an increasing trend. Furthermore, porosity decreases with the increase in holding time. The volume shrinkage rate and compressive strength increase, and the water permeability coefficient decreases. The volume shrinkage rate of the permeable brick decreases, and its porosity, water permeability coefficient, and compressive strength increase with the heating rate. Combined with the comprehensive consideration of the porosity, volume shrinkage rate, water permeability coefficient, and compressive strength of permeable bricks, the best sintering process for preparing permeable bricks from electrical porcelain waste is presented with a sintering temperature of 1225 °C, holding time of 1 h, and heating rate of 6 °C/min. The porosity of the prepared permeable brick is 79.5%, the volume shrinkage rate is 25.79%, the water permeability coefficient is 2.82×10-2 cm/s, and the compressive strength is 5.79 MPa
Keywords: Electric porcelain waste, Sintering technology, Permeable brick, Compressive strength, Permeability coefficient
Electric porcelain materials are made of aluminosilicate raw materials, such as clay, feldspar, and quartz, and are fired at high temperature. They are mainly inorganic insulating materials with a certain shape and includes many insulating parts, such as circuit electric porcelain. As a basic and important device in the electric power industry, electric porcelain plays an important role in the field of equipment manufacturing and is the basic industry of the national economy [1-3]. In recent years, the rapid development of my country’s industry and agriculture has led to the rapid increase in the use of low-voltage electrical porcelain. According to the statistics from the State Grid, the consumption of low-voltage electric porcelain in my country is three to five times that of high-voltage electric porcelain [4-6].
In the production of electric porcelain materials, every production process will generate electric porcelain wastes, especially in the process of forming, drying, and firing of such materials. Furthermore, deformation, cracks, under-firing or over-burning of the porcelain blanks will cause defects in the electric porcelain materials. Not satisfying the standard results in the wastage of electrical porcelain [7, 8]. The rapid development of the electric porcelain industry has produced a large amount of electric porcelain waste, the research and utilization of electric porcelain waste is imminent [9-11].
The ever-accelerating urban development has covered the original land in the city with reinforced concrete, which prevents rainwater from infiltrating into the ground quickly, causing serious problems, such as urban waterlogging. To alleviate this situation, the permeable brick plays an important role in the sponge city concept [12, 13]. It is of great significance for the resource utilization of electric porcelain waste and in saving resources and protecting the environment to prepare permeable bricks with electric porcelain waste by ball milling. In this paper, electric porcelain waste is used as raw material, and the sintering temperature, holding time, and heating rate of electric porcelain waste for preparing permeable bricks affect the porosity, water permeability coefficient, compressive strength, and other properties of electric porcelain waste permeable bricks. Subsequently, the sintering process parameters are optimized. References for the preparation of permeable bricks must be provided.
The electric porcelain waste is crushed with a jaw crusher to obtain electric porcelain waste materials mixed with particles of different sizes and powders and then sieved through an 8-mesh screen to obtain fine granular materials with a particle size of less than 2360 µm. A small amount of powder was obtained for material composition analysis, and Bruker S8 TIGER X-ray fluorescence spectrometer was used to analyze its chemical composition. The results are shown in Tab. 1, and Bruker D8 Advance XRD was used to analyze the electrical porcelain waste phase. Fig. 1 shows that the electric porcelain waste is mainly composed of alumina, mullite, and quartz. A total of 85% electric porcelain waste, 2% sodium dodecyl sulfonate, and 5% calcium oxide was used as the main raw material, pore-forming agent, and sintering aid, and mix with 8% kaolin as binder, respectively. The water–material ratio is 0.9, and the wet grinding and foaming are performed for 4 hours to obtain a slurry. Subsequently, grouting, molding, and drying were conducted to obtain a permeable brick body. The green body is analyzed thermally, and the sintering temperature of the green body is judged by measuring the thermal comprehensive curve by NETZSCH STA 449 F3 DSC-TG. According to the test method of permeable bricks in GB/T25993-2010 “permeable pavement bricks and permeable road panels,” the water permeability coefficient of the permeable bricks was tested, and the apparent porosity of the samples was measured by the Archimedes drainage method to characterize the porosity of the permeable bricks. Shimadzu AG-IC electronic universal testing machine was used to test the mechanical strength of permeable bricks, and Hitachi SU8010 field emission scanning electron microscope was used to observe the permeable brick microstructure.

|
Fig. 1 XRD pattern of electrical porcelain waste. |
Influence of sintering temperature on the properties of electric porcelain waste permeable bricks
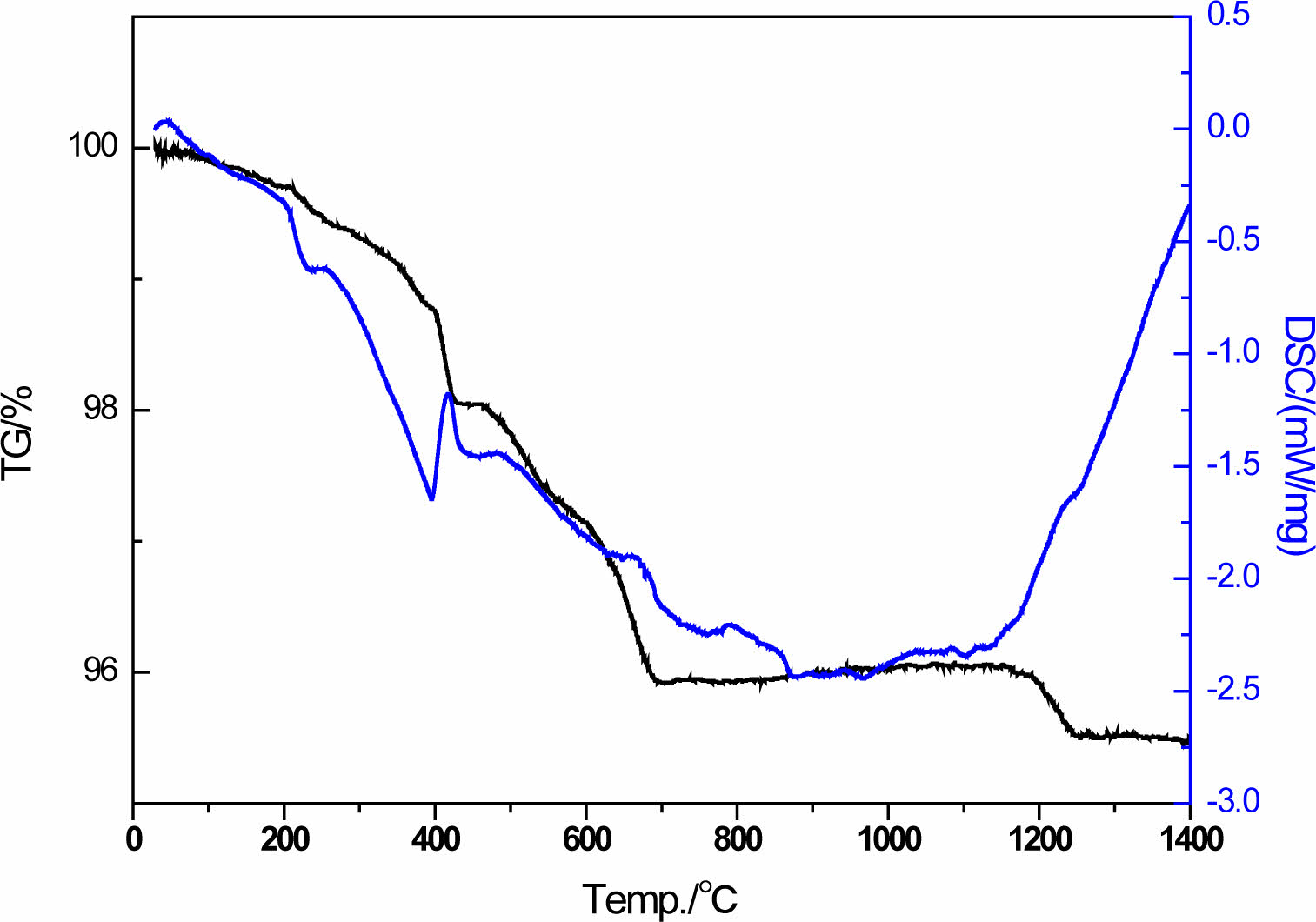
To determine the thermal properties of the billet, the sintering temperature range was determined preliminarily, and the formed and dried billet was subjected to a comprehensive thermal analysis. The results are shown in Fig. 2. In Fig. 2, when the temperature is increased by approximately 400 °C, water evaporation loss in the sample becomes obvious, thereby resulting in a continuous decrease in quality. The raw material decomposes between 417.5 °C and 996.2 °C. After 996.2 °C, it is mainly an endothermic reaction, and a sudden change in the peak value was observed at 1141.7 °C, and the sintering temperature can be determined by analysis when above 1141.7 °C is reached. From this preliminary analysis, the firing system is determined, and then isogradient sintering is carried out.
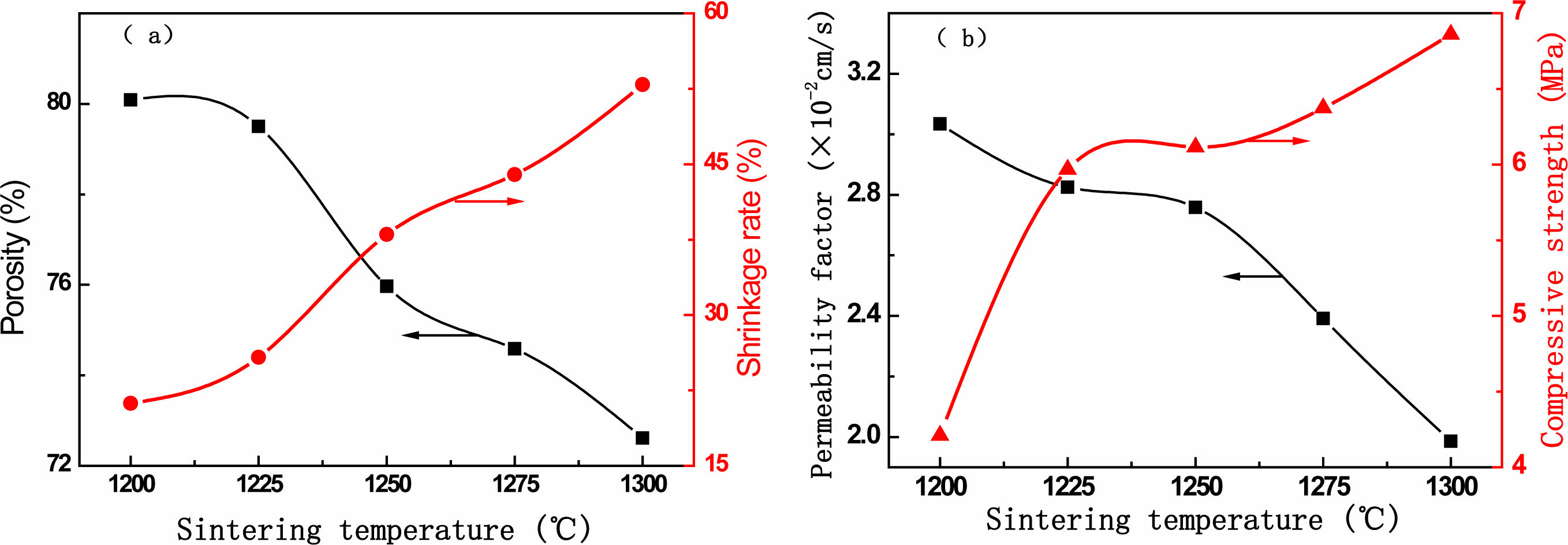
Fig. 3 shows the effect of a heating rate of 6 °C/min, holding time of 1 h, and sintering temperature on the performance of permeable bricks. Fig. 4 shows the surface morphology of permeable bricks. Fig. 5 shows the microstructure of permeable bricks. Fig. 3(a) shows that with the increase in sintering temperature, porosity decreases, and the volume shrinkage rate increases. Fig. 3(b) shows that with the increase in sintering temperature, the water permeability decreases, and the compressive strength increases. As the sintering temperature increases, the diffusion coefficient inside the particles, which promotes the disappearance of the internal defects of the permeable brick or the increase of the sintering neck, rises continuously, thereby resulting in a high degree of densification of the sample, an increase in the volume shrinkage rate, and a decrease in the porosity. The permeability coefficient decreased [12-14].
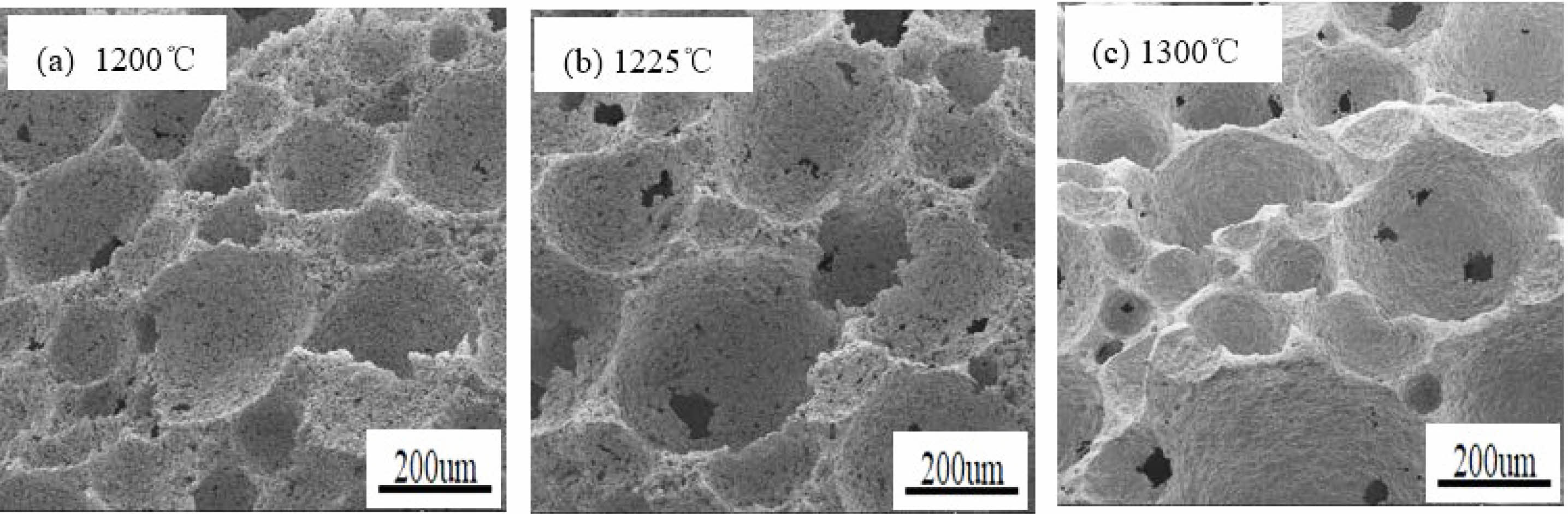
Fig. 4 illustrates a large number of pores on the surface of the permeable bricks prepared at different sintering temperatures. Thus, the porosity and water permeability coefficient are relatively high, but the permeable bricks sintered at 1300 ℃ have cracking phenomenon. Cracks appeared on the surface due to the shrinkage of the interior of the sample because of excessive temperature. Therefore, the sintering temperature should not be too high.
In Fig. 5, the permeable bricks prepared at different sintering temperatures have micro-cracks and small pores on the pore walls, but many pores exist, and their sizes do not differ greatly. Thus, the porosity and water permeability coefficient are high. Fig. 5(c) shows that the pore wall of the permeable brick sintered at 1300 °C is smoother, and the surface is denser compared with the permeable brick sintered at a lower temperature. When the sintering temperature is too high, more liquid phases are observed in the green body, which increases the flow between particles in the permeable brick to a certain extent, promotes particle rearrangement, and increased the liquid phase that surrounds the aggregate particles. Under the action of capillary force, the liquid phase flows into and fills the pores, thereby making the agglomerate particles denser and forming many large sintered necks. The energy consumption is further increased due to the increment in sintering temperature. On the premise of ensuring the water permeability coefficient and considering the compressive strength and energy consumption, the optimal sintering temperature is 1225 °C.
Influence of holding time on properties of electric porcelain waste permeable bricks
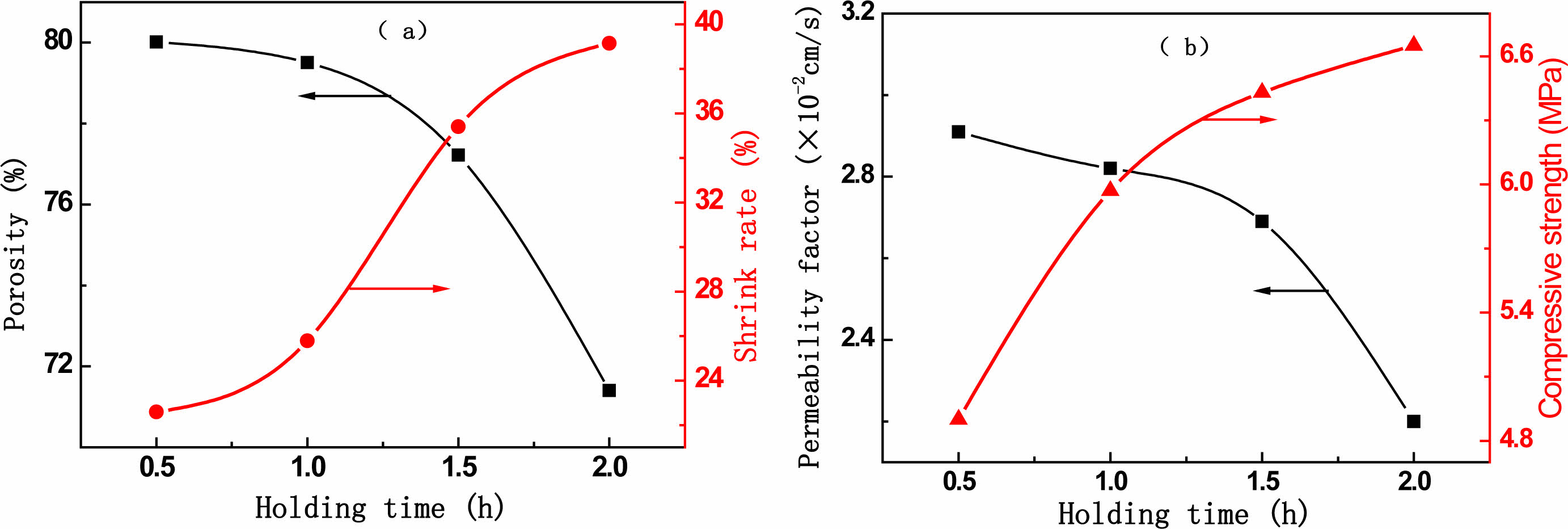
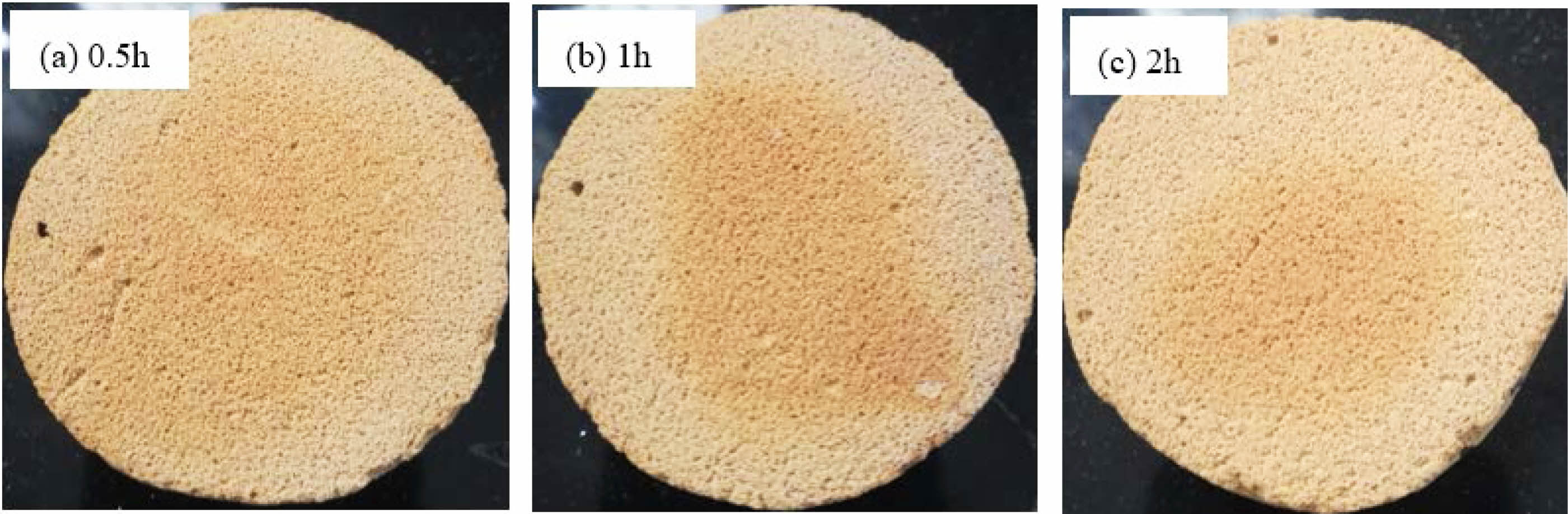
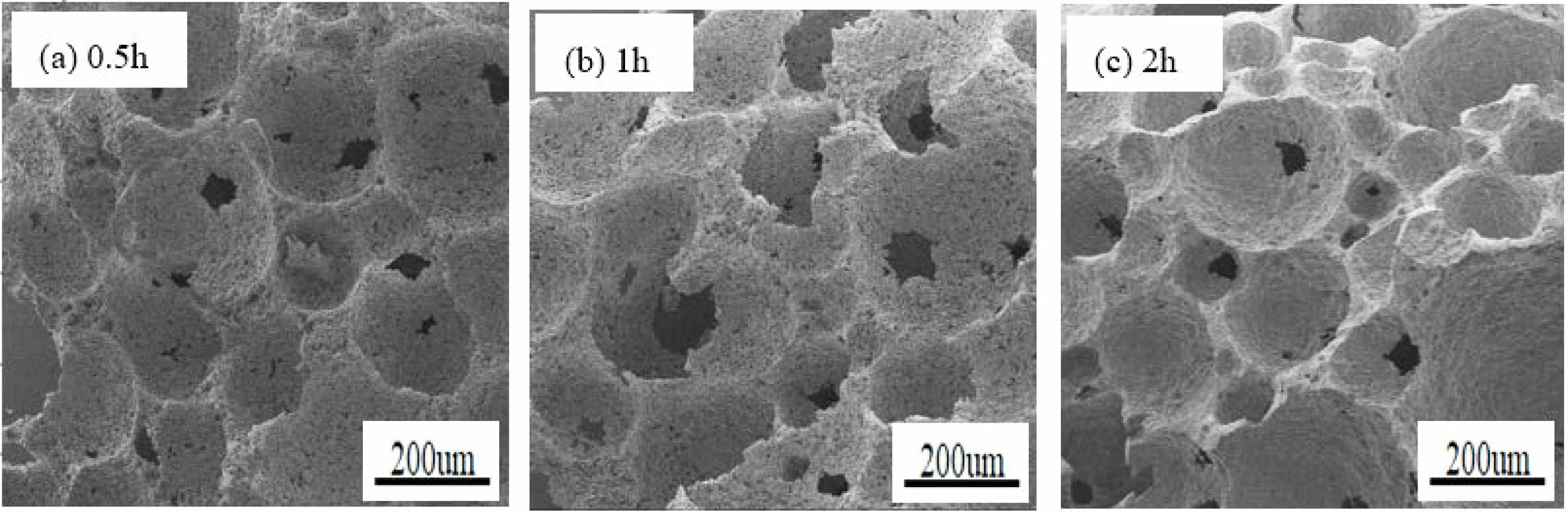
Fig. 6 shows the effects of sintering temperature of 1225 °C, heating rate of 6 °C/min, and holding time on the performance of permeable bricks. Fig. 7 illustrates the surface morphology of permeable bricks. Fig. 8 displays the microstructure of permeable bricks. Fig. 6(a) suggests that with the prolongation of holding time, the porosity of the permeable brick decreases, and the volume shrinkage rate increases. In Fig. 6(b), with the prolongation of the holding time, the permeability coefficient decreases, whereas the compressive strength is enhanced continuously. Fig. 7 depicts that the change in the holding time has minimal effect on the surface morphology of the permeable brick.
Fig. 8 shows that with the extension of holding time, the surface of the pores of the permeable brick becomes smoother. The main reason for this phenomenon is that under the same high-temperature conditions, with the extension of the holding time, the liquid in the phasor keeps increasing, thus, the pores are further filled by the liquid phase [15, 16], and the pores are no longer connected, thereby resulting in a decrease in the porosity of the permeable brick, an increase in the volume shrinkage rate, and a decrease in the water permeability coefficient. At the same time, the excess liquid phase is conducive to the increase in the density of the green body, and the compressive strength of the permeable brick is improved to a certain extent. Excessive heat preservation time will not only increase energy consumption but also have a greater impact on the water permeability of permeable bricks. Therefore, under the premise of ensuring the water permeability coefficient, combined with comprehensive consideration of porosity, volume shrinkage, compressive strength, and energy consumption, the thermal insulation is determined. The preferred time is 1 h.
Influence of heating rate on properties of electric porcelain waste permeable bricks
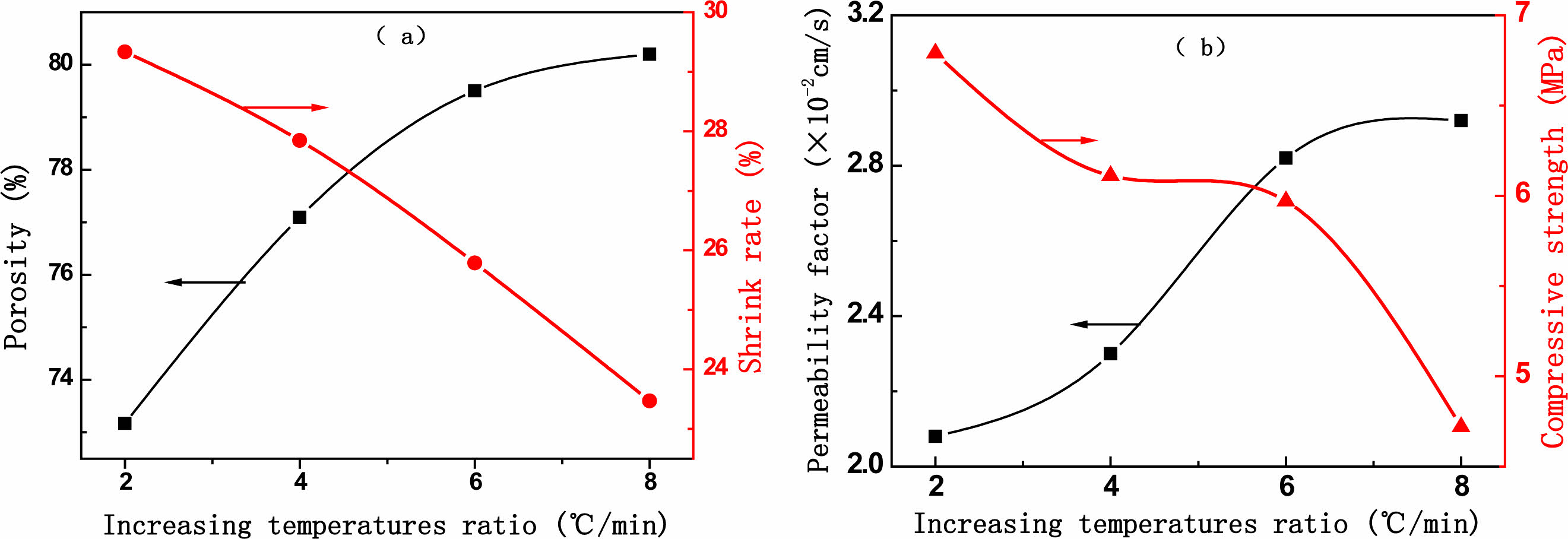
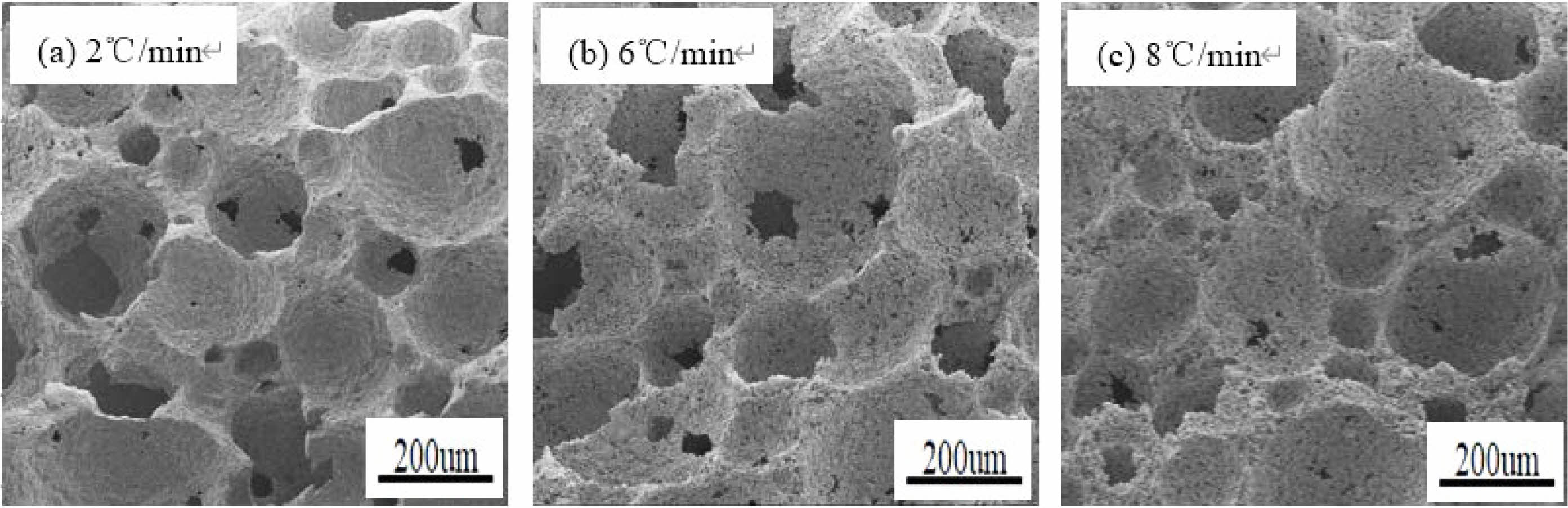
Fig. 9 shows the effect of sintering temperature of 1225 °C, holding time of 1 h, and heating rate on the performance of permeable bricks. Fig. 10 demonstrates the surface morphology of permeable bricks. Fig. 11 displays the microstructure of permeable bricks. Fig. 9(a) shows that as the heating rate increases, the porosity rises and the volume shrinkage decreases. Fig. 9(b) shows that with the increasing heating rate, the water permeability rises gradually, whereas the compressive strength decreases continuously. Fig. 10 displays that the change in the heating rate has a minimal effect on the surface morphology of the permeable brick.
Fig. 11 depicts that as the heating rate increases, the number and size of pores in the permeable brick do not differ greatly, but the surface of the pores becomes rougher, because the slower the heating rate is, the longer the sintering time will be, and the more fully the particles move in the green body [17-19]. The more sufficient the volume diffusion, surface diffusion, and grain boundary diffusion of the green body are, the denser the green body is, and the porosity and permeability coefficient are reduced. However, if the heating rate is too fast, the amount of liquid phase produced at high temperature is small, and the aggregate particles cannot be completely surrounded, the density of the sample decreases, and the compressive strength decreases. Therefore, considering the four aspects of preparation period, porosity, water permeability coefficient, and compressive strength, the heating rate of 6 °C/min is better.
Table 1
|
Fig. 2 Comprehensive thermal analysis results of the samples. |
|
Fig. 3 Effect of sintering temperature on the properties of permeable bricks. |

|
Fig. 4 Surface morphologies of permeable bricks prepared at different sintering temperatures. |
|
Fig. 5 Microstructure of permeable bricks prepared at different sintering temperatures. |
|
Fig. 6 Influence of holding time on performance of permeable bricks. |
|
Fig. 7 Surface morphology of permeable bricks prepared with different holding time |
|
Fig. 8 Microstructure of permeable bricks prepared with different holding time. |
|
Fig. 9 Effect of heating rate on performance of permeable brick. |

|
Fig. 10 Microstructures of permeable bricks prepared at different heating rates. |
|
Fig. 11 Microstructures of permeable bricks prepared at different heating rates. |

The effects of sintering temperature, heating rate, and holding time on the properties (e.g., porosity, volume shrinkage, water permeability coefficient, and compressive strength) of the prepared permeable bricks were investigated by using electric porcelain waste as raw material. The main conclusions are drawn as follows. With the increase in sintering temperature, the porosity of the permeable brick decreases, the volume shrinkage rate increases, the water permeability coefficient gradually decreases, and the compressive strength shows an increasing trend. With the increase in holding time, the porosity decreases, and the volume shrinkage rate increases. With the increase in heating rate, the porosity of the permeable brick increases, the volume shrinkage rate decreases, the water permeability coefficient increases, and the compressive strength gradually decreases. Combined with the comprehensive consideration of the porosity, volume shrinkage, water permeability coefficient, and compressive strength of permeable bricks, the best sintering process for preparing permeable bricks from electrical porcelain waste is a sintering temperature of 1225 °C, holding time of 1 h, and heating rate of 6 °C/min. The prepared permeable brick has a porosity of 79.5%, a volume shrinkage of 25.79%, a water permeability coefficient of 2.82×10−2 cm/s, and a compressive strength of 5.79 MPa.
The authors are thankful for the financial support provided by the Open Found of Key Laboratory of New Processing Technology for Nonferrous Metal & Materials, Ministry of Education, Guilin University of Technology (No. 22KF-01), the Key Science and Technology Found of Education Department of Jiangxi Province, China (No. GJJ202701), the Open Found of Guangxi Key Laboratory of New Energy and Building Energy Saving, China (No. 2019-J-22-7), and the Science and Technology Found of Education Department of Jiangxi Province, China (No. GJJ212710).
- 1. Y.X. Gong, Adv. Ceram. 2 (2016) 145-149.
- 2. Z. Pu, Y. Xiong, T. Wu, Elect. Power Syst. Res. 173 (2019) 48-55.
-

- 3. J.W. He, A.Q. Ma, J. Mater. Sci. Eng. 1 (2016) 123-126.
- 4. Q. Wang, Q.Y. Du, Q.H. Yao, Non-Metallic Mine. 38 (2015) 31-33.
- 5. K. Zahra, M. Davood, Const. Build. Mater. 195 (2019) 218-230.
- 6. K. Kim, B. Moon, D. Kim, J. Mater. Res. Tech. 9 (2020) 9777-9783.
-
- 7. R.H. Wang, A.X. Chen, C. Yang, Key Eng. Mater. 861 (2020) 233-237.
-
- 8. K.S. Vinoth. M.N. Mansari, S. Begum, Mater. Today: Proc. 29 (2020) 123-126.
-
- 9. J.G. Song, X.Q. Yang, P. Chen, J. Ceram. Process. Res. 22 (2021) 283-288.
-
- 10. H.J. Liu, Iron Steel Vanad. Titan. 42 (2021) 100-105.
- 11. M. M. Salman, H. T. Nhabih, J. Ceram. Process. Res. 21 (2020) 371-377.
-
- 12. J.G. Song, Y. Liu, X.Q. Yang, J. Ceram. Process. Res. 22
- 13. A.X. Chen, C. Yang, R.H. Wang, Key Eng. Mater. 861 (2020) 228-232.
-
- 14. E. R. Range, H. B. Ramireza, J. Ceram. Process. Res. 5 (2004) 58-63.
- 15. Y. Liu, L. Chen, J.G. Song, Key Eng. Mater. 861 (2020) 238-243.
-
- 16. L.T. Wei, Y.F. Wu, J. Ceram. Proc. Res. 20 (2019) 216-221.
-
- 17. Q. Wang, Y. Xiong, J.G. Song, J. Pingxiang Univ. 36 (2019) 106-112.
- 18. R. M. Sachanandania, S. J. Lombardo, J. Ceram. Process. Res. 12 (2011) 115-121.
- 19. W.N. Zhang, X.H. Wang, L.F. Wang, Powder Metal. Tech. 37 (2019) 220-224.
- 20. J.G. Song, Y. Liu, C.X. Wu, J. Ceram. Process. Res. 21 (2020) 21-25.
-
 This Article
This Article
-
2022; 23(6): 839-844
Published on Dec 31, 2022
- 10.36410/jcpr.2022.23.6.839
- Received on May 3, 2022
- Revised on Jul 3, 2022
- Accepted on Aug 12, 2022
Services
- Abstract
introduction
experimental materials and methods
results and discussion
conclusion
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Jieguang Song
-
Key Laboratory of New Processing Technology for Nonferrous Metal & Materials, Ministry of Education, Guilin University of Technology, Guilin 541004, China
Tel : +86 799 6338787 Fax: +86 799 6682171 - E-mail: 45102808@qq.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr