





- Microstructural analysis and experimental investigation of mechanical properties of epoxy based hybrid composite reinforced with flax, sisal and luffa fibre
S. Sridhara,*, S. Nandhakumarb, M. Nallusamyc and R. Maguteeswarand
aProfessor, Department of Automobile Engineering, RVS Technical Campus, Coimbatore 641042, India
bProfessor, Department of Mechanical Engineering, Dr.N.G.P Institute of Technology, Coimbatore 641048, India
cAsst. Professor, Department of Mechanical Engineering, Dr.N.G.P Institute of Technology, Coimbatore 641048, India
dProfessor, Department of Mechanical Engineering, Suguna College of Engineering, Coimbatore 641048, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
The glass fiber provides lots of health problem during its production and testing. Our aim is to replace the glass fiber by natural fiber that will survive for an automotive industry by easily recycling and excellent strength to weight ratio. This work is the investigation of the hybrid composite by reinforcing it with flax, Luffa fiber & sisal fiber. Also in this work, the natural fibers are treated to remove the impurities and increase the bonding strength and tensile strength. The mechanical and physical properties for the above hybrid composites are investigated
Keywords: Flax, Luffa fibre, Sisal Fibre, Hybrid Composite, Interlaminar shear strength, Water absorption test
Natural fibres supports for healthy environment. Plant fibres, cotton, wool and other natural fibres are the sustainable resources and they are renewable and bio-degradable. Natural fibres are durable, less expensive and more readily available. These fibres are available in plenty and also gives high mechanical properties when chosen as the reinforcing elements for the composite laminates. The new innovative materials developed because of the demanding consciousness on the flexibility in the product, eco-friendly design and environmentally friendly design are studied [1]. The relationship between the frequency, temperature and effect of fibre loading of natural fibre reinforced composite materials and their dynamic mechanical analyses are carried out [2].
The minimization of fibre degradation technique fabricated for the sisal fibre reinforced composites and its applications are developed [3]. One dimensional heat conduction equation are analysed for the speciments manufactured using resi transfer molding techniques [4]. The long fibres produce effective strength and are found to be satisfactory when they are used as reinforcing elements prepared by compression molding technique [5].
The epoxy based composite are analysed for its mechanical properties and microstructural characteristics by several researchers for several applications and it is observed that there is a huge scope for the investigations of epoxy based composite materials in the future [6]. The morphology and mechanical properties such as thermal resistance are investigated for the study of the effect of the fibres in the reinforcement phase for the composite materials [7]. The strength, fracture toughness, compatibility of the natural fibre composite are analysed for the selection of best fibres for the natural fibre reinforced composites [8]. The wood is used as a natural fibre reinforcement for fabrication of a epoxy based composite to investigate the tensile, flexural and dielectric properties of composites [9]. Investigations are carried out for the novel composite material reinforced with banana and kenaf fibre reinforcements for analyzing its tensile properties [10]. Fiber-matrix compatibility is studied for its effects in terms of surface energy and mechanical properties for a composite materials [11]. The optimization of drilling parameters on natural fibre reinforced composites using central composite design is carried out [12]. The epoxy based composite are tested for the mechanical properties and analysed using ANOVA and Taguchi analysis [13]. The epoxy based composite materials will provide high tensile, hardness, flexural and impact properties. The various types of fibres reinforced with epoxy based composite materials are discussed. The influence of copper ocide and silver nano tubes are demonstrated for its mechanical properties [14]. Optimization of the machining process parameters for the composite materials is discussed and analysed using design of experiments. Grey relational analysis is carried out to determine the optimal process parameters and the mathematical models for the responses are developed and validated [15, 16]. Response surface methodology is employed for determination of the optimal parameters in epoxy based natural fibre reinforced composites. Also metal matrix composites are used in several applications. Machining of these composites is becoming a challenging task and hence studies on the machining characteristics of the composite materials are employed to carry out the relationship between the process parameters and its responses [17].
The epoxy based natural fibre reinforce composites are prepared using hand layup technique. The natural fibres used in this work are flax fibre, sisal fibre, luffa fibre. The epoxy used in this work is araldite LY556. The hardener used is Triethylenetetraamine (TETA). Each hybrid composite consists of eight stack of layers of fibres oriented accordingly to achieve high strength. The orientation of plies are the considered to be important since it determines the stiffness and strength of the composite material. The natural fibres and the epoxy resins are combined in specific composition to fabricate the composite specimens and then these specimens are subjected to several mechanical properties testing for investigation of the natural fibre reinforce epoxy composite.
In this work fibre orientations are kept unidirectional during the fabrication of the composite material.The following combinations are fabricated;
Flax/Sisal/Luffa/Epoxy [10%/25%/05%/60%]
Flax/Sisal/Luffa /Epoxy [10%/20%/10%/60%]
Flax/Sisal/Luffa /Epoxy [10%/15%/15%/60%]
Flax/Sisal/Luffa /Epoxy [10%/10%/20%/60%]
Flax/Sisal/Luffa /Epoxy [10%/05%/25%/60%]
The weight percentage is normally used to specify the percentage of the natural fibres in the fabrication of the composite material. For example if the composite laminated is designates as Flax/Sisal/Luffa/Epoxy [10%/25%/05%/60%], it denotes the weigh percentage of flax is 10%, weight percentage of sisal is 25%, weight percentage of luffa is 5% and the remaining is epoxy used in the fabrication of the composite laminate. Fig. 4. 12 shows fibers stacked one by one on the frame to preparation of hybrid composite.
|
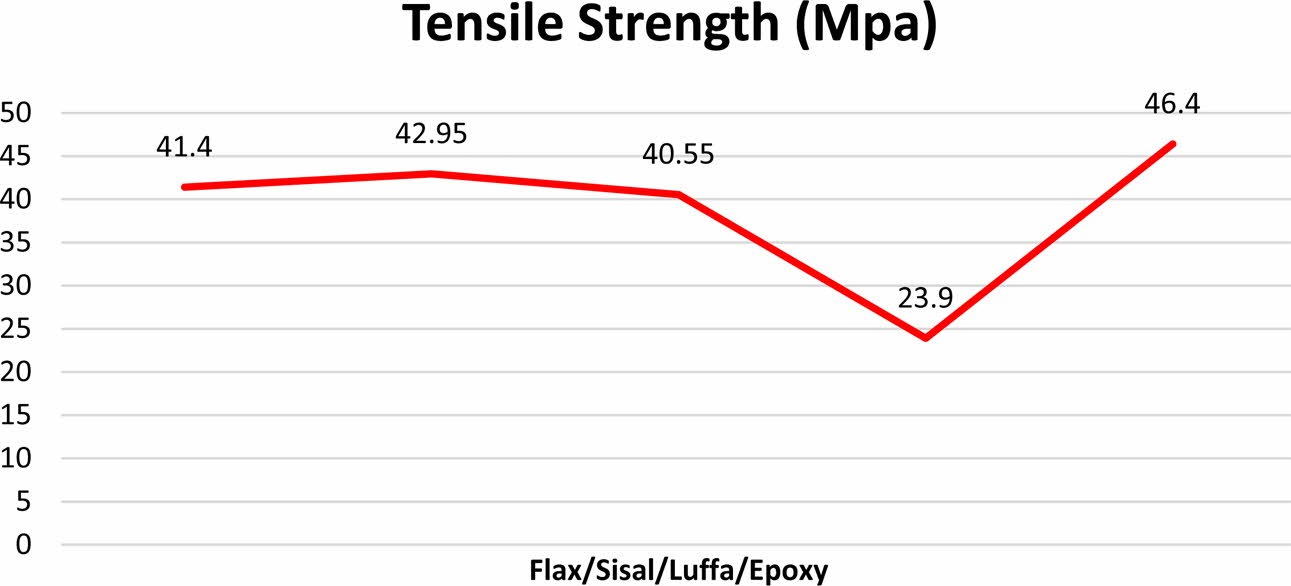
Fig. 1 Tensile Strength. |
|
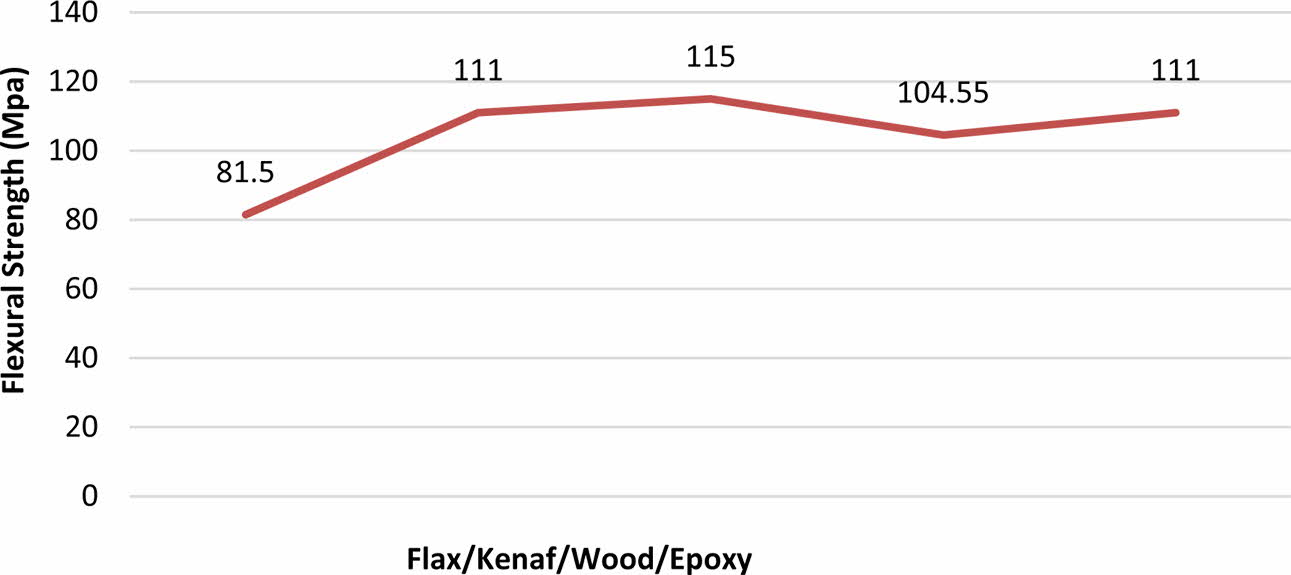
Fig. 2 Flexural Strength. |
|
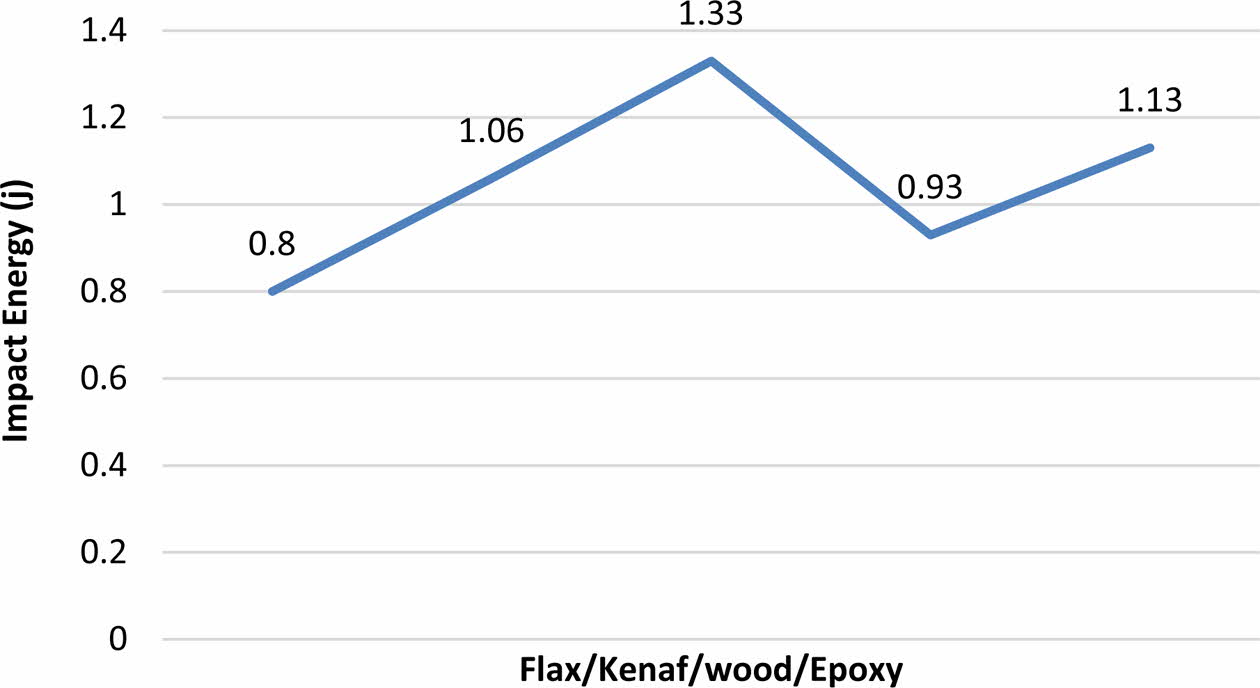
Fig. 3 Types of Hybrid Composites vs. Impact Energy (j). |
|
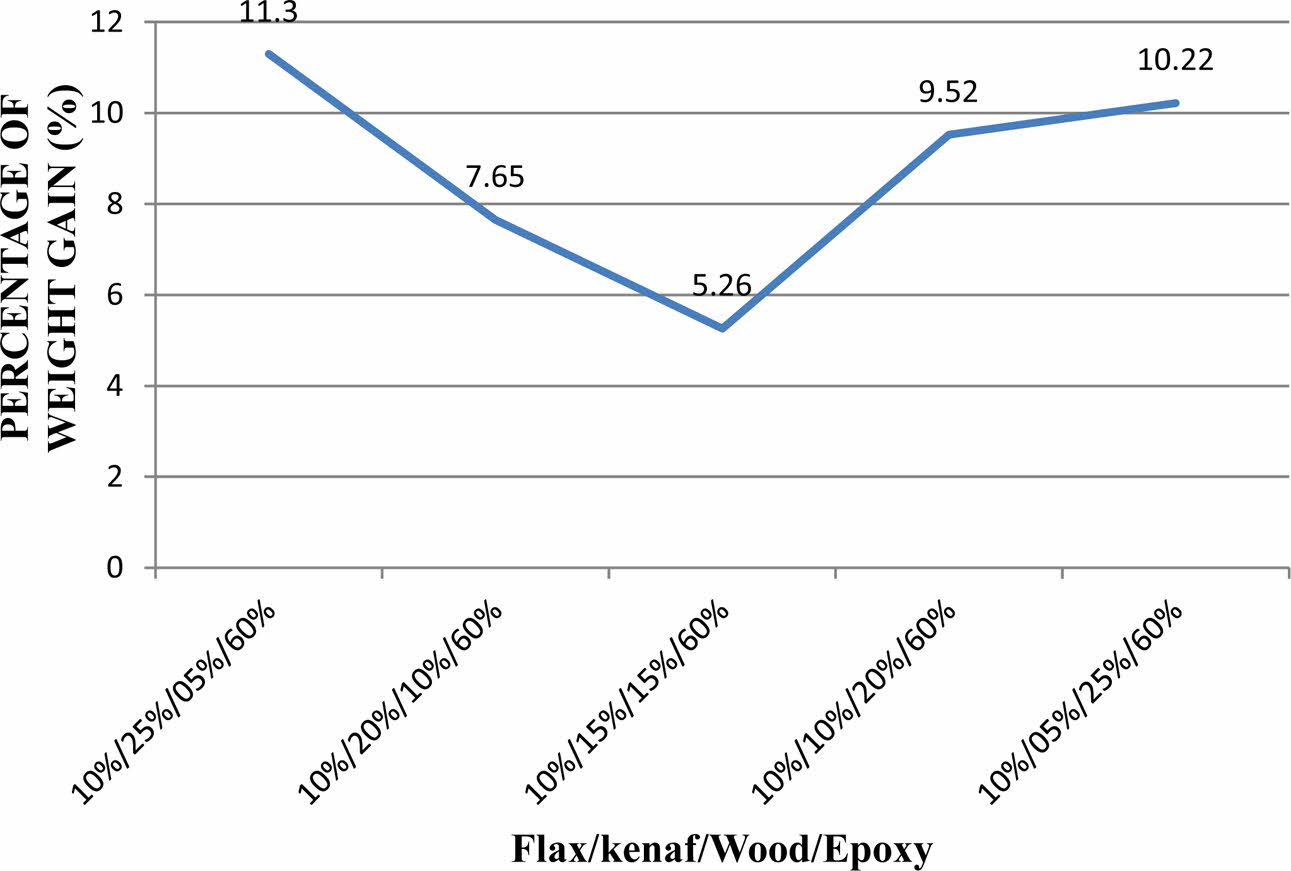
Fig. 4 Types of Hybrid Composites vs. Percentage of Weight Gain (%). |
The specimens fabricated through hand layout technique are subjected to the following tests; Tensile test, Flexural test, Water absorption test, Impact test and Interlaminar shear strength test. All these tests are conducted as per the ASTM standards and the readings are recorded. Universal testing machine is used to record the tensile strength of each specimen and the tensile properties are recorded in Table 1. The variation of tensile strength for different hybrid combinations is shown in Fig. 1. With different combinations of hybrid composites the tensile strength varies between 23.9 and 46.4 Mpa. It is found to be maximum for the combination of 10% flax/ 5% kenaf/25% wood/60% epoxy hybrid composite. It is found to be minimum for the combination of 10% flax/5% kenaf/25% wood/60% epoxy hybrid composite. It is notices that the tensile strength for Specimen 2 is better when compared to other hybrid composites. Flexural testing machine is used to record the flexural strength for each specimen and the values are recorded in Table 2.
The variation of flexural strength for different hybrid combinations is shown in Table 2. With different com- binations of hybrid composites the flexural strength varies between 81.5 and 115 Mpa. It is found to be maximum (115 Mpa) for the combination of 10% flax/5% sisal/25% Luffa/60% epoxy hybrid composite. It is found to be minimum (81.5 Mpa) for the combination of 10% flax/5% sisal/25% Luffa/60% epoxy hybrid composite. The figure.2 represents the flexural strength for various hybrid composites and it is notices that the flexural strength for Specimen 3 is better when compared to other hybrid composites. In specimen four, the combination includes 60% epoxy and remaining with reinforcing elements. The percentage of the reinforcing elements plays a major role in the determination of the tensile strength. This specimen is found to have low tensile strength when compare to the other specimens because of the reinforcing elements.
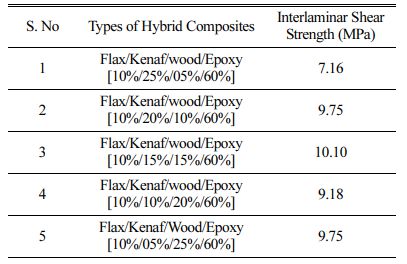
The Inter laminar shear strength of the composite laminates for different combinations of hybrid composites are shown in Table 3. The maximum ILSS of 10.10 Mpa is observed for combination of 10% flax/5% kenaf/25% wood/60% epoxy among all hybrid composites. The minimum ILSS of 7.16 Mpa is observed for com- bination of 10% flax/25% kenaf/5% wood/60% epoxy hybrid composite. Interlaminar Shear Strength property for a composite material is subjected to transverse loads and it is used to measure the shear strength between the laminate plates. ILSS is determined by short beam shear test.
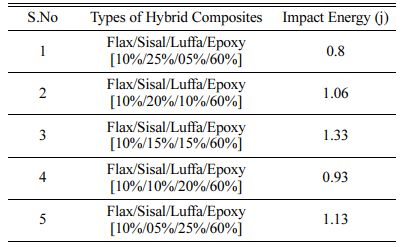
Standard notch according to ASTM A370 was done on the specimens (rectangular bar) before impact test was conducted in L.M laboratory. The width and thickness of the specimens were measured via vernier caliper and the readings were recorded. The results indicated that the maximum impact strength is obtained for 10% flax/15% kenaf/15% wood/60% epoxy composite is 1.33J while minimum impact strength is obtained for 10% flax/25% kenaf/5% wood/60% epoxy composite is 0.8 J. The Table 4 and Fig. 3 represents the impact energy for various hybrid composites and it is notices that the flexural strength for Specimen 3 is better when compared to other hybrid composites. The impact energy is the measure of workdone to fracture for a given specimen. In specimen four, the combination includes 60% epoxy and remaining with reinforcing elements. The percentage of the reinforcing elements plays a major role in the determination of the impact energy and tensile strength. This specimen is found to have low impact energy and tensile strength when compare to the other specimens because of the reinforcing elements.
The maximum water absorption increased for 10% flax/25% kenaf/5% wood/60% epoxy hybrid composite while it was decreased for 10% flax/15% kenaf/15% wood/ 60% epoxy hybrid composites. The tensile tested samples were immersed in water for 5 days as per standards. After 5 days samples dried by using cloth and reweighted to measure the percentage gain of water intake. Table 5 and Fig. 4 represents the water absorption properties of hybrid composites. It is seen that the water absorption is very minimum in specimen 3 when compared to the other composite specimens. Fig.2 Fig. 5 Fig. 6
|
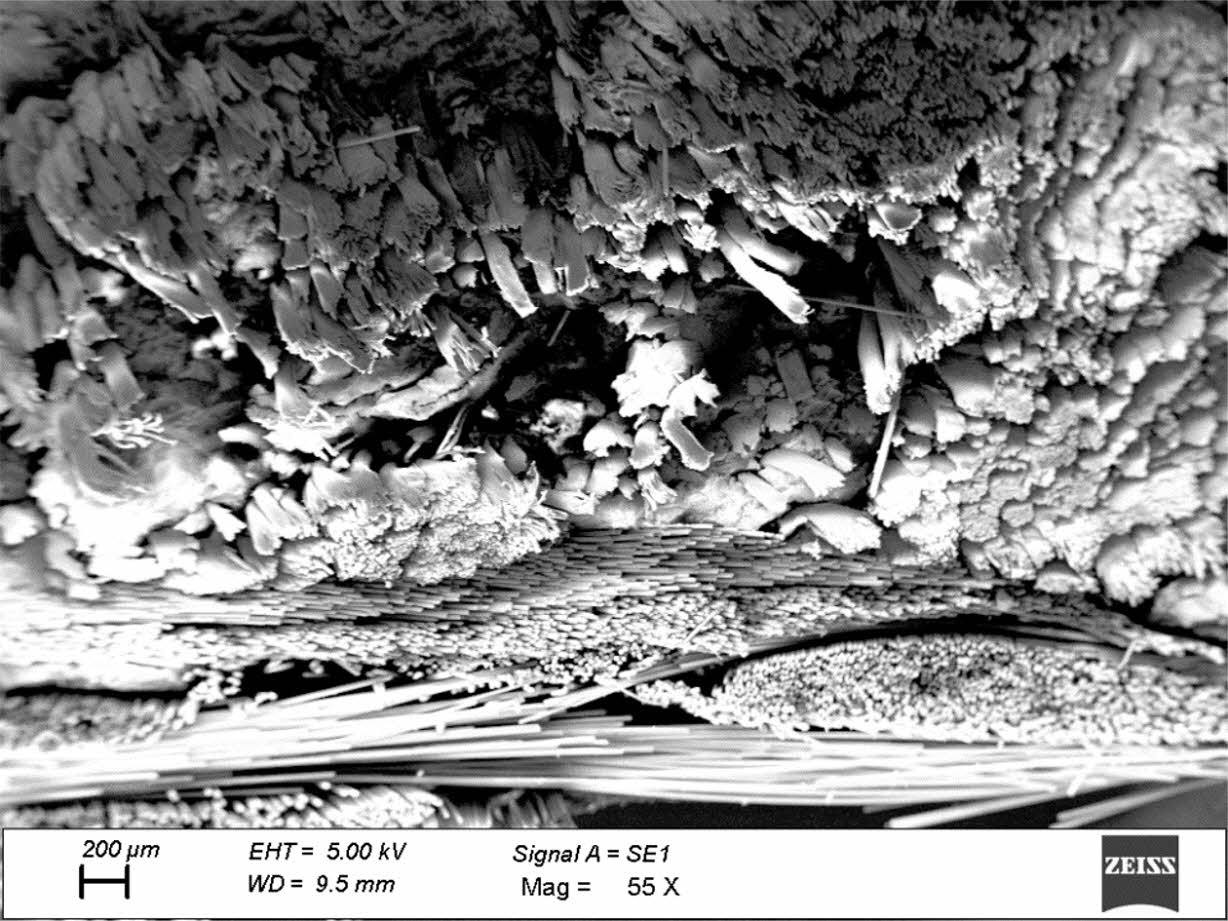
Fig. 5 Flax/kenaf/wood/epoxy (200 µm). |
|
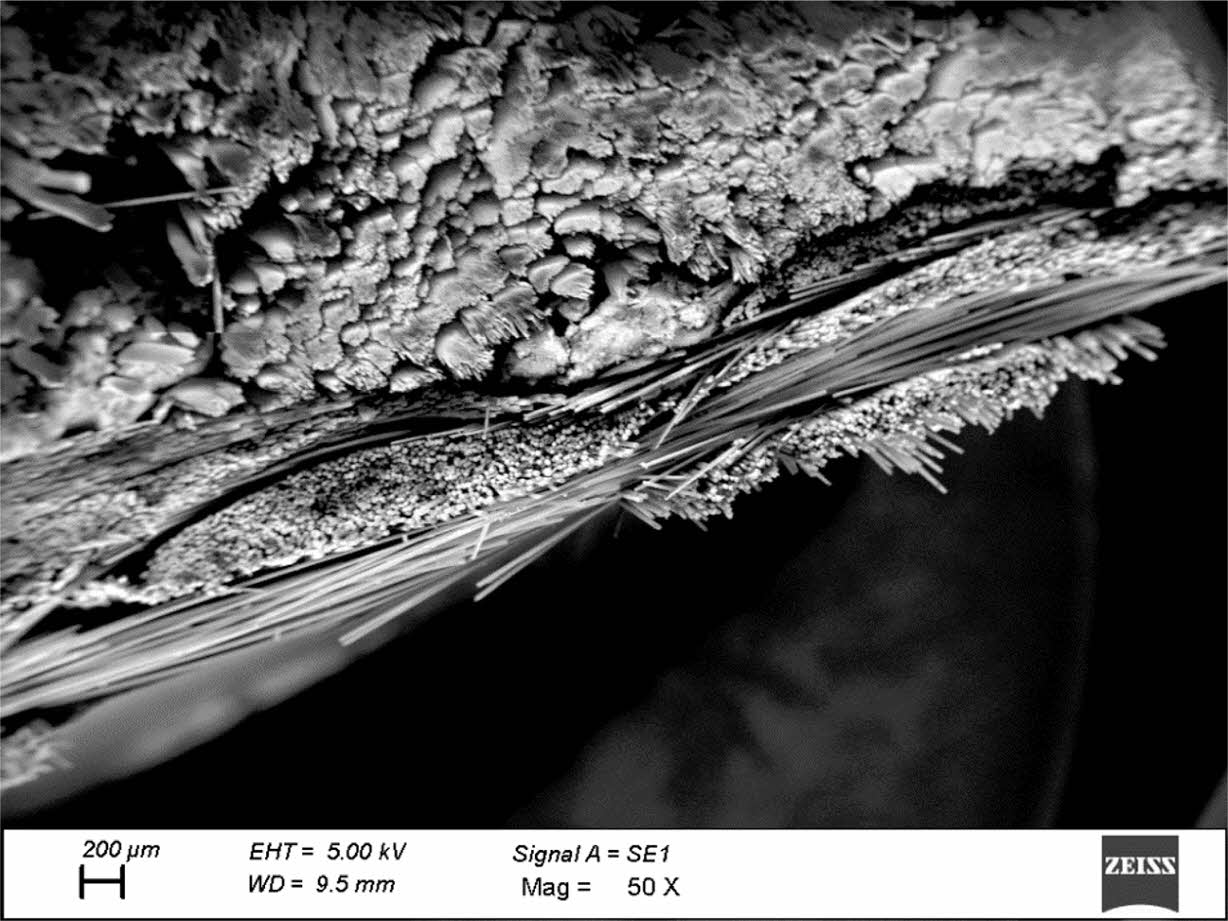
Fig. 6 Flax/kenaf/wood/epoxy (200 µm). |



The experiments were carried out to determine tensile, flexural, impact, interlaminar shear strength, water absorption test and SEM analysis of five hybrid composites such (10% flax/25% kenaf/5% wood/60% epoxy), (10% flax/20% kenaf/10% wood/60% epoxy), (10% flax/15% kenaf/15% wood/60% epoxy), (10% flax/10% kenaf/20% wood/60% epoxy), (10% flax/5% kenaf/25% wood/60% epoxy). The SEM analysis shows that as the natural fibres are increased the reinforcing elements are mixed with the epoxy based matrix elements in a uniform manner and provides higher strength. From the results, the following conclusions were arrived:
• The flexural, ILSS and impact strength were maximum for 10% flax/15% kenaf/15% wood/60% epoxy hybrid composites.
• Based on the result, the tensile strength has been increased for 10% flax/5% kenaf/25% wood/60% epoxy by 46.4 Mpa while decreased for 10% flax/25% kenaf/ 5% wood/ 60% epoxy by 23.9 Mpa.
• Based on the result, the flexural strength has been increased for 10% flax/15% kenaf/15% wood/60% epoxy by 115 Mpa while decreased for 10% flax/25% kenaf/5% wood/60% epoxy by 81.5 Mpa.
• Based on the result, the impact strength has been increased for 10% flax/15% kenaf/15% wood/60% epoxy by 1.33 J while decreased for 10% flax/25% kenaf/5% wood/60% epoxy by 0.8 J.
• Based on the result, the interlaminar shear strength has been increased for 10% flax/15% kenaf/15% wood/ 60% epoxy by 10.10 Mpa while decreased for 10% flax/25% kenaf/5% wood/ 60% epoxy by 7.16 Mpa.
- 1. A. Athijayamania, M. Thiruchitrambalam, U. Natarajan, and B. Pazhanivel, Mater. Sci. Eng. A 517 (2009) 344-353.
-

- 2. V. Calado, D.W. Barreto, and J.R.M. D’almeida, J. Mater. Sci. 19 (2000) 2151-2153.
- 3. C. Gonzalez-Murillo, and M. P. Ansell, Mech. Compos. Mater. 45 (2009) 435-442.
-
- 4. S. Jayabal and U. Natarajan, Int J Adv Manuf Technol. 10 (2010) 768-742.
- 5. Y. Li, C. Hu, and Y. Yu, Compos. Part A Appl. Sci. 39 (2008) 570-578.
-
- 6. R. Thirumalai, R. Prakash, R. Ragunath, and K.M. Senthilkumar, Mater. Res. Express 6 (2019) 1-8.
-
- 7. A.N. Shah and S.C. Lakkad, J. Fiber Sci. Technol. 15 (1981) 41 46.
-
- 8. D. Ray, B.K. Sarkara, A.K. Rana, and N.R. Bose, Compos Part A Appl. Sci. 32 (2001) 119-127.
-
- 9. S.N Monteiro, R.J.S. Rodriquez, M.V. De Souza, and J.R.M. D'Almeida, Adv. Perform. Mater. 5[3] (1998) 183-191.
-
- 10. K. Murugan, S. Venkatesh, R. Thirumalai, and S. Nandhakumar, Mater. Today: Proc. 37 (2021) 110-114.
-
- 11. K.G. Satyanarayana, K. Sukumaran, A.G. Kulkarni, S.G.K Pillai, and P.K. Rohatgi, Compos. 17 (1986) 329-333
-
- 12. R.Vinayagamoorthy, I. V. Manoj, G. Narendra Kumar, I. Sai Chand, GV Sai Charan Kumar and K. Suneel Kumar, J. Mech. Sci. Technol. 32[5] (2018) 2011-2020.
-
- 13. KM. Senthilkumar, R. Thirumalai, M. Seenivasan, and T. Venugopal, J. Ceram. Process. Res. 22[6] (2021) 731-738.
-
- 14. Y.M. Kin, J.H. Kwon, S.H. Kang, J.H. Jung, P.J. Kim, and K.J. Lim, J. ceram. process. res. 13[S2] (2012) S211-S214.
- 15. M. Srinivasan, S. Ramesh, S. Sundaram, and R. Viswanathan, J. Ceram. Process. Res. 22[3] (2021) 345-355.
-
- 16. A.I. Azmi, R.J. Lin, and D. Bhattacharyya, Int. J. Adv. Manuf. Technol. 64[1-4] (2013) 247-261.
-
- 17. M. Seeman, G. Ganesan, R. Karthikeyan, and A. Velayudham, Int. J. Adv. Manuf. Technol. 48[5-8] (2010) 613-624.
-
 This Article
This Article
-
2022; 23(4): 498-502
Published on Aug 31, 2022
- 10.36410/jcpr.2022.23.4.498
- Received on Feb 4, 2022
- Revised on Mar 20, 2022
- Accepted on Mar 21, 2022
Services
Shared
Correspondence to
- S. Sridhar
-
Professor, Department of Automobile Engineering, RVS Technical Campus, Coimbatore 641042, India
Tel : +91 9443743350 - E-mail: sivasridharr@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr