





- 3D printing for ceramic based PLA composites: Development, security, potential and challenges
G. Moulikaa,* and P. Ponnusamyb
aResearch Scholar, School of Mechanical Engineering, Vellore Institute of Technology, Vellore, Tamilnadu, India
bProfessor, School of Mechanical Engineering, Vellore Institute of Technology, Vellore, Tamilnadu, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
3D printing is a new technology for additive manufacturing to balance the demands of the customers and the industrial requirements. The 3D printing technology is facilitated by the used of fused deposition modeling technique in this paper. Ceramic based PLA composite specimens are developed and the process parameters are analysed. The security of the data transferred in the 3D printing paradigm through cloud computing techniques is also discussed in this work. The ceramic based PLA composite parts provide increased mechanical properties such as tensile strength and flexural strength. In this work L27 orthogonal array is used to conduct the experiments and the parameters are optimized. The regression coefficients, analysis of variance and the residual plots for the tensile strength and flexural strength are investigated and analysed. It is observed that the layer thickness is the most influencing parameter in the fused deposition modeling process
Keywords: Fused deposition modeling, 3D printing, Security, Taguchi, Ceramic based PLA composite
3D printing is a developing technology in additive manufacturing. Fused deposition modeling is a form of additive manufacturing and the finished product is produced by producing multiple “slices”. A 3D mode is initially developed and based on the this the physical object is produced using fused deposition modeling technique. The principle of Fused deposition modeling is laying down materials in layers one over another. A plastic filament or metal wire is unwound from a coil and supplies material to produce the final part. A 3D model can be developed using several software’s such as; solidworks, catia, sketch-up, Autocad etc and the designed model is saved in a .STL extension. The parameters considered during the process are infill percentage, number of shells, layer height, infill style, skin thickness etc. The building parameters for fused deposition modeling includes; building speed (extruding speed), movement speed (travelling speed), support material etc. Acrylonitrile butadiene styrene (ABS), ploy lactic acid (PLA) are the general materials used in fused deposition modelling. ABS has superior strength, electrical properties and gloss toughness. These materials are highly stable and resistant to wear, shrinkages and moisture absorption. PLA is a biodegradable thermoplastic and it is tough and brittle. The warping is the main defect in FDM, where a layer of the deposition do not sticks to the previous layer and it becomes curled. The main causes of this defect are slow print speed, low heating effect, and improper leveling platform. These defects can be removed by preparing the bed properly, using correct heating temperature and using correct sticking agent. FDM finds numerous applications in Aerospace industry, prosthetics, dentistry, automobile industry and so on. 3D printing finds several applications in several fields of engineering industries. In automotive industry 3D printing is useful in fabrication of a car dashboard; in jewelry industry 3D printing is popular in manufacture of mould for jewel design; 3D printing finds application in education sector, medical sectors in developing prosthetics, and so on. The potential benefits of 3D printing includes; reducing costs, time consumption, high security, production on demand and so on. The error associated with the manufacturing is also very less and precision in manufacturing is obtained. Competitive advantage is also obtained and high flexibility and repeatability of the closed tolerance dimesion are obtained.
A study on 3D printing in cloud manufacturing is investigated and compared with typical two models of 3D printing technologies available [1]. The various aspects of 3D printing and cyber security associate with the 3D printing technology are investigated. The challenges faced by the additive manufacturing in terms of data acquisition, computational cost and standardization are discussed [2]. The industry 4.0 and the rapid advancements in the materials technology and its processing methodologies enabling smart manufacturing are discussed. The newer technologies such as machine learning, internet of things, cyber physical systems are discussed in detail [3]. The development of fused deposition modeling using Taguchi technique is investigated. It is observed that accuracy of the dimensioning of the part will highly depend on small layer thickness, low extrusion temperature, low infill percentage and hexagonal infill pattern [4]. Several additives are used in fused deposition modeling to develop the printed components for testing the tensile and flexural properties. It is concluded that the ceramic based PLA composite provides better mechanical properties when compared to wood, copper and aluminium based PLA composite [5]. Design of experiment is used to optimize the process parameters for fused deposition modeling. 27 experiments are conducted using air gap, layer thickness and raster angle as the process parameters and processing time required to develop the model is investigated as the response [6]. The fused deposition modeling technique is adapted to fabricate ceramic and multi functional components to study the mechanical characterization of the products. It is concluded that the surface quality and dimensional stability are improved by the fused deposition technique [7]. A geometrical model of the filament giving a strong relationship between the layer thickness and the deposition angle is formulated and validated. Also the macro geometrical and micro geometrical aspects of the model are investigated for its dimensional accuracy and quality [8].
The fused deposition modeling and the additive manufacturing process in the current industry is analysed. The importance and the utilization of the 3D in several industries are reviewed [9]. Fused deposition modeling is used to fabricate polycarbonate specimen and it is found that the orientation is the most important factor in FDM process thereby providing improved surface quality. Finite element analysis is carried out to analyse the developed specimen and mechanical properties are evaluated and analysed [10]. Ceramic based composite laminate is fabricated and analysed for its mechanical properties and characterization. The improvement in the mechanical properties is noted with the increase in silica composition [11]. A review on mechanical and thermal properties of PLA with different fillers used as filament in 3D printing is demonstrated. It is observed that the ceramic based filler material will provide additional strength when compared to the other materials [12].
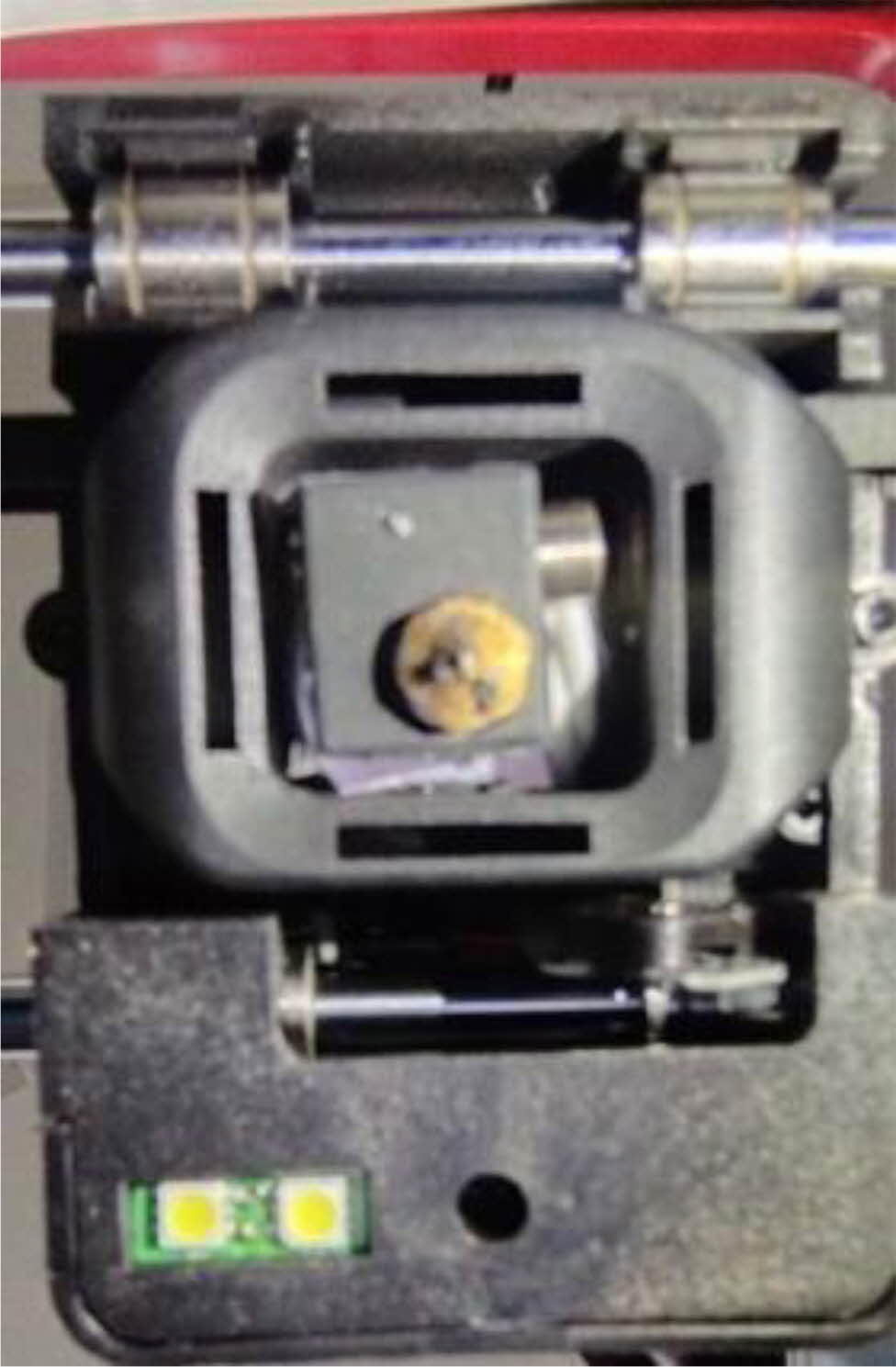
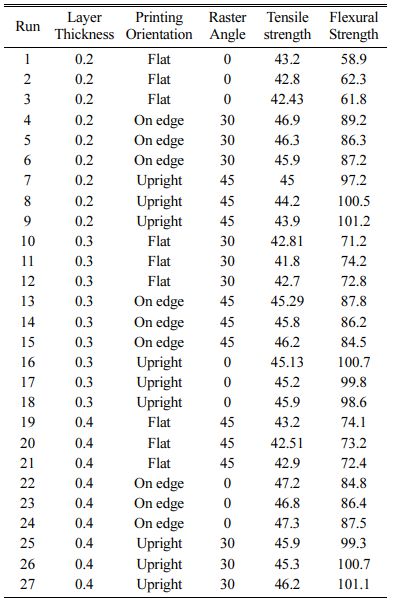
The identification of the process parameters in the optimization of the fused deposition modeling is the primary step in the analysis. Three process parameter, layer thickness, printing orientation and raster angle are selected with three levels. The three levels of the layer thickness are 0.2 mm, 0.3 and 0.4 mm; printing orientation are flat, on edge and upright orientations, raster angle are 0, 30 and 45 degrees. The responses selected in this work against these process parameters are Tensile strength and Flexural strength. The most important mechanical property in analyzing the strength of a composite material is Tensile strength and Flexural strength. Tensile strength is the ability of a material to resist failure due to tension when loading are applied to the material. Flexural strength indicates the maximum load required breaking the material and it is highly useful in determining the flex or bending properties of a material. The objective of this work is maximization of the tensile strength and flexural strength. Design of experiments is used to optimize the process parameters using Taguch technique. L27 orthogonal array is used to conduct the experiments and the experimental data are shown in Table 1. WOL 3D printer is used for the fused deposition modeling of the PLA composite. The printing sped of the printer is 180mm/sec; power consumption is 240 V; nozzle diameter 0.4 mm and filament diameter is 1.75 mm. The build volume of the printer is 220´220´250 mm and auto calibration is included in the 3D printer. The nozzle used in the 3D printer in the fused deposition modeling is shown in Fig. 1.
Security in 3D printing
Cloud operator, 3D printing service provider, 3D printing service demander, and logistic service provider are the four important roles in 3D printing cloud model. The essential information’s related to the 3D printing, Fused deposition modeling technique are stored in the cloud operator and it is securely transferred and communicated among the four roles in the cloud based interactions. The demand and supply is controlled and maintained by the cloud operator whereas the 3D printing service providers keep the 3D printing machines and publish the relevant information online on the cloud platform. The consumers or the 3D printing service demanders can check the scope of the 3D model published online and also can access the service information with the help of cloud platform. Thus a secured online transaction is facilitated once the online 3D model is ordered and signed from the 3D service providers.
The third party logistic provider will securely deliver the product to the customer thereby increasing the security of the 3D model published online with the use of cloud platform. The cryptographic algorithm are used for securely transferring the data from the CAD model to the 3D printer and there by increasing the security process. A cloud acces adapter based on Rasbery Pi is developed for FDM 3D printers and it communicated through USB and uses wireless mode of communication with the cloud platform. This enhances the security in communication between the networks and the FDM 3D printer.
|
Fig. 1 Nozzle used in 3D printer – Fused Deposition modeling. |
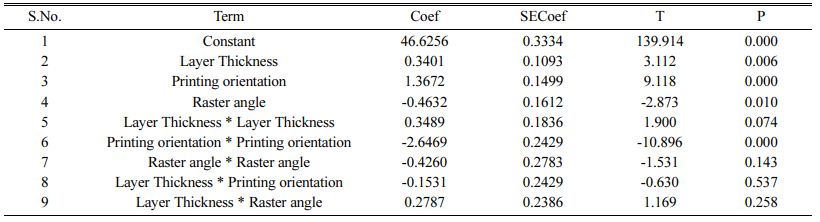
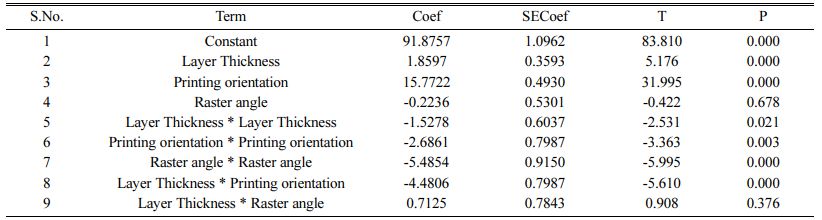
The estimated regression coefficient for tensile strength is shown in Table 2. It is observed that the P value is less than 0.005 for all linear, square and interaction terms and it is reliable and satisfactory. The R-squared value for the tensile strength is found to be 95.08% and the model is satisfactory. Similarly, the estimated regression coefficient for flexural strength is shown in Table 3. It is observed that the P value is less than 0.005 for all linear, square and interaction terms and it is reliable and satisfactory. Layer thickness is the most influencing parameter when compared to raster angle and printing orientation. It is obvious that as the layer thickness is improved, the tensile and flexural properties will also improve. Also it is concluded from the ANOVA table that the layer thickness contributes to a higher percentage when compared to other process parameter. The R-squared value for the tensile strength is found to be 99.15% and the model is satisfactory.
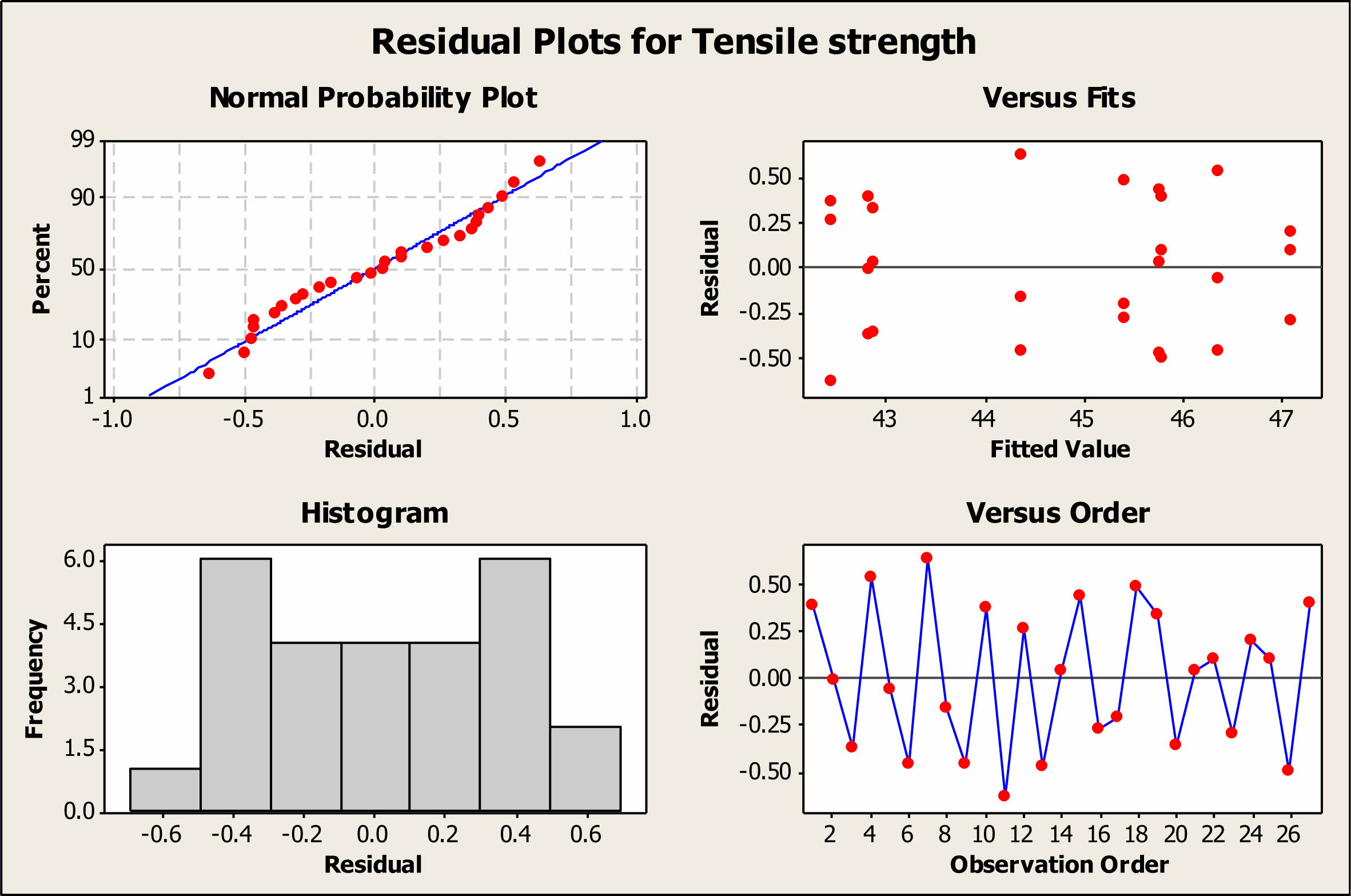
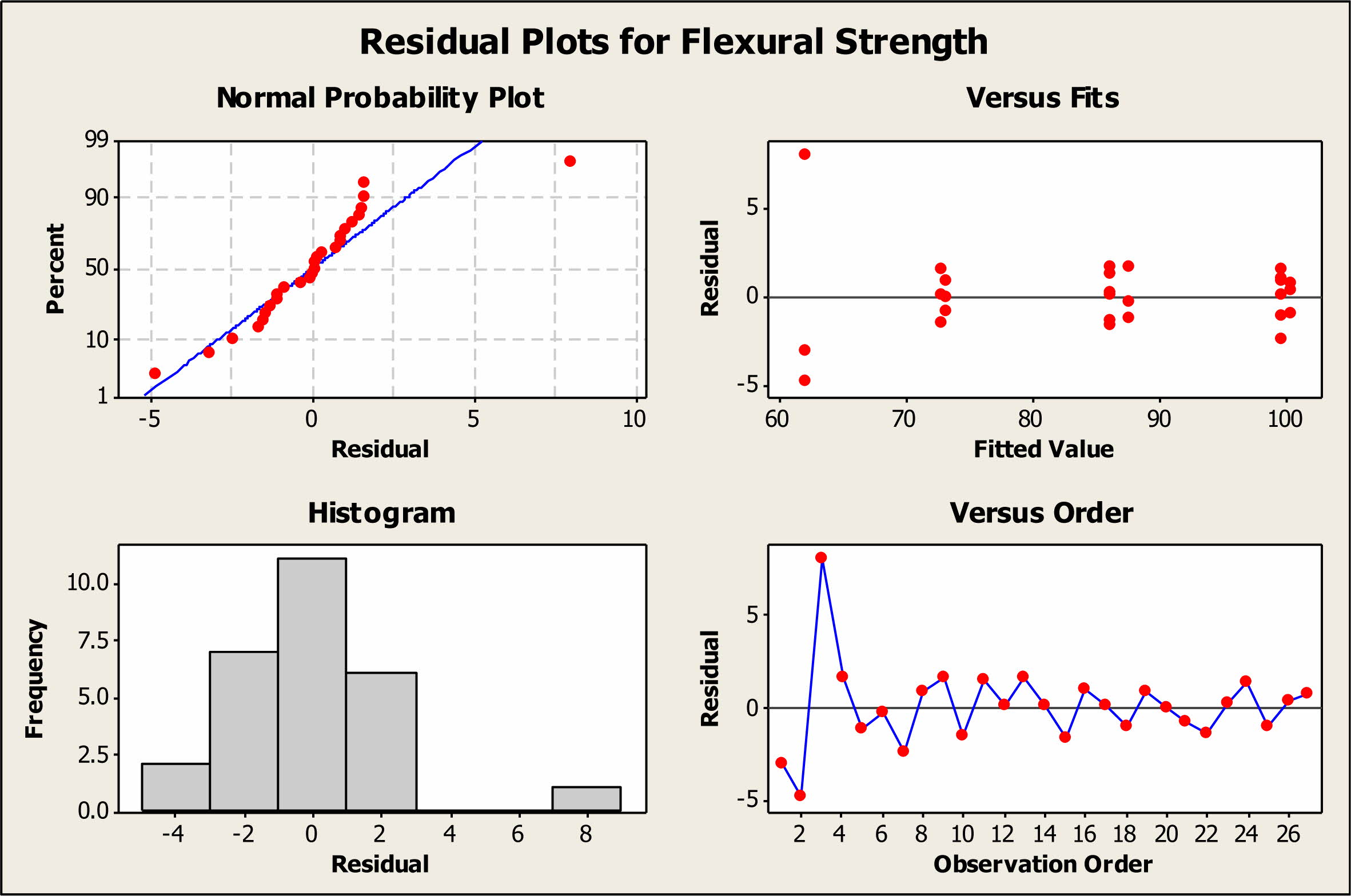
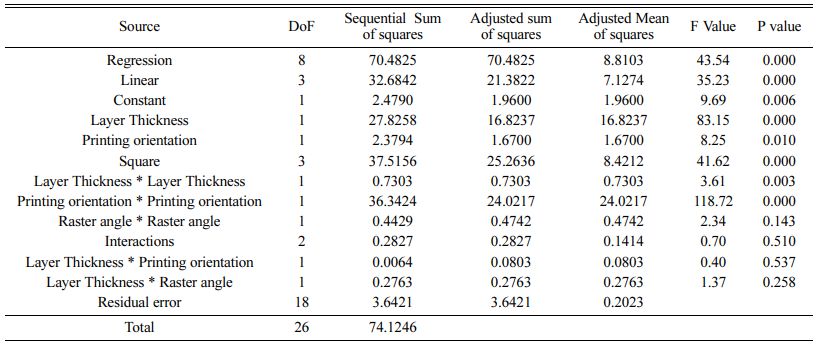
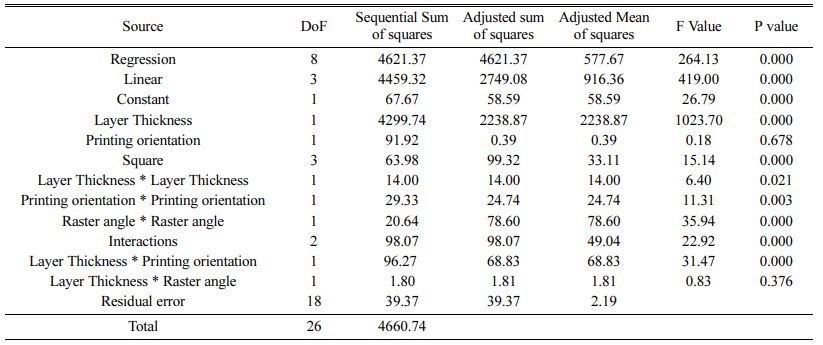
The analysis of variance for tensile strength is shown in Table 4. It is observed that the percentage of contribution of layer thickness is 37.03% and it is the highest contributing factor in the optimization process for tensile strength. The residual plots for the tensile strength are shown in Fig. 2 and it is noticed that all the experimented values are very close to the median line and it is acceptable level. Similarly, the analysis of variance for flexural strength is shown in Table 5. It is observed that the percentage of contribution of layer thickness is the highest contributing factor in the optimization process for flexural strength. The residual plots for the flexural strength are shown in Fig. 3 and it is noticed that all the experimented values are very close to the median line and it is acceptable level. The R-square value for Tensile strength is found to be 99.16% for flexural strength and 95.09% for the tensile strength.
|
Fig. 2 Residual plots for Tensile Strength |
|
Fig. 3 Residual plots for Flexural strength. |
This work provides a study of development of the FDM 3D printer and optimizes the process parameters of the FDM process. The regression coefficients, analysis of variance are analysed and it is found that the layer thickness is the significant parameter in the optimization process for maximization of the tensile strength and flexural strength. The cloud platform is used and a cloud based adapter is develop for the FDM 3D printer to facilitate a secure data transmission for the process.
- 1. J. Cui, L. Ren, J. Mai, P. Zheng, and L. Zhang, Robot Comput Integr Manuf. 74 (2022) 102256.
-

- 2. G.D. Goh, S.L Sing, and W.Y. Yeong, Artif. Intell. Rev. 54[1] (2021) 63-94.
-
- 3. A. Kumar, Manuf. Lett. 15 (2018) 122-125.
-
- 4. A. Alafaghani and A. Qattawi, J. Manuf. Process. 36 (2018) 164-174.
-
- 5. Z. Liu, Q. Lei, and S.Xing, J. Mater. Res. Technol. 8[5] (2019) 3741-3751.
-
- 6. T. Nancharaiah, Int J Emerg Technol. 2 [1] (2011) 100-102.
- 7. A. Bellini, and S. Güçeri, Rapid Prototyp. J. 9[4] (2003) 252-264.
-
- 8. A. Boschetto and L. Bottini, Int. J. Adv. Manuf. 73[5-8] (2014) 913-928.
-
- 9. C.V. Madhav, R.S. N. H. Kesav, and Y.S. Narayan. Int. J. Mod. Eng. 3[5] (2016) 24-29.
- 10. M. Domingo-Espin, J.M. Puigoriol-Forcada, A.A. Garcia-Granada, J. Llumà, S. Borros, and G. Reyes, Mater. Des. 83 (2015) 670-677.
-
- 11. W. Ahmed, S. Siraj, and A.H. Al-Marzouqi, Polymers 12 [11] (2020) 2579.
-
- 12. A.J. Arockiam, K. Subramanian, R.G. Padmanabhan, R.K. Selvaraj, D.K. Bagal, and S. Rajesh, Mater. Today: Proc. 50[5] (2021) 2057-2064.
-
 This Article
This Article
-
2022; 23(3): 391-396
Published on Jun 30, 2022
- 10.36410/jcpr.2022.23.3.391
- Received on Jan 25, 2022
- Revised on Mar 6, 2022
- Accepted on Mar 10, 2022
Services
- Abstract
introduction
literature review
materials and methods
results and discussion
conclusions
- References
- Full Text PDF
Shared
Correspondence to
- G. Moulika
-
Research Scholar, School of Mechanical Engineering, Vellore Institute of Technology, Vellore, Tamilnadu, India
Tel : +91 9884881258 - E-mail: kkdmoulikagrandhi@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr