





- Experimental investigation and optimization of welding process parameters during friction stir welding of AA1100 using response surface methodology
Girimurugan Ra, Bensamraj Jb,* and Karthick Sc
aDepartment of Mechanical Engineering, Nandha College of Technology, Perundurai, Tamil Nadu 638052, India
bDepartment of Mechanical Engineering, Muthayammal Engineering College, Rasipuram, Tamil Nadu 637408, India
cDepartment of Mechanical Engineering, AVS College of Technology, Salem, Tamil Nadu 636106, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
The friction stir welding of AA1100 aluminium alloy is experimentally investigated and analysed in this work. The weld quality of FSW is analysed and optimized for the welding process parameters such as weld speed, tool rotational speed, tool pin geometry and axial load in this work. The tensile strength of the welded specimen is considered as the response and response surface methodology is used here to establish a relationship between the factors and the response. In this work a mathematical model using the multiple regression equations for friction stir welded aluminium plates are established and analysed using ANOVA. It is observed that the tool pin shape with square geometry contributes to higher tensile strength when compared to the other tool pin profiles. Also it is seen that as the feed and axial load increases there is an increase in tensile strength of the welded specimen
Keywords: Aluminium Alloy, AA1100, Tensile strength, Tool rotational speed, Response surface methodology
In development of Friction stir welding, the design of tool profile was extendedly reviewed by several re- searchers. The critical overview of FSW of aluminum alloys and the process of welding is demonstrated [1]. The FSW effect on aluminium matrix composites and the microstructure, tool wear on aluminium matrices due to presence of reinforcement materials are described [2]. The FSW tools such as tool materials, geometry, withstand of load, and cost are also important input parameters, and different type of tool profiles are modified to study the microstructure and mechanical properties of joints [3]. The numerical optimization of friction stir welding and its challenges are investigated [4]. Studies on development of mathematical analysis of FSW are conducted and it is reported that accurate and reliable numerical analysis of FSW is difficult task because of different combination of factors influenced by joints [5]. Trial and error methods and hands-on experience based selection do not produce sound joints. Therefore the researchers focus on optimization technique which is applied to control the input parameters becomes essential. This work analyzes the weld parameters using different optimization research methodologies such as Taguchi method, response surface methodology. The relationship between process parameters and responses are established and discussed the conditions favoring maximum weld strength and minimum corrosion level for pure aluminum alloy [6]. The microstructure of the weld zone and tensile, hardness impact changes with respect to the controls on rotating speed and welding speed are investigated [7].
Better material flow will produce the sound weld when threaded pin profile tool is used in the process of FSW. It is also observed that this pin produces no defects in the stir zone. In addition fine grain size obtained and it increases the tensile strength and TMAZ and HAZ regions size are reduced [8]. FSW using Response surface methodology technique and the relationship between the process parameters and response are established [9]. The results indicated that high tensile strength and percentage of elongation was obtained from hexagonal tool pin, while the usage of conical tool pin produces the low tensile strength and elongation. The FSW process for the dissimilar aluminum alloy are investigated and developed statistical model using Response surface methodology to predict the parameters such as rotational speed, traverse speed, axial load and responses identical weld strength, yield strength, and percentage of elongation [10].
The Grey Relation Analysis (GRA) and Technique Order Preference by Similarity to Ideal Solution (TOPSIS) for optimizing the process parameters and independent variables are applied [11]. Results from the both optimi- zation techniques gave the same optimum conditions. The dissimilar weld for Al-Br using Taguchi method are investigated [12]. L9 orthogonal array is used to develop the model. It is reported that the rotational speed is highly influencing parameter and it affects the weld sound to a great extent. The FSW process using Taguchi method is experimented and the influence of signal to noise ratio on the weld parameters on the weld strength producing the optimum welding process parameters are examined and it is reported that weld strength is improved around 47.7% compared to initial welding conditions [13].
Several studies to avoid the defect from weld surface, through the image pyramid and image reconstruction technique are conducted [14]. Using this procedures different type of defect was found alike groove, cracks, key hole and this analysis helps to improve the weld strength. The welding of aluminum/aluminum and aluminum/copper plates with the help of FSW process are investigated [15]. It is observed that tensile strength is increased at specific level after that it will decrease when the high friction pressure and frictional time is given to the test pieces. The weld quality of FSW is analysed and optimized the process parameters such as weld speed, tool rotational speed, pin shoulder diameter and plugging depth of magnesium alloy using the Taguchi technique with GRA analysis [16]. Dissimilar material is placed between the aluminium alloys and welded together by FSW are investigated for its effec- tiveness [17]. The mechanical properties are analysed as per the process parameters after the FSW. The FSW for dissimilar metals AA6082 and AA5754 are investi- gated and orthogonal array is used to conduct 27 ex- periments and grey relational analysis is used for multi objective optimization and selection of optimum drilling parameters [18-19]. The importance of tungsten carbide based tool pin on the microstructure and mechanical properties of AA1100 FSW process is investigated and analysed [20]. The mechanical and metallurgical behavior in friction stir welding ofAA5052-H32 and AA5083-H111 aluminium alloys are investigated [21]. Several optimization techniques such as genetic algorithm, taguchi technique etc., are used for the determination of optimum welding process parameters for friction stir welding process [22-23]. The several optimization techniques such as Response surface methodology, Taguchi technique, Grey relational analysis are used by the researcher for the optimization of the process parameters [24-27].
In this work the friction stir welding of AA1100 aluminium alloy is carried out. The thickness of the aluminium plate is 6 mm with 300 mm in length and 150 mm in width. The aluminium plates are cut using universal saw cutting machine to the required dimensions. Special fixtures are developed to hold the aluminium plates rigidly during the friction stir welding process. Clamps made up of high carbon steel are used to hold the plates rigidly during the single pass friction stir butt welding process. Three geometries of the tool are employed in this work for the friction stir welding. The welding is carried out in a friction stir welding machine of welding speed 4000 rpm and 22 kW power. The welding process parameters considered in this work are tool rotational speed; feed; axial load and tool pin shape used for the friction stir welding process.
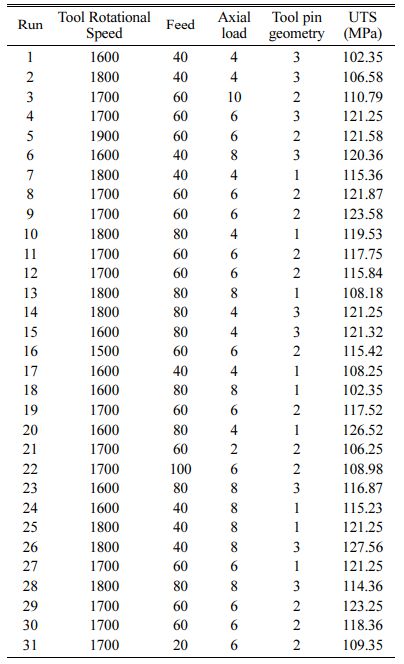
The process parameters chosen in this work are tool rotational speed, feed, axial load and tool pin shape. These parameters are considered to be the most in- fluencing parameters while friction stir welding of aluminium alloy is considered. Also three levels are selected for these parameters and it is selected from the previous literatures and necessary recommendation from the industries. Three tools pin shapes assessed for this work includes; (1) Taper tool pin, (2) Square tool pin and (3) straight cylindrical tool pin. The tools are made up of chromium molybdenum hot worked tool steels, which provide higher wear resistance and thermal fatigue resistance. Tensile testing of the welded specimen is carried out and the universal testing machine is employed for tensile testing. The Box-Benhen design is used to determine the optimum welding process parameters and 31 experimental runs are performed and universal tensile strength for each welded specimen is determined and recorded in Table 1.
Universal Tensile strength is used to determine the mechanical performance of the material. It is the ability to resist tearing due to tension and it the maximum stress that a material can withstand while being stretched before it fails. This is selected as response in this work because non-uniform plastic deformation starts at necking whereas compressive strength resists compression.
Response surface methodology is a combination of mathematical and statistical technique which is very useful in determining the optimal objective function for any complex problems. The response and the factors are given with a relationship including the factor called the response function. In this work Response surface methodology is used to obtain a mathematical model using the multiple regression equations for friction stir welded aluminium plates. The relationship between the universal tensile strength (Response) and the weld process parameters; tool rotational speed, feed, axial load and the tool pin shape is obtained.
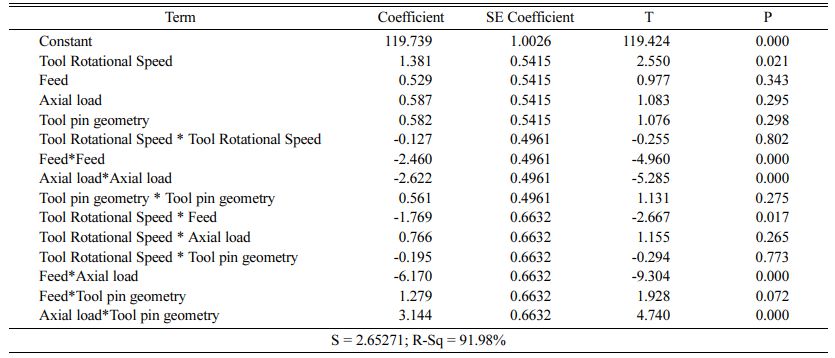
Table 2 represents a summary of individual regression coefficient factors, interactions, and their square. The terms with p value more than 0.05 are considered to be non-significant terms and they are eliminated to rearrange the quadratic model. Table 3
UTS = 119.739 + 1.381 Tool rotational speed
– 2.460 Feed2 – 2.622 Axial load2 – 1.769 tool
rotational speed * Feed – 6.170 Feed * Axial load
+ 3.144 Axial load * Tool
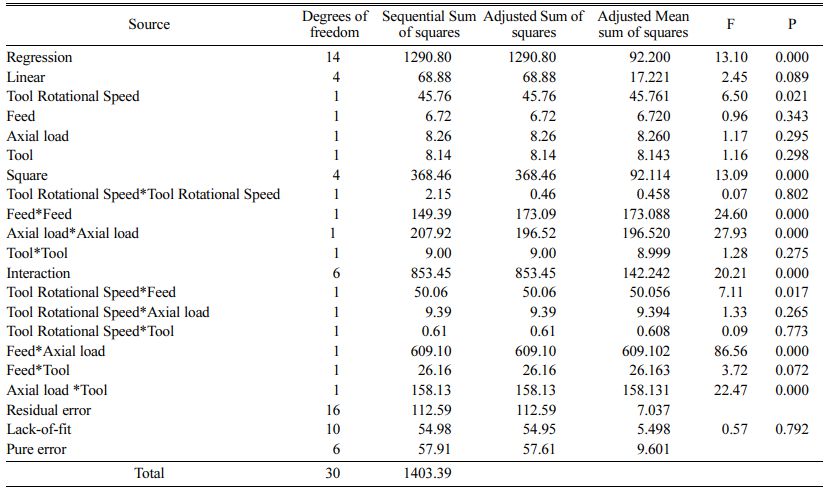
The confidence level of 95% is considered in the analysis of the regression equation. The parameters with p value higher than 0.05 are considered to be insignificant and they are not included in the regression equation. The developed model is further analysed using Analysis of Variance (ANOVA) at 95% confidence level. The R-square value is found to be 91.98 & and it is considered to be significant and it provides a real relationship between the factors and the response.
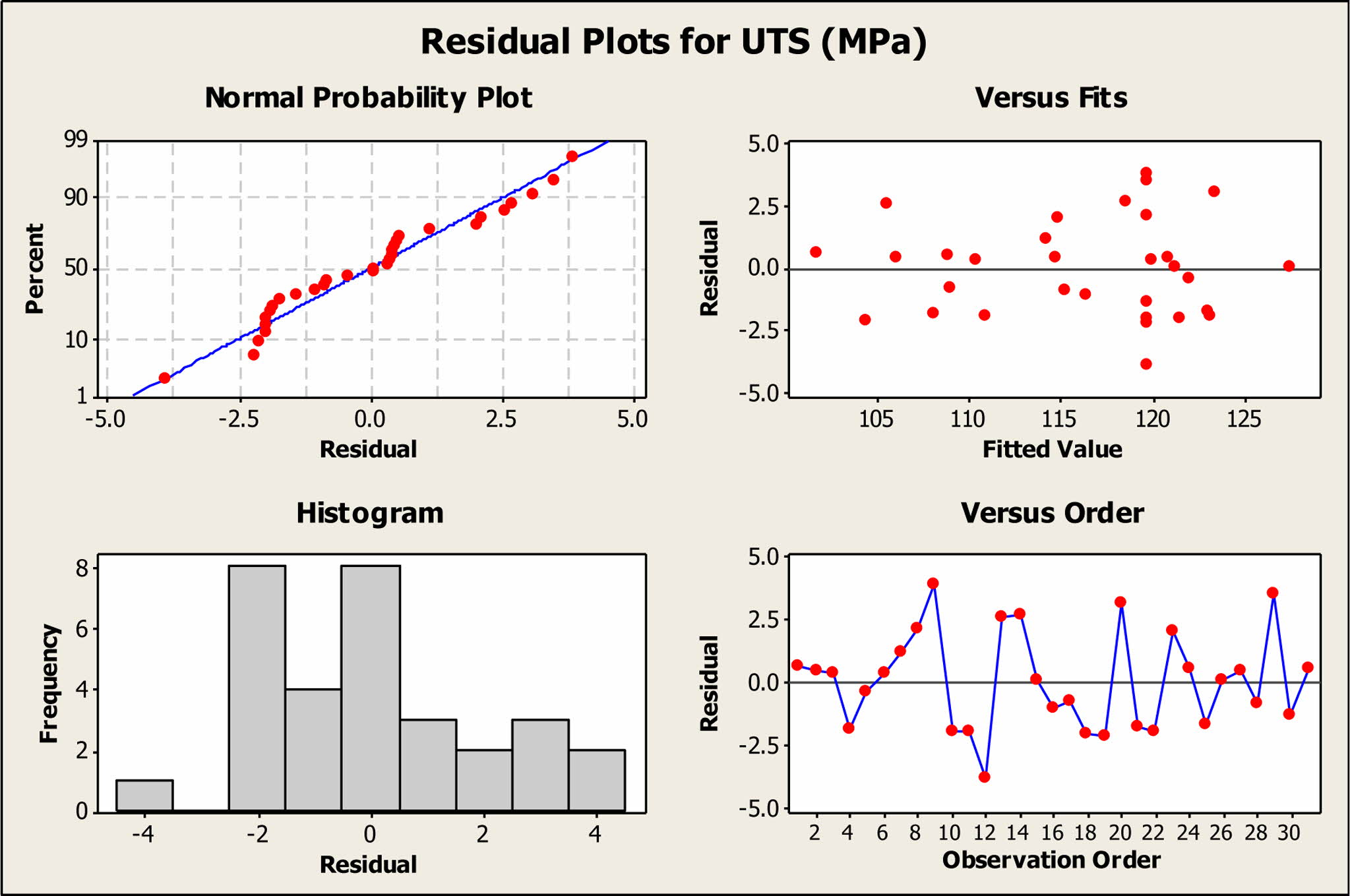
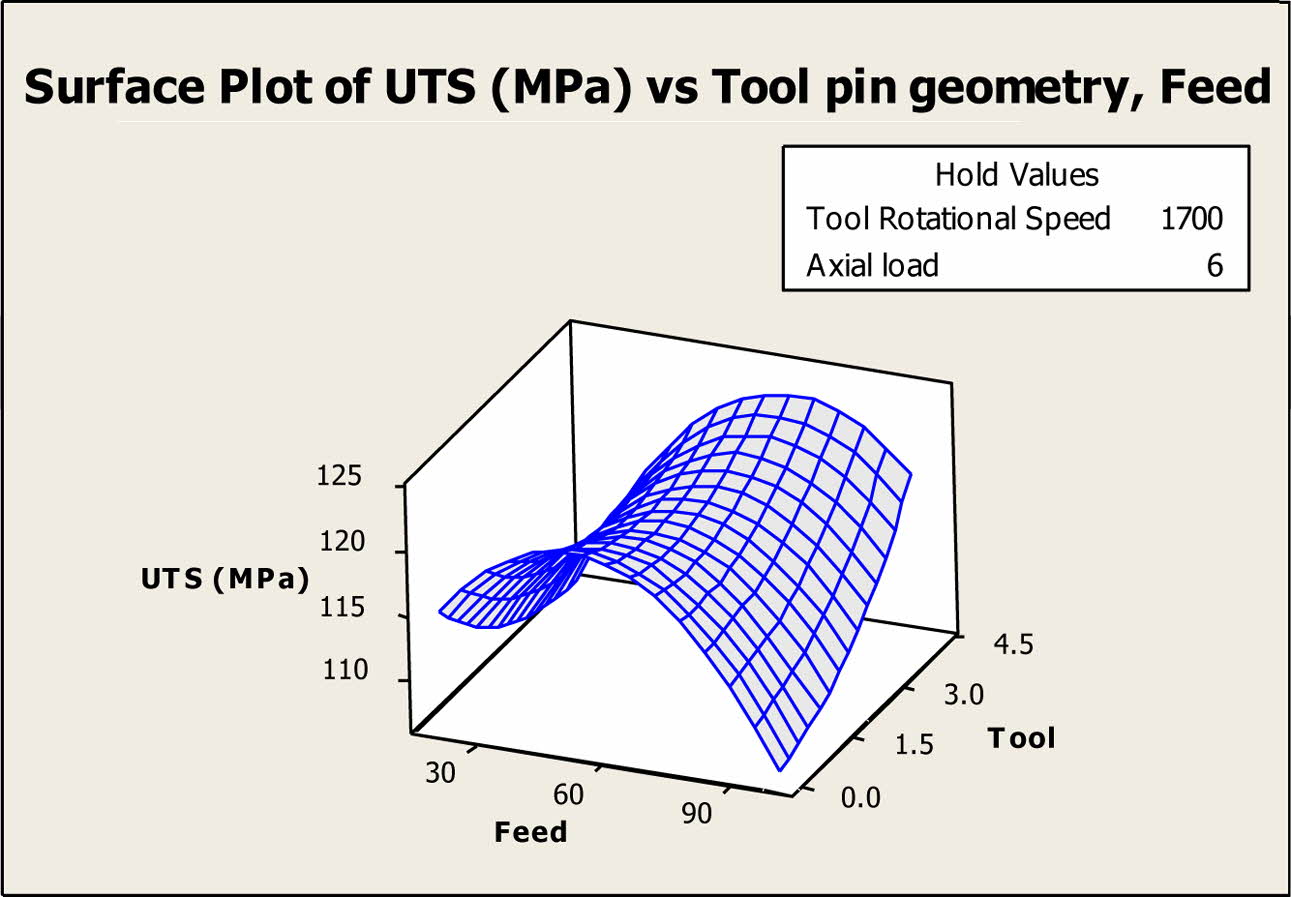
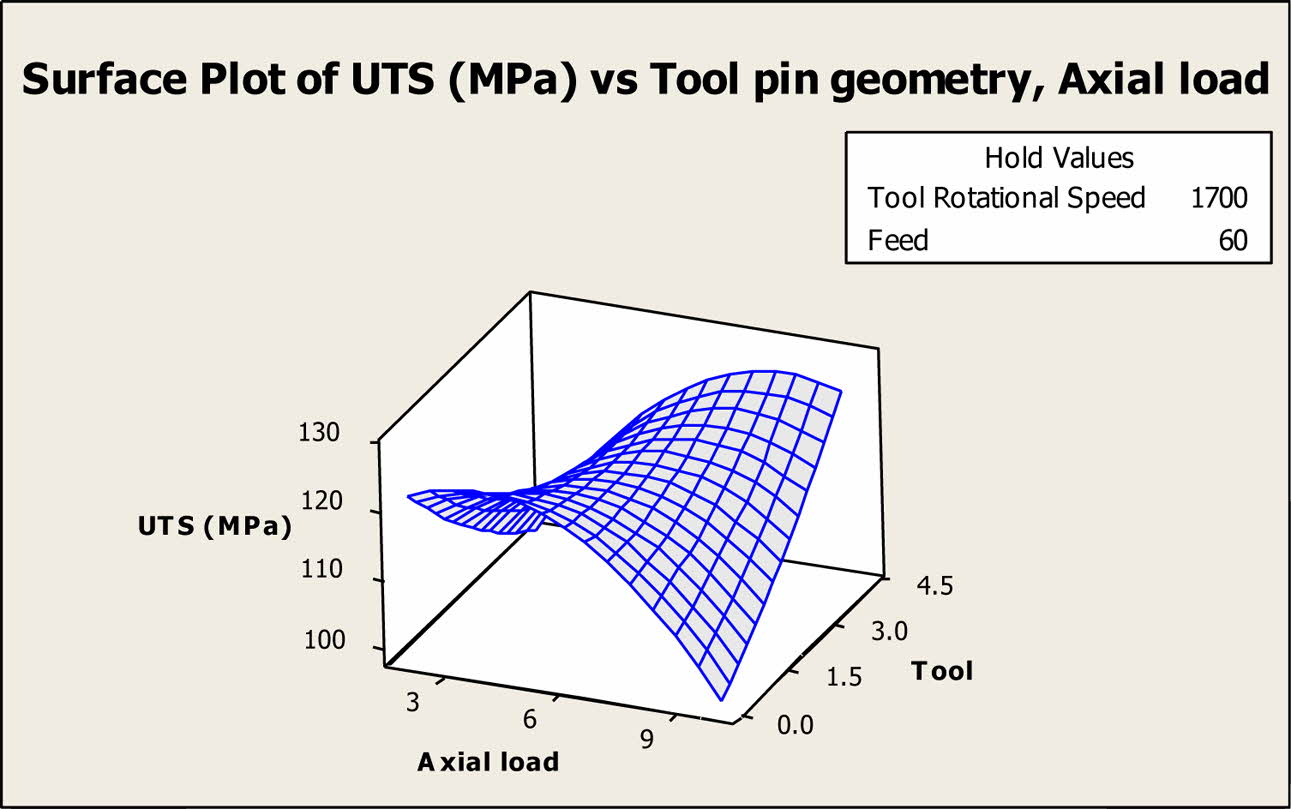
Fig. 1 represents the standardized residuals distribution of the fitted values. It is observed that the residual distributions of the regression equation are normal and an independent pattern was obtained. In the normal probability plots the obtained points are closer to the central line and it is found to be satisfactory. The surface plots for tensile strength is analysed again the feed, tool rotational speed and the tool pin shape used for friction stir welding. The surface plot for tensile strength versus tool pin shape and feed is presented in Fig. 2. The surface plot for tensile strength versus tool pin shape and axial load is presented in Fig. 3. It is observed that the tool pin shape with square geometry contributes to higher tensile strength when compared to the other tool pin profiles. Also it is seen that as the feed and axial load increases there is an increase in tensile strength of the welded specimen. From the surface plots, it observed that as the feed increases, there is a decrease in universal strength. Also it is observed that as the axial load increases the universal tensile strength decreases.
|
Fig. 1 Residual Plots for UTS. |
|
Fig. 2 Tensile strength versus Tool pin geometry, Feed. |
|
Fig. 3 Tensile strength Versus Tool pin geometry, Axial load. |
This work investigates the tensile strength of the welded specimens of Aluminium alloy welded using friction stir welding process. The welding process parameters considered in this work are tool rotational speed, feed, tool pin shape and axial load. The tensile strength of the welded specimen is considered as the response and response surface methodology is used here to establish a relationship between the factors and the response. A regression model is developed and the significant terms responsible for friction stir welding are determined. The maximum ultimate strength of the specimen is found to be 123.58 MPa and the results are optimized. The surface plots for the response against the welding process parameters are plotted and discussed.
- 1. P.L. Threadgill, A.J. Leonard, H.R. Shercliff, and P.J. Withers, Int. Mater. Rev. 54[2] (2009) 49-93.
-

- 2. S. Salih Omar, W. Hengan Ou Sun, and D.G. McCartney, Mater. Des. 86 (2015) 61-71.
-
- 3. R. Rai, A. De, H.K.D.H. Bhadeshia, and Tarasankar Deb Roy, Sci. Technol. Weld. Join. 16[4] (2011) 325-342.
-
- 4. C.C. Tutum and J.H. Hattel, Sci. Technol. Weld. Join. 16[4] (2011) 318-324.
-
- 5. X. He, F. Gu, and A. Ball, Prog. Mater. Sci. 65 (2014) 61-66.
-
- 6. S. Rajakumar, C. Muralidharan, and V. Balasubramanian, Int. J. Microstruct. Mater. Prop. 6[1-2] (2011) 132-156.
-
- 7. J.T. Yoo, J.H. Yoon, K.J. Min, and H.S Lee, Procedia Manuf. 2 (2015) 325-330.
-
- 8. M. Ilangovan, R. Boopathy, and V. Balasubaramanian, Def. Technol. 11 (2015) 174-184.
-
- 9. R. Kadaganchi, M.R. Gankidi, and H. Gokhale, Def. Technol. 11[3] (2015) 209-219.
-
- 10. G. Elatharasan and V.S. Kumar, Procedia Eng. 64 (2013) 1227-1234.
-
- 11. S. Sudhagar, M. Sakthivel, P.J. Mathew, and S.A.A. Daniel, Measurement.108 (2017) 1-8.
-
- 12. M.H. Shojaeefard, A. Khalkhali, M. Akbari, and M. Tahani, Mater. Des. 52 (2013) 587-592.
-
- 13. M.K. Bilici, Mater. Des. 35 (2012) 113-119.
-
- 14. R. Ranjan, A.R. Khan, C. Parikh, R. Jain, R.P. Mahto, S. Pal, S.K. Pal, and D. Chakravarty, J. Manuf. Process. 22 (2016) 237-253.
-
- 15. P. Li, J. Li, H. Dong, and C. Ji, Metall Mater. Des. 127 (2017) 311-319.
-
- 16. P.K. Sahu and S. Pal, J. Magnes. Alloy. 3[1] (2015) 36-46.
-
- 17. S. Ravikumar, V.S. Rao, and R.V. Pranesh, Int. J. Adv. Mech. Eng. 4[1] (2014) 101-114.
- 18. S. Kasman, Int. J. Adv. Mech. Eng. 68[1] (2013) 795-804.
-
- 19. M. Srinivasan, S. Ramesh, S. Sundaram, and R. Viswanathan, J. Ceram. Process. Res. 22[3] (2021) 345-355.
-
- 20. A. Tamadon, A. Baghestani, and M.E. Bajgholi, Technologies 8[2] (2020) 34.
-
- 21. R. Crushan and P. Ashoka Varthanan, J. Ceram. Process. Res. 22[6] (2021) 620-628.
-
- 22. P. Gopi Krishnan, B. Suresh Babu, S. Madhu, S.J. Gowrishankar, C. Bibin, S. Saran, S. Shree Ram, A.R. Sri Hari, and S. Vidyasagar, J. Ceram. Process. Res. 22[5] (2021) 483-489.
-
- 23. M. Kannaiyan, J.G.T. Raghuvaran, K. Govindan, and E.P. Annamalai, J. Ceram. Process. Res. 21[1] (2020) 26-34.
-
- 24. Mukesh Kumar, S.K. Tamang, Dipika Devi, M. Dabi, K. K. Prasad, and R. Thirumalai, J. Ceram. Process. Res. 23[3] (2022) 373-382.
-
- 25. M.Sivaperumal, R. Thirumalai, S. Kannan, and K.S.S. Yarrapragada Rao, J. Ceram. Process. Res. 23[3] (2022) 404-408.
-
- 26. R. Thirumalai, S. Karthick, and M. Giriraj, J. Ceram. Process. Res. 23[2] (2022) 221-227.
- 27. KM. Senthil Kumar, R. Thirumalai, M. Seenivasan, and T. Venugopal, J. Ceram. Process. Res. 22[6] (2021) 731-738.
-
 This Article
This Article
-
2022; 23(4): 553-557
Published on Aug 31, 2022
- 10.36410/jcpr.2022.23.4.553
- Received on May 26, 2022
- Revised on Jul 4, 2022
- Accepted on Jul 21, 2022
Services
Shared
Correspondence to
- Bensamraj J
-
Department of Mechanical Engineering, Muthayammal Engineering College, Rasipuram, Tamil Nadu 637408, India
Tel : +91 8122423004 - E-mail: bensmech@yahoo.co.in
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr