





- Experimental investigation and parametric optimization of stir casting process parameters for aluminium metal matrix composite
Vinothkumar Sa and Senthilkumar Pb,*
aAsst. Professor, Department of Mechanical Engineering, K.S.R College of Engineering, Thiruchengode - 637215, India
bProfessor, Department of Mechanical Engineering, K.S.R College of Engineering, Thiruchengode - 637215, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Metal matrix composite (MMC) is a composite material with a dispersed phase in a metallic matrix. In this work, the stir casting process is employed to fabricate aluminium MMC. The process parameters selected for this work are squeeze pressure, squeeze time, die preheating temperature and stirring speed. The optimization of the process parameters are carried out with an objective of the maximization of the tensile strength, compressive strength and hardness. The aluminium scrap particles are used as the matrix material and alumina powder is used as the reinforcing material and it is mixed with this matrix material after preheating the same in the fabrication of the MMC. Regression equation for the responses, ANOVA analysis and grey relational coefficient are analysed and the Grey relational grade is determined by integrating the grey relational coefficient of the response variable and ranking is done. The analysis of variance is performed for the tensile strength, compressive strength and hardness and the R-square value are found to be 92.7%, 94.89% and 98.98% respectivel
Keywords: Metal Matrix Composite, Grey relational grade, Grey relation coefficient, ANOVA, Stircasting
Hybrid composites are a combination of different fibres combined into a single matrix. The combination of varying lengths and diameter gives better results during hybridization. In recent times the development of composites from Bio-fibres has significantly improved the competitiveness to synthetic fibres. The elements that influence the properties of the composites are the length and diameter of the fibres, weight ratio, fibre orientation, adhesion of the interfaces and fibre orientation. The mechanical characteristics like impact strength, tensile strength, the flexural strength of the Hybrid natural fibre composite material was found experimentally. MMC is usually designated simply by the metal matrix, material type, and form of reinforcement. The advantages of MMC include higher specific modulus, higher strength, lower coefficient of temperature and improved properties at a higher temperature. They have higher ductility and toughness than ceramics or ceramic matrix composites.
Laminar compounds can be found in a variety of combinations all around. Various layers of materials bonded together are termed as laminar composites. These may be multiple layers of alternating material or of a pre-determined number of layers of material. The layers depend on the requirement or the purpose of the composite. Metal matrix offers high strength, fracture toughness and stiffness. Comparing to polymer matrix the metal matrix can withstand high temperature in corrosive temperature. The standard metal matrix are titanium, aluminum and magnesium, it is useful in aircraft applications. The are many attributes of metal matrix application such as nozzles in combustion chamber, heat exchanger and housing application, member in structural etc. The homogeneous distribution between the reinforcing element and the matrix material will be achieved in stir casting process [1]. Its advantages lie in its simplicity, flexibility and applicability to large quantity production with cost advantage. Surface roughness is an important response variable in the determination of the machining characteristics of electric discharge machining of glass fibre reinforced composites [2]. Several optimization techniques such as Taguchi technique, Response surface methodology, multi criteria decision making are used for investigating the relationship between the process parameters and the response variable in machining of composite laminates [3, 4]. The mechanical properties of the composite laminates will rely on the bonding between the matrix material and the reinforcing material [5, 6].
The stir casting is employed to fabricate Aluminium MMC. Silicon carbide is used as the reinforcing element with aluminium alloy as the matrix material. Taguchi grey relational analysis is used to obtain the optimum results during machining of the MMC [7]. ANOVA analysis is used to investigate the relationship beteen the process parameters and the responses during wire electric discharge machining of hybrid MMCs [8]. The influence of WEDM on material removal rate and surface roughness are investigated and it is observed that silicon carbide reduces material removal rate and improves surface quality and addition of boron reduces the machining performance. Optimization techniques are implemented to determine the optimum machining conditions for WEDM of composite laminates [9]. The multi objective function is analyzed for the deter- mination of the optimum parameters in machinability of the end milling operation [10]. Central composite design is employed in the optimization of drilling process parameters on natural fibre composite material [11]. Epoxy based composite materials are fabricated and tested for optimization of its mechanical properties using several optimization techniques like Taguchi technique, response surface methodology etc., [12]. Investigations on mechanical properties on aluminium hybrid ceramic composites are investigated and optimi- zation tools such as response surface methodology, Taguchi Grey relational analysis are employed to determine the optimum process parameters [13-15]. Stir casting technique is used to develop bamboo stem ash aluminium hybrid composite reinforced with alumina and it is reported that stir casting process is more helpful in producing the homogeneous distribution of the matrix and the reinforcement material [16].
Multi objective optimization is carried out by employing several techniques such as Taguchi analysis, RSM and Grey relational analysis. These techniques provide the optimal process parameters and are found to be more efficient [17-19].
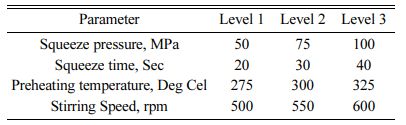
The process parameters selected for this work are squeeze pressure, squeeze time, die preheating tempera- ture and stirring speed. The squeeze pressure removes the porosity in the casting process and it is a highly influencing parameter. Three levels are chosen for each process parameter and the ranges are presented in the Table 1. The stirring time was kept at constant at constant of 5 min for all the experiments. This time limit brings an efficient method of homogeneous distribution of the matrix material and the reinforcing elements. When the stirring speed is uniform, the distribution of the reinforcements was uniform an better hardness is obtained in higher speeds. Increase in stirring speed results in better distribution of the reinforced particles an there by increases the hardness of the particle. The responses considered in this work are; tensile strength, compressive strength and hardness. The optimization of the process parameters are carried out with an objective of the maximization of the responses.
The aluminium scrap particles were cut in to very tiny particles using power saw machine and these particles are used as the matrix material in the fabrication of the MMC. The pieces are pre treated to be free from dirt and grease and then charged in the stir casting furnace. The alumina powder is used as the reinforcing material and it is also mixed with this matrix material after preheating the same to a temperature of 250 oC. The alumina powder is used as the reinforcing material and it is also mixed with this matrix material after preheating the same to a temperature of 250 oC. Alumina powder improves the properties of the composite material in terms f hardness, tensile strength and compressive strength. The preheating is done since it removes the dampness and makes the reinforcing elements easier to mix evenly with the matrix material. To avoid the thermoelectric voltage arising due to large differences in temperatures, the molds are preheated. The matrix and the reinforcing materials are placed in a preheated die with the temperature ranges of 275 oC, 300 oC and 325 oC. The stir casting setup is now monitored for the furnace temperature and when the crucible temperature reaches above 600 oC, the matrix materials are charged into the furnace and and the preheated reinforcing elements are added to it constantly without turbulence and the mixture is stirred using the stirrer continuously for about 5 min.
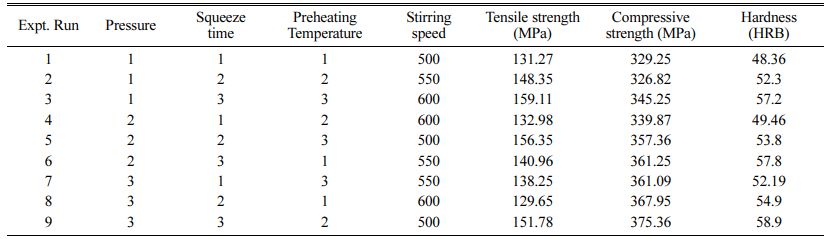
The molten metal is then tapped from the bottom to the die of the squeezing casting setup. Squeezing pressure of 50, 75 and 100 MPa are employed to squeeze the molten material from the furnace to the die. The die is allowed to solidify the molten material for one hour and then the sample is removed from the die and investigated for its mechanical properties. The ASTM standards are followed for testing the samples for the mechanical properties investigation of the MMC. Universal testing machine and Rockwell B hardness tester is used to record the response for each sample and the experimental data are presented in Table 2. In this work, L9 orthogonal array is selected and nine samples are prepared and Taguchi optimization methods are used for the optimization of the process parameters of the MMC.
Analysis of Tensile, Compressive strength and Hardness
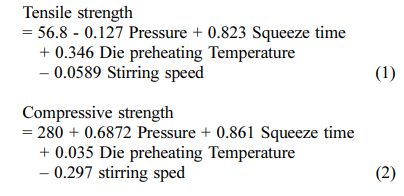
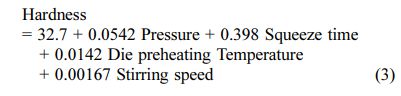
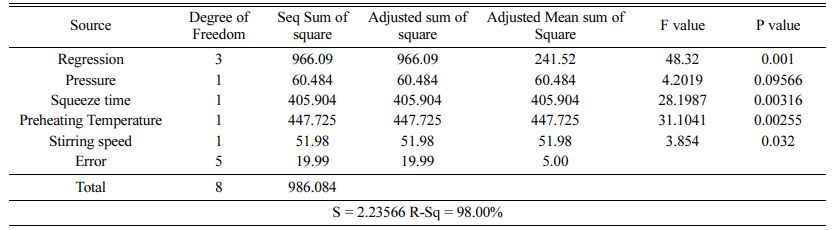
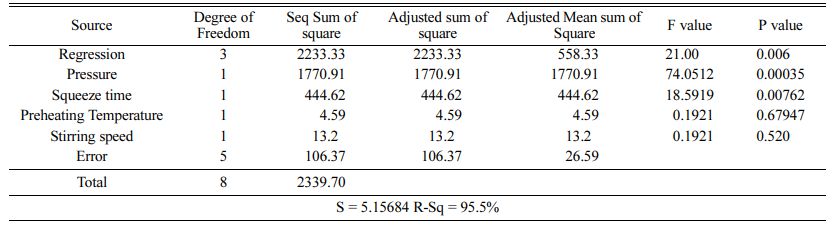
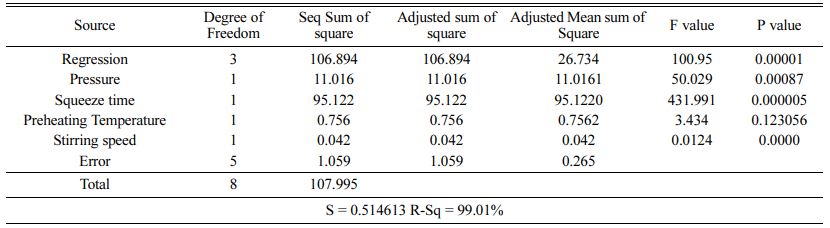
The analysis of variance is performed for the tensile strength as shown in Table 3. The parameters squeeze time and preheating temperature are considered to be significant and the R-square value is observed to be 92.7% and it is highly accepted. The analysis of variance is performed for the compressive strength as shown in Table 4. The parameters Pressure and squeeze time are considered to be significant and the R-square value is observed to be 94.89% and it is highly accepted. The analysis of variance is performed for the hardness as shown in Table 5. The parameters pressure and squeeze time are considered to be significant and the R-square value is observed to be 98.98% and it is highly accepted. The Regression Equation for tensile strength, compressive strength and hardness are given in eq. (1-3) respectively.
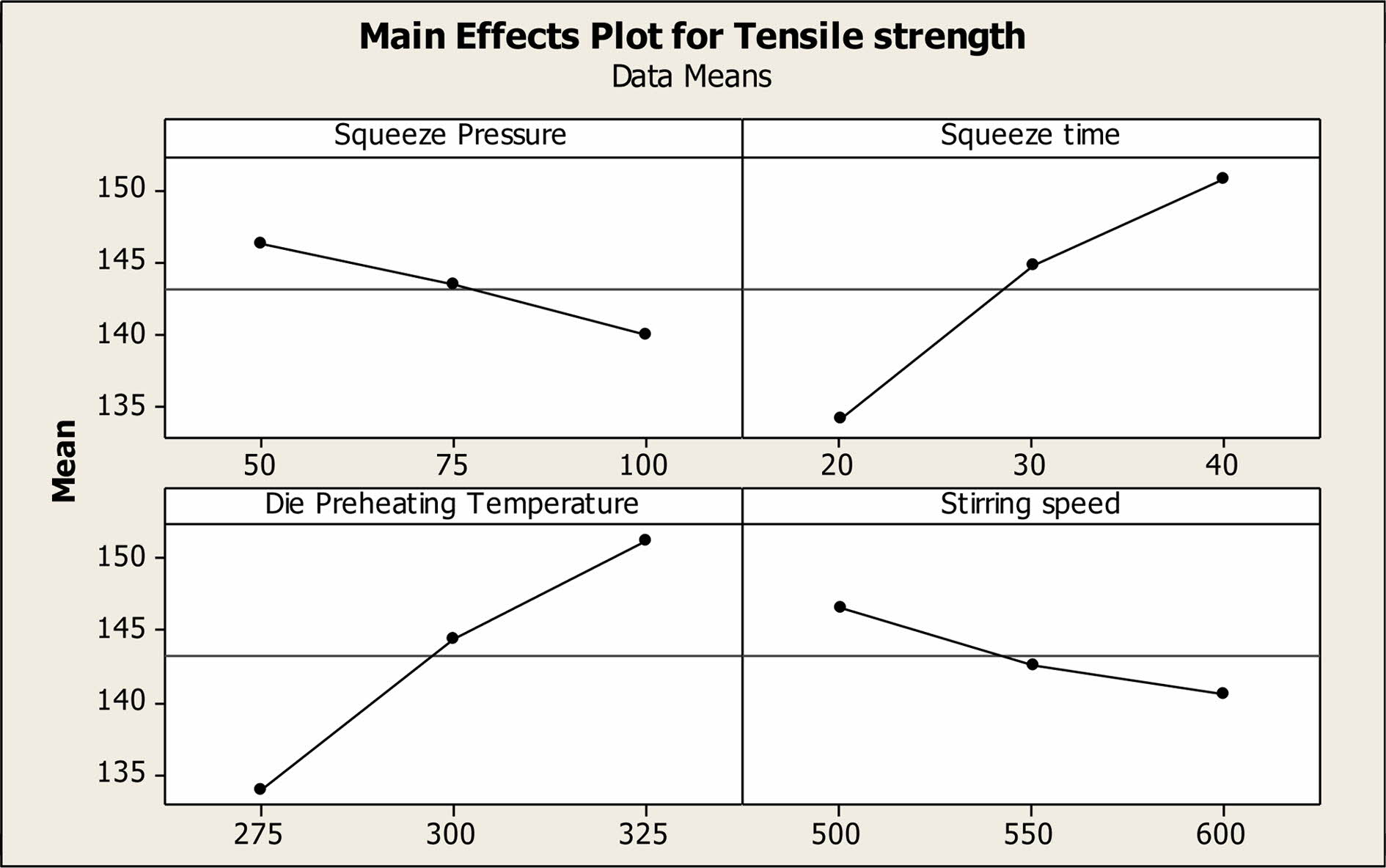
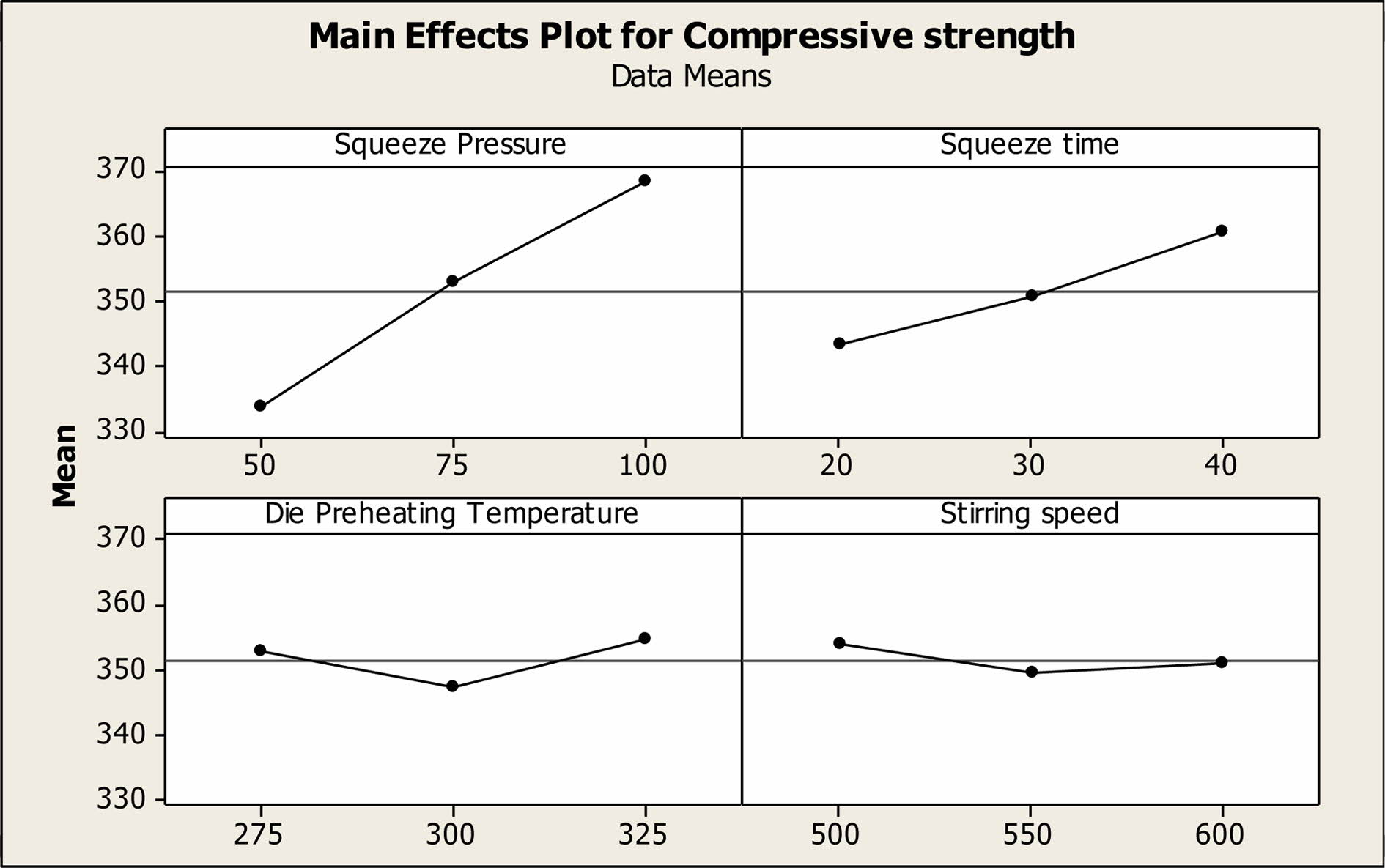
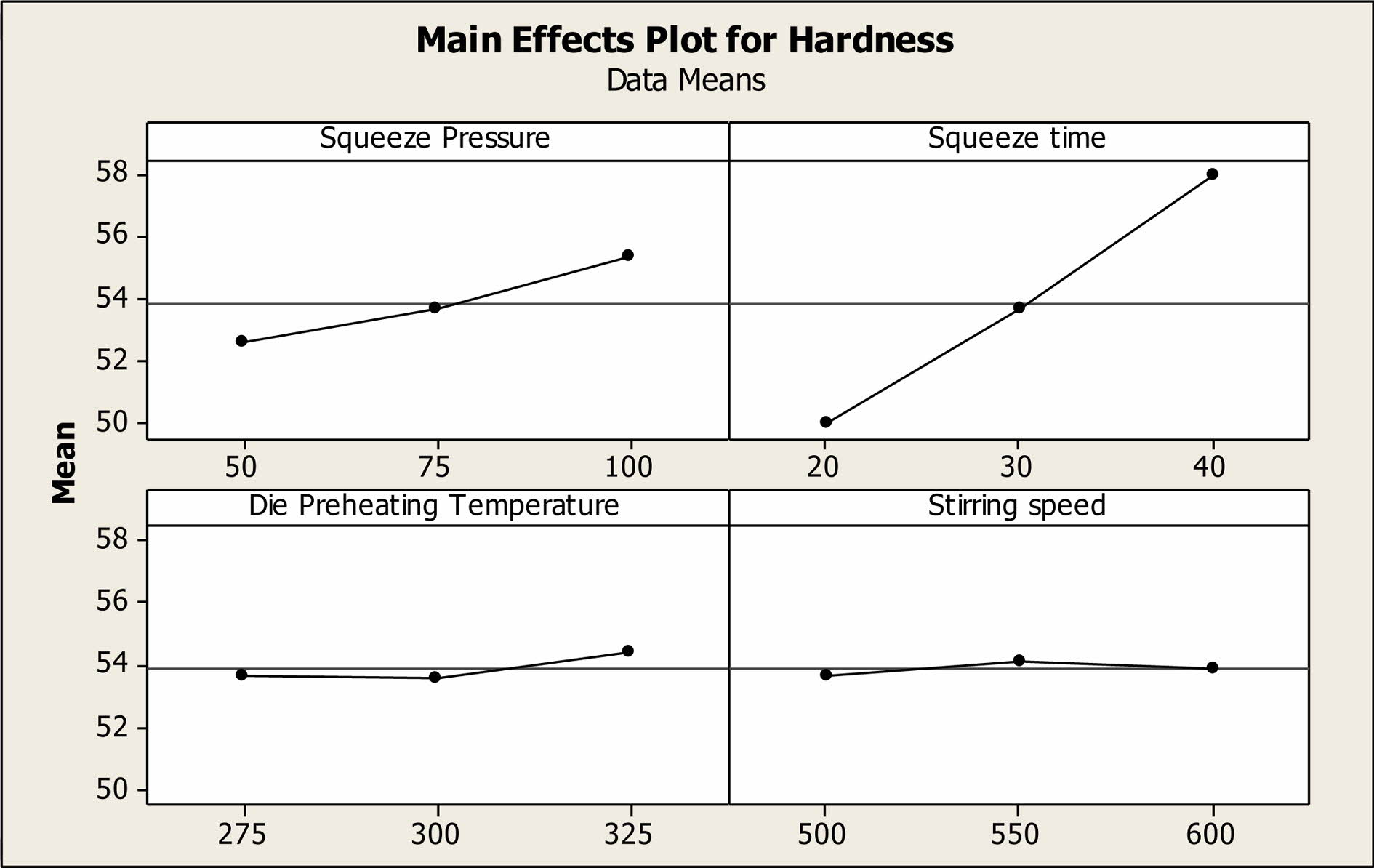
The main effects plots for tensile strength is plotted and shown in Fig. 1. It is observed that as the squeeze pressure and stirring speed increases, the tensile strength of the aluminium MMC decreases. Also when the squeeze time and die preheating temperature increases, the tensile strength increases. The main effects plots for compressive strength is plotted and shown in Fig. 2. It is observed that as the squeeze pressure and squeeze time increases, the compressive strength of the aluminium MMC increases. As the die preheating temperature and stirring speed increases, the compressive strength of the MMC shows very low significant change. The main effects plots for hardness is plotted and shown in Fig. 3. It is observed that as the squeeze pressure and squeeze time increases, the hardness of the aluminium MMC decreases. Also when the stirring speed and die preheating temperature increases, the hardness of the MMC shows very low significant changes.
S/N ratio, Grey relational Coefficient and Grey relational grade
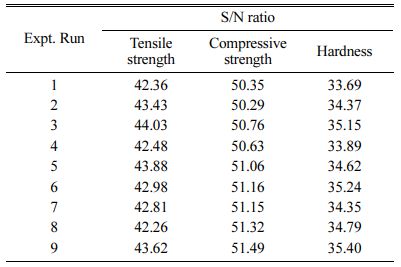
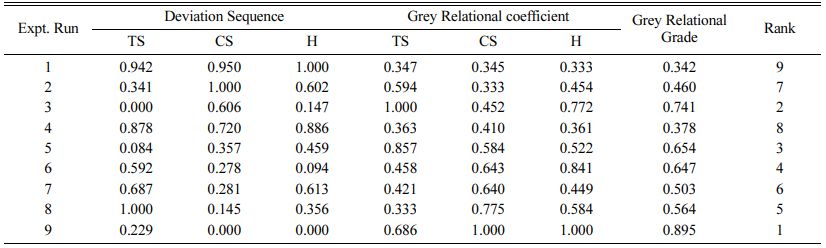
The signal to noise ratio values for the response variables, viz. Tensile strength, compressive strength and hardness is shown in Table 6. Higher S/N ratio indicates better performance. From the S/N ratio, the experimental run 3, indicates the better optimal values for the maximization of tensile strength, the experimental run 9 represents the better optimal values for the maximization of the compressive strength and hardness for the aluminum MMC. Grey relational analysis is a method of calculating grey relational degree and deter- mining the contribution measure of the main behavior of the system or the influence degree between the system factors. The deviation sequence, grey relation coefficient and the grey relation grade are also computed and presented in Table 7. The grey relation coefficient values are integrated to obtain the grey relation grade and ranking of the nine experiments are performed. It is observed that the experiment run 9 (squeeze pressure 100 Mpa, Squeeze time 40 secs, Die preheating tem- perature 300 oC and stirring speed 500 rpm) represents the best optimized combination in producing the maximum tensile strength, compressive and hardness of the aluminum MMC.
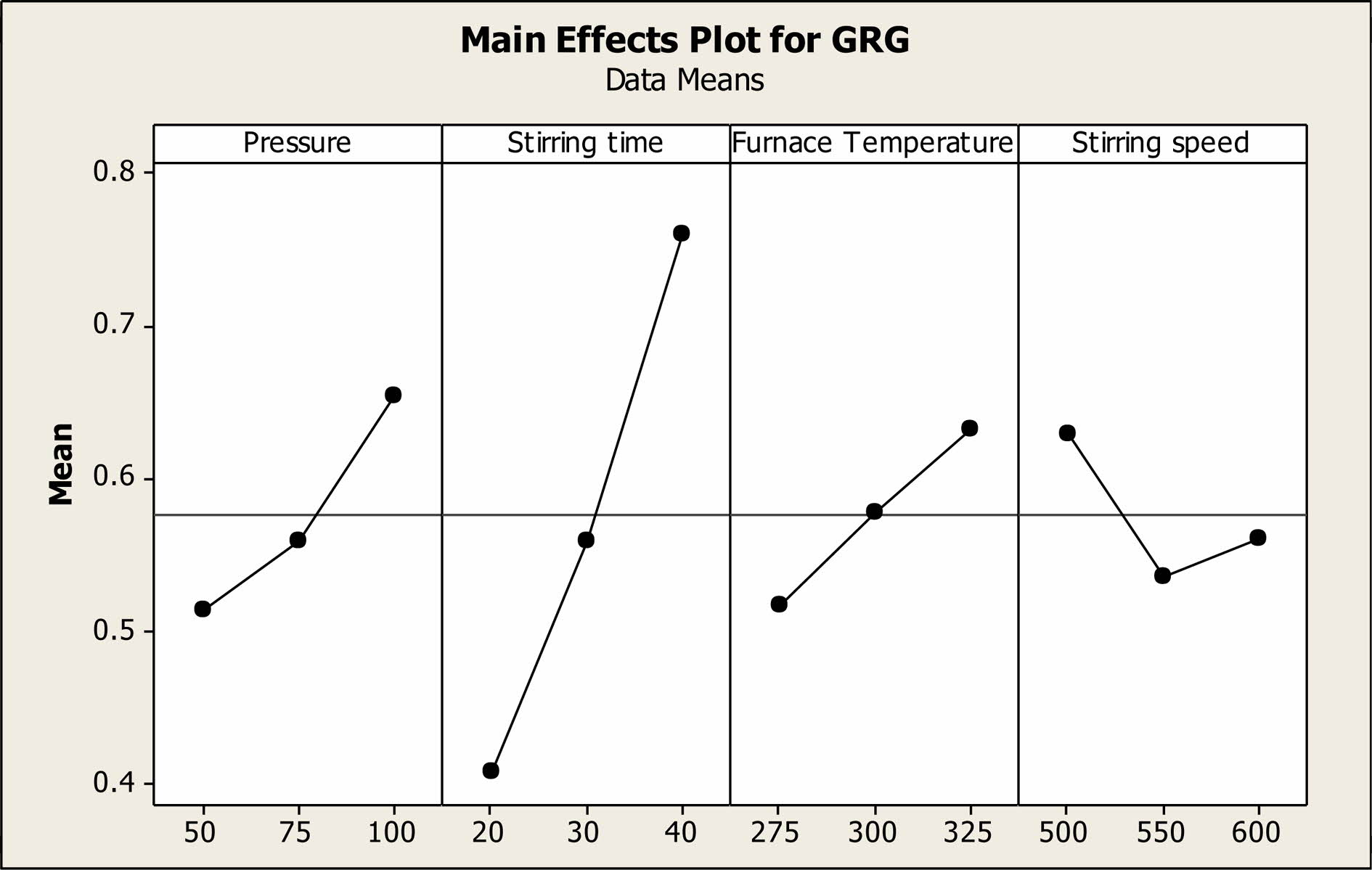
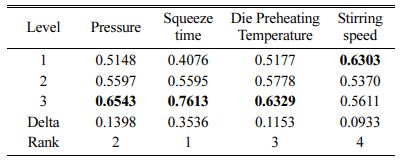
The response table for grey relation grade is presented in Table 8 and the main effects plots for the grey relational grade is shown in Fig. 4. It is observed that the squeeze time is the highest influencing parameter in the determination of the maximization of the response variables. The next influencing parameters are squeeze pressure, die preheating temperature and stirring speed. The optimum parameters are determined and the ex- periments are validated to check the consistency of the Taguchi technique.
|
Fig. 1 Main effects plots for Tensile strength. |
|
Fig. 2 Main effects plot for Compressive strength. |
|
Fig. 3 Main effects plot for Hardness. |
|
Fig. 4 Main effects plot for Grey relational grade. |
In this work, aluminum MMC is fabricated using stir casting process and the process parameters selected for this work are squeeze pressure, squeeze time, die pre- heating temperature and stirring speed. The aluminium scrap particles were cut in to very tiny particles and used as the matrix material and alumina powder is used as the reinforcing material after preheating the same. ANOVA analysis is performed and R-square value for tensile strength, compressive strength and hardness are observed to be 92.7%, 94.98% and 98.98% respectively. The deviation sequence, grey relation coefficient and the grey relation grade are also computed and discussed.
- 1. V. Mohankumar and K. Soorya Prakash. Solid State Technol. 64 (2021) 4294-4307.
- 2. P.M. Gopal, K. Soorya Prakash, and S. Jayaraj. Mater. Manuf. Processes. 33 (2018) 77-84.
-

- 3. K.M. Senthil Kumar, R. Thirumalai, TA. Selvam, A. Natarajan, and T. Ganesan. Mater. Today: Proc. 37 (2020) 3466-3470.
-
- 4. R. Thirumalai and J.S. Senthilkumaar, J. Mech. Sci. Technol. 27[4] (2013) 1109-1116.
-
- 5. A.T. DiBenedetto, Mater. Sci. Eng. A. 302[1] (2001) 74-82.
-
- 6. T.P. Sathishkumar, S. Satheeshkumar, and J. Naveen, J. Reinf. Plast. Compos. 33[13] (2014) 1258-1275.
-
- 7. S. Kumar, M. Uthayakumar, S. Thirumalai Kumaran, P. Parameswaran, E. Mohandas, G. Kempulraj, B.S. Ramesh Babu, and S.A. Natarajan, J. Manuf. Process. 20 (2015) 33-39.
-
- 8. S. Ramesh, N. Natarajan, and V. Krishnaraj, Carbon Sci. Technol. 3 (2014) 14-21.
- 9. A. Pramanik, Int. J. Mach. Tools Manuf. 86 (2014) 44-61.
-
- 10. B. Rajeswari and K.S. Amirthagadeswaran, Measurement. 105 (2017) 78-86.
-
- 11. R. Vinayagamoorthy, I.V. Manoj, G. Narendra Kumar, I. Sai Chand, GV Sai Charan Kumar, and K. Suneel Kumar, J. Mech. Sci. Technol. 32[5] (2018) 2011-2020.
-
- 12. KM. Senthilkumar, R. Thirumalai, M. Seenivasan, and T. Venugopal, J. Ceram. Process. Res. 22[6] (2021) 731-738.
-
- 13. P. Satishkumar and N. Natarajan, J. Ceram. Process. Res. 23[3] (2022) 383-390.
-
- 14. KM. Senthilkumar, A. Sivakumar, R.M. Shivaji, S.K. Tamang, and M. Giriraj, J. Ceram. Process. Res. 23[2] (2022) 233-236.
-
- 15. T. Tamilanban, T.S. Ravikumar, C. Gopinath, and S. Senthilrajan, J. Ceram. Process. Res. 22[6] (2021) 629-635.
-
- 16. T. Nithyanandhan and R. Ramamoorthi, J. Ceram. Process. Res. 22[4] (2021) 369-376.
-
- 17. Mukesh Kumar, S.K. Tamang, Dipika Devi, M. Dabi, K. K. Prasad, and R. Thirumalai, J. Ceram. Process. Res. 23[3] (2022) 373-382.
-
- 18. M. Sivaperumal, R. Thirumalai, S. Kannan, and K.S.S. Yarrapragada Rao, J. Ceram. Process. Res. 23[3] (2022) 404-408.
-
- 19. R. Thirumalai, S. Karthick, and M. Giriraj, J. Ceram. Process. Res. 23[2] (2022) 221-227.
-
 This Article
This Article
-
2022; 23(4): 546-552
Published on Aug 31, 2022
- 10.36410/jcpr.2022.23.4.546
- Received on Jul 5, 2022
- Revised on Jul 18, 2022
- Accepted on Jul 21, 2022
Services
Shared
Correspondence to
- Senthilkumar P
-
Professor, Department of Mechanical Engineering, K.S.R College of Engineering, Thiruchengode - 637215, India
Tel : +91 9994595475 - E-mail: cryosenthil@yahoo.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr