





- Modeling and optimization of material removal rate and surface roughness for Al6010 HMMCs on WEDM using Response Surface Methodology
Mukesh Kumara, S.K. Tamanga,*, Dipika Devib, M. Dabia, K. K. Prasada,c and R. Thirumalaid
aDepartment of Mechanical Engineering, North Eastern Regional Institute of Science and Technology, Nirjuli, Arunachal Pradesh-791109, India
bDepartment of Civil Engineering, North Eastern Regional Institute of Science and Technology, Nirjuli, Arunachal Pradesh-791109, India
cCentre for Sensor, Instrumentation and Cyber Physical System Engineering (SeNSE), Indian Institute of Technology Delhi, New Delhi-110016, India
dDepartment of Mechanical Engineering, Dr. N.G.P Institute of Technology, Coimbatore - 641 048, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
A Hybrid metal matrix composite (HMMCs) material has gained a lot of interest among industries due to its superior properties. Some of these properties are light in weight, high strength & rigidity, and high-temperature resistance. However, due to poor machinability, faster tool wear, machining of such materials exhibits greater challenges. The WEDM of aluminum-based HMMC Al6010 (10% SiC and 15% Al2O3) is investigated. The input variable viz., pulse on time (Ton), pulse of time (Toff), peak current (I) and servo voltage (V) of the WEDM process was modelled using Response Surface Methodology (RSM). The investigation was carried out through varying their effect on the material removal rate (MRR) and surface roughness (Ra). Using desirability analysis an attempt has been made to optimize the multiple responses simultaneously, the MRR and Ra were optimized for desirability and optimum result found as Ra = 1.58 µm and MRR = 18.31 mm3/min corresponding to V = 33.32 volt, Ton = 117.45 µs, Toff = 45.041 µs and I = 219.70 A. In addition, the analysis of variance (ANOVA) is performed to determine the significance of the selected input variable. It has been found that as peak current increases, MRR increases and Ra decreases. The RSM model's validity and appropriateness are confirmed by the test results.
Keywords: Hybrid metal matrix composite, WEDM, RSM, Surface quality, ANOVA
Composite materials have gotten a lot of attention in the field of material science in recent years due to their high demand in industry. The reinforcing phase (fibres, particles, flakes) is one of its parts, while the matrix (in which reinforcement is embedded) is another (generally continuous). Along with matrix components including aluminium, magnesium, and titanium, HMMC comprises two or more discrete particle reinforcements. They are reinforced either in a continuous, discontinuous or particulate with ceramics-based abrasives like SiC, B4C, Al2O3, TiC, WC, Gr, ZrO2 (5 to 20% of volume), and glass, to form HMMCs. Aerospace, marine, and automobile industries are mostly beneficial of such com- posite materials. However, due to its non-homogeneous and anisotropic nature, it leads to poor machinability, faster tool wear, and makes machining of such materials challenging. Experimental-based process modeling and parameter optimization are the most important requirements for cost-effective machining. Two common traditional machining processes, viz. turning and drilling as well as Electrical Discharge Machining (EDM) and Wire-cut Electrical Discharge Machining (WEDM)) are used to machine HMMCs. In the case of conventional machining, it leads to high tool wear and high cutting forces. These result in the damage of the workpiece and increase machining costs. Non-conventional machining such as EDM is suitable for machining of HMMCs. The main advantage of the process is that the machining is performed without direct contact between the workpiece and tool/electrode. This further eliminates the mechanical stresses/forces and vibration developed during conventional machining. Several EDM processes have been evolved such as wire electric discharge machining (WEDM), sinking EDM, and micro EDM. All the process works on the basic principle of erosive effect of material removal by the generation of spark.
Some of the researchers studied the various factor affecting the surface quality of HMMCs during non-conventional machining. The machining characteristics of Al6063/SiCp composites using WEDM are investigated [1]. Mathematical equations were obtained to relate the process parameters and responses for Al6063 and composite. The cutting width (kerf) of SiCp /6061Al MMC is examined using WEDM [2]. The stir casting method was used to prepare the MMC of aluminum 6061 reinforced with 10% SiC particles (by weight) sample. In comparison to pulse-off time, they found that voltage and wire feed rate are significantly relevant characteristics. The effect of WEDM machining parameters on Al7075/SiC MMC are studied [3]. They discovered that machining response were inherently contradictory. The problem is solved using the NSGA-II, which is formulated as a multi-objective optimization problem. To produce a high surface quality of MMC, a multi-cutting passes WEDM experiment is demonstrated [4]. The machined surface's white layer or recast layer, as well as the heat-affected zone (HAZ), were studied using field emission scanning electron microscopy (FESEM). During semi-finish cutting passes, the thickness of white coating is reduced and is totally reduced during the finish cutting pass. The influence of WEDM parameters on the surface quality of Aluminium Metal Matrix Composites (AMMCs) is investigated [5]. Aluminum alloy functions as the matrix, and silicon carbide functions as reinforcement in the composite material. The stir casting technique has been employed to develop the (AMMCs). Using grey relation analysis, an experimental study was conducted to determine the best combination of input parameters for electron discharge machining of Al 6351 metal matrix composite [6]. ANOVA analysis was also used to determine the influence of each EDM parameter on composite material surface quality. The experimental investigation of Al6061/SiC/B4C hybrid MMCs in a WEDM are discussed [7]. The influence of WEDM parameters on MRR and Ra are investigated. The findings suggest that increasing SiC reduces MRR and improves surface quality, whereas adding boron carbide reduces machining performance. A higher pulse on-time resulted in a poor surface quality. Ra reduces when the pulse-off time was increased. MRR, cutting speed, and Ra for AlSi7Mg/20% SiC reinforced MMC are examined utilising non-traditional machining methods [8]. The machined surface is mainly damaged by thermal degradation and the presence of reinforcing particles. The WEDM of ZC63/SiCp MMCs is investigated to optimise Ra and MRR [9]. RSM technique has been employed to study the effects of WEDM process parameters on the surface quality of hybrid metal matrix composites. An experiment was carried out to minimize the kerf width and to maximize the cutting speed. At optimal machining conditions, they found the minimum kerf width of 0.271 mm and maximum cutting speed of 4.76 mm/min [10]. WEDM process parameters were optimized for the machining of Inconel 625 superalloy materials. RSM integrated multi-objective Grasshopper optimization algorithm (MOGOA) has been used to optimize perfor- mance parameters such as Ra and MRR. The confirmatory test is used to validate the obtained performance charac- teristics. Hybrid approaches' performance is compared to that of existing algorithms and found that the predicted values are in good proximity to the experimental values [11]. RSM is used to examine the effect of wire-cut electric discharge machining input variables process parameters on machining of heat-treated ASSAB'88 tool steel. To build the prediction models, a mathematical model in the form of multiple regression equations that correlated the dependent and independent parameters was established. They found that MRR and Ra charac- teristics for untreated, annealed, and quenched samples show different trends [12]. Taguchi technique has been used to optimize the WEDM process parameters for machining of AZ31B magnesium (Mg) alloy. The influence of each input parameter on the machining process was determined using ANOVA. They revealed that pulse on-time has the greatest impact on surface roughness, whereas voltage and pulse off-time had minor effects on the process of surface roughness reduction [13].
The influence of WEDM process parameters on the machining of triple-reinforced hybrid aluminium (Al-6061) metal matrix composites has been investigated experimentally. To associate the machining response characteristics with input parameters, a mathematical model was developed. They came to the conclusion that the mathematical relationships revealed for MRR and spark gap (SG) lead to effective machining of hybrid Al-MMCs. To investigate the creation of the recast layer during machining, scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS) were used to examine the machined surface textures. [14]. Optimization of the WEDM process parameters using hybrid RSM-GRA for machining of pure titanium has been attempted. ANOVA has been implemented to study the significance of input variables on the output responses i.e., MRR and Ra. The surface integrity of the machined sample has also been studied using a SEM. They concluded that the finding of this study can be beneficial to industrial application [15].
Optimized the process parameter to predict the tensile strength of the prepared Aluminum Metal Matrix Com- posite (AMMC) material by stir casting. The optimization of process parameters was carried out using Response Surface Methodology (RSM). The experimental value of tensile strength was obtained using Universal Testing Machine (UTM) and validated with the predicted value. The predicted value obtained using RSM shows good agreement with the experimental value [16]. An experimental investigation has been carried out on joining two dissimilar materials, i.e., AISI 304 and AISI 1020, using Resistance Spot Welding (RSW). The process parameters of RSW were varied to evaluate the integrity of the weld joints. ANOVA and RSM models were developed to predict welded joint tensile shear strength/failure modes for various RSW process parameters. They found that the weld current was the most significant factor for tensile Shear Fracture Load (TSFL) and nugget diameter, followed by weld pressure and time [17]. An attempt has been made to optimize the stir casting process parameters to study the effects of mechanical properties on prepared AlSiC composite materials by stir casting. The prepared samples were characterized based on the tensile strength and hardness. A Grey Relational Analysis (GRA) and S/N ratios predicted the most influencing process parameters for obtained output. They found that the pouring temperature significantly influences the prepared samples' mechanical properties. SEM and EDX analyses were carried out to confirm the reinforcement of SiC in the Al matrix for the prepared composite material [18]. Aluminum Metal Matrix Composite AMMC prepared through stir casting with the matrix AA 6063 and reinforcements SiC and B4C. The prepared hybrid sample was joined by Friction Stir Welding (FSW). The process parameters of FSW were optimized using the Genetic Algorithm technique to achieve maximum tensile strength. They found that the tensile strength of the weldment of composites depends upon the FSW parameters, and each parameter has its effect on the tensile strength [19]. An experimental investigation has been carried out on Al7075/Al2O3/B4C hybrid composite to study the frictional and wear characteristics. RSM based desirability approach has been applied to optimize the responses viz., wear rate and coefficient of friction. They found that the optimum value as 0.950´10-3 and 0.30 wear rate coefficient of friction respectively [20].
In the present study, an investigation on WEDM of aluminium-based HMMC Al6010 (10% SiC and 15% Al2O3) has been explored. Al6010 was chosen as the matrix material for the hybrid metal matrix composite in this study because it has a wide range of applications in the construction, automotive, marine, and other industries due to characteristics such as moderate strength, low density, good fatigue performance, good corrosion resistance, and toughness when compared to other aluminium alloys. Using RSM a mathematical model will be developed for predicting the response characteristics, an attempt has been made to develop a multi-response optimization algorithm which optimize the multi objective characteristics viz., MRR and Ra respectively simultaneously. To analyse the effect of process parameters on the responses ANOVA analysis is used in the present work.
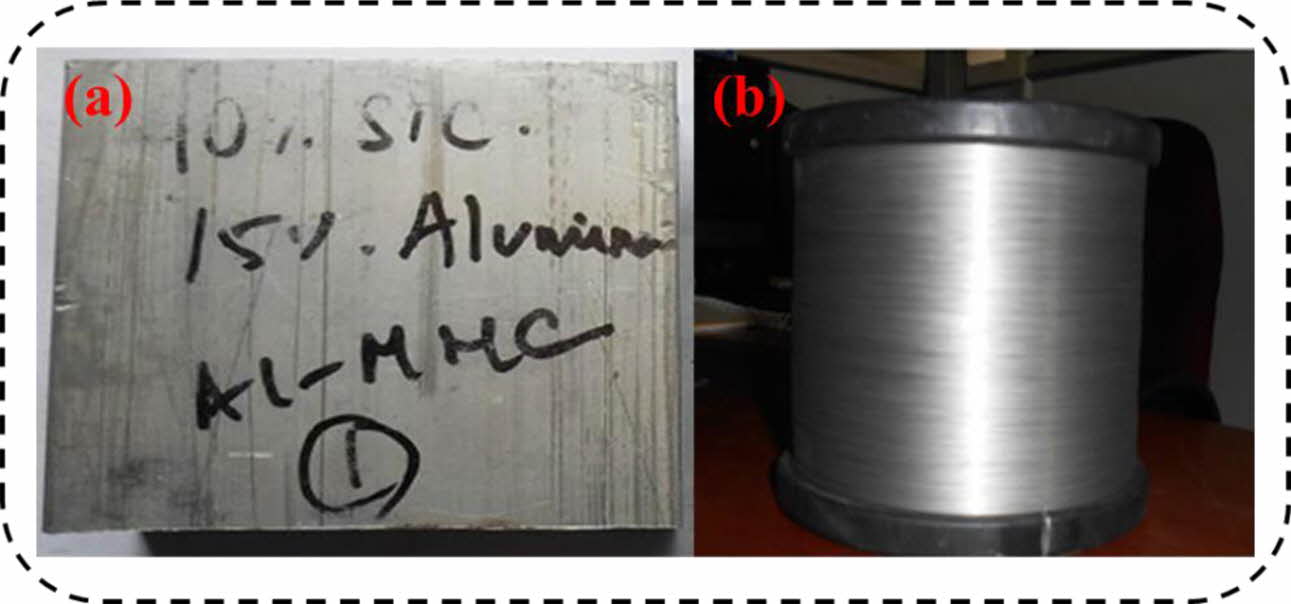
In the present work aluminum-based, HMMC Al6010 (10% SiC and 15% Al2O3) as reinforcement particulate is used for WEDM machining investigation. The dimension of the workpiece is 70´70´20 mm as shown in Fig. 1(a).
The input parameters of WEDM are chosen as gap voltage (v), pulse-on time (Ton), pulse-off time (Toff ), peak current (I). The Wire- EDM machining process uses engineering materials with a high melting point and greater thermal conductivity as tool materials. They have superior wear properties, conductivity, and sparking characteristics. Copper with a 5% tellurium addition improves machining characteristics. Material removal rate, electrode material manufacturing cost, and the properties of the work material to be machined, are all factors that influence electrode material selection. The tool was made of zinc-coated brass with a diameter of 0.255 mm as shown in Fig. 1(b).
The stir-casting method was chosen because it is the simplest and most cost-effective method of producing particulate-reinforced materials. For the present invest- igation, an Al6010 hybrid composite reinforced with SiC & Al2O3 (10 wt. percent, and 15 wt. percent) specimen was constructed. The procedure is as follows:
• The Al6010 alloy is molten in the furnace, and then warmed reinforcing particles are added. After the aluminium alloy has been completely melted and degassed with nitrogen, a mechanically operated stainless-steel stirrer coated with alumina is inserted into the melt and stirred.
• Equal proportion of SiC & Al2O3 (each 10 wt% and 15 wt%) as reinforcement materials is preheated in the furnace and are introduced into the molten metal for preparing the specimens.
• After all of the reinforcement components have been added, the liquid composite is poured into a steel mould that has been preheated to 250 oC to prevent moisture absorption from the environment. The liquid metal is let to cool in the air until it solidifies.
• The Archimedes method was used to calculate the density of specimens.
• This is one of the methods to prepare hybrid Al6010 composite with 10 wt.% and 15 wt.% SiC and Al2O3.
|
Fig. 1 (a) Prepared sample, (b) Zinc coated brass wire electrode |
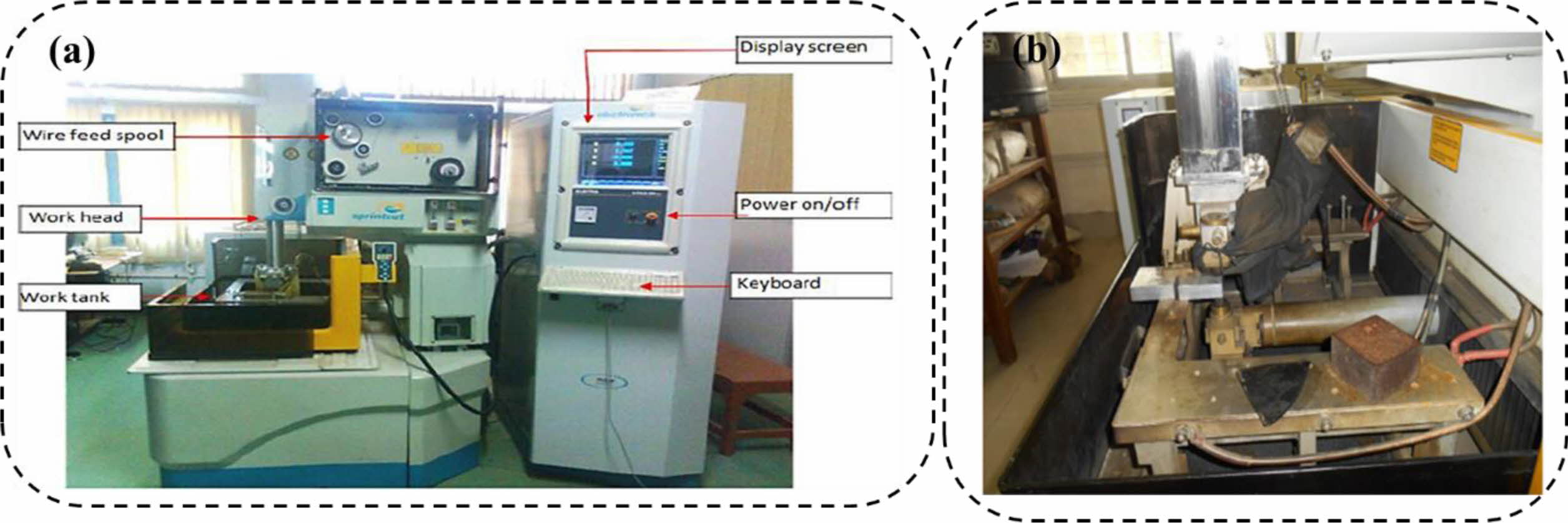
The WEDM machine (ELEKTRA ELPULS 40A DLX WEDM setup) has been utilized for the present study. It consists of a main worktable, an auxiliary table, and a wire driving mechanism as indicated in Fig. 2(a). The process entails the use of DC servo motors to move tables in Cartesian coordinates (X-Y). The experimental setup for the present study is shown in Fig. 2(b).
The regression equation for both MRR and Ra is obtained for a different proportion of composite Aluminum-based HMMC with SiC and Al2O3 (10% SiC and 15 % Al2O3). The development of a predictive model using RSM for the prediction of the responses were carried out using statistical software Design expert®13. The design of the Experiment is shown in Table 1.
RSM is used to obtain second order model for both the responses viz., MRR and Ra. The second-order model allows high flexibility and making it a good approximation to the response surface. The parameters of a second-order model are simple to estimate. This can be performed with the least squares method. Second-order models have been shown to be effective in solving real-world response surface problems.
|
Fig. 2 (a) Pictorial View of WEDM Machine Tool, (b) Experimental setup. |
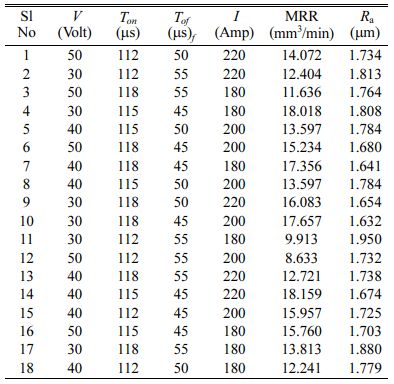
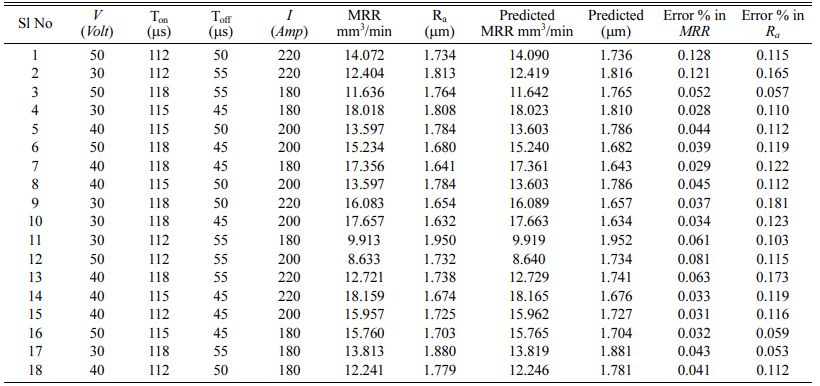
In this section, MRR and Ra of cutting material are investigated by using RSM. RSM model is used to analyse machining parameters in the WEDM process. The experimental data and mathematical data as shown in Table 2.
Average variation percentage error in MRR = 0.052%
Average variation percentage error in Ra = 0.115%
Model percentage accuracy in MRR = 99.94%
Model percentage accuracy in Ra = 99.88%
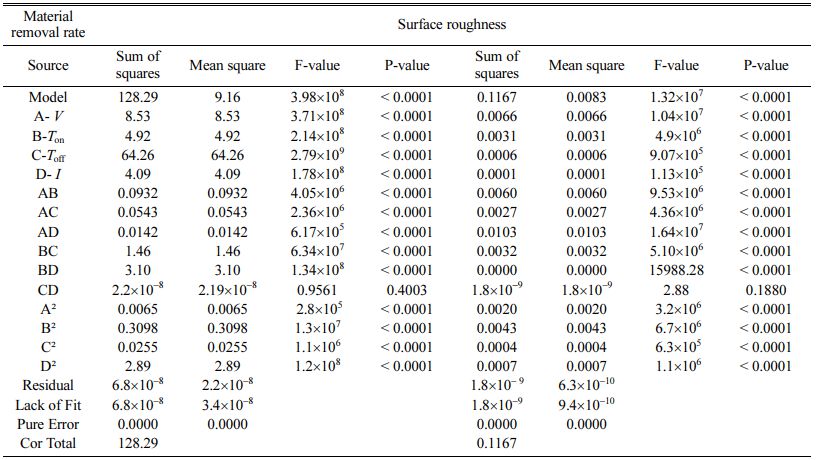
The quadratic empirical equation is found to be statistically important for both MRR and Ra, according to the fit summary generated from the analysis. ANOVA result for MRR and Ra from the quadratic model is presented in Table 3.
For fitting MRR and Ra in the model, backward elimination is used to exclude non-significant terms. In the present study a = 0.05 which is considered to be 95% accuracy. It is found in Table 4 that the F value of the model is 3.98´108 and the related p-value is < 0.0001, resulting in a significant model for MRR and F value of the model is 1.32´107 and the related p-value is < 0.0001, resulting in a significant model for Ra.
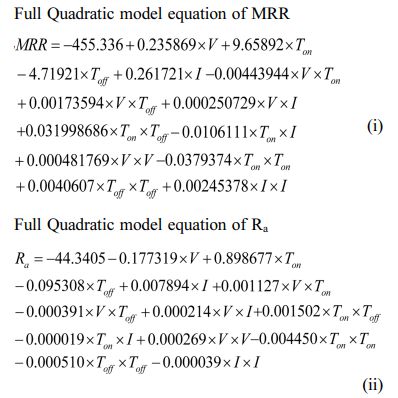
Table 4 shows that R2 is the Model's coefficient of correlation, which is 1.000 and it means that the model can account for 100% of the variation. The corrected R2 is 1.000, which matches the predicted R2 logically. The signal-to-noise ratio is used to compare significant and non-significant components. A ratio of larger than 4 is optimal, according to software results. In this case, appropriate precision for MRR is 68821.65, while adequate precision for Ra is 13908.12. As a result, the signal-to-noise ratio is important. The empirical relationship in terms of actual factors is obtained as given in equations (i and ii).
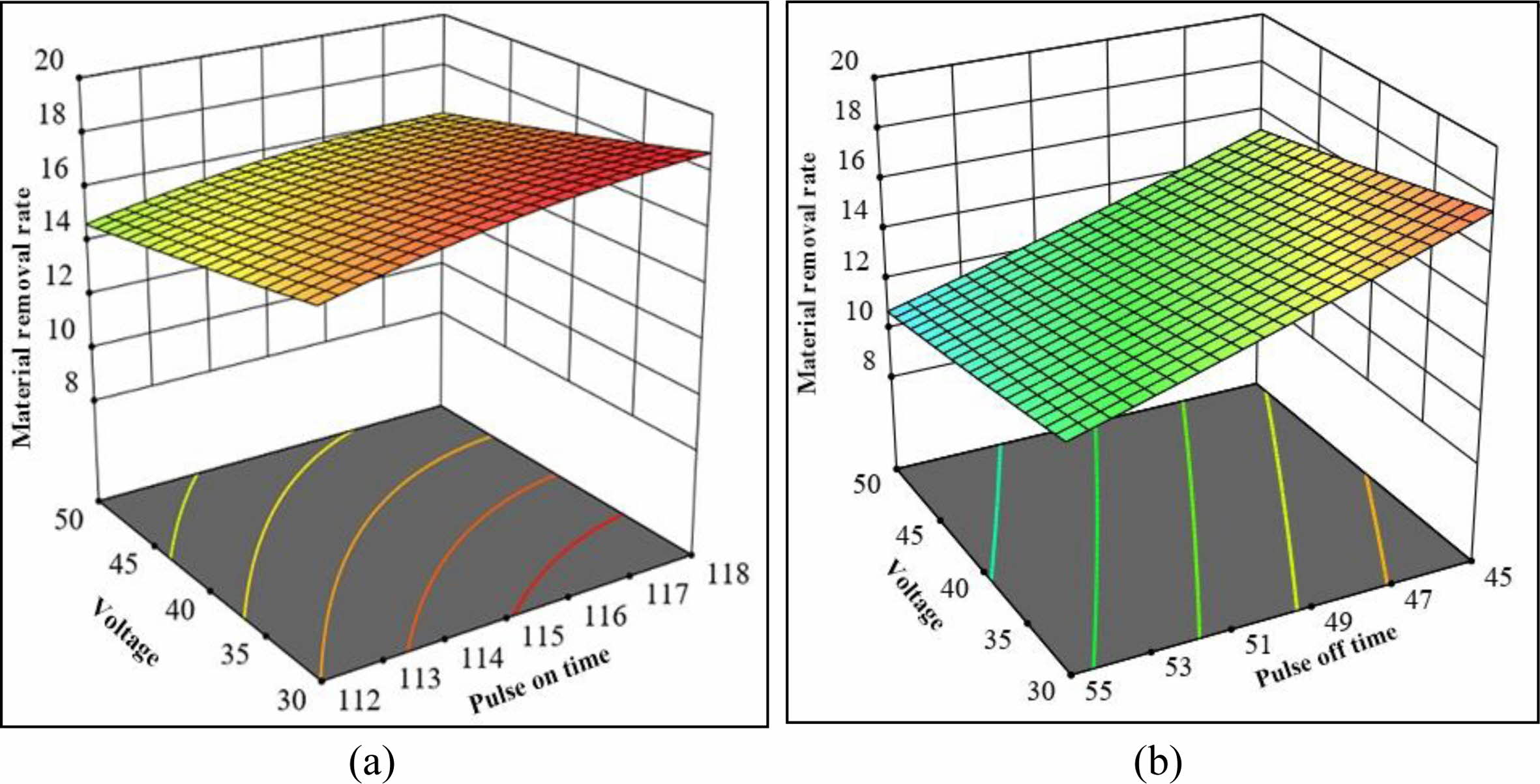
Fig. 3(a) and 3(b) depicts the interaction effect of pulse on-time, pulse off time and servo voltage on MRR. It is found that increasing the pulse rate over time improves the MRR. The higher the pulse on time, the greater the discharge energy and spark intensity, resulting in more material removal is observed. More sparking time results in a larger MRR. With an incorrect combination of pulse on time, pulse off time, voltage, and servo feed settings at a greater value of the gap, the state may become unstable. Reduced peak current value aids in the conversion of an unstable discharge condition to a stable one. MRR in aluminum-based HMMC Al6010 (10% SiC and 15% Al2O3) alloy milling with WEDM (wire electrical discharge machining). The rise in MRR is related to an increase in pulse on time, whereas the drop is due to an increase in servo voltage due to the previously mentioned reason. The decrease in MRR caused by increased pulse off time and servo voltage is due to the aforementioned reasons.
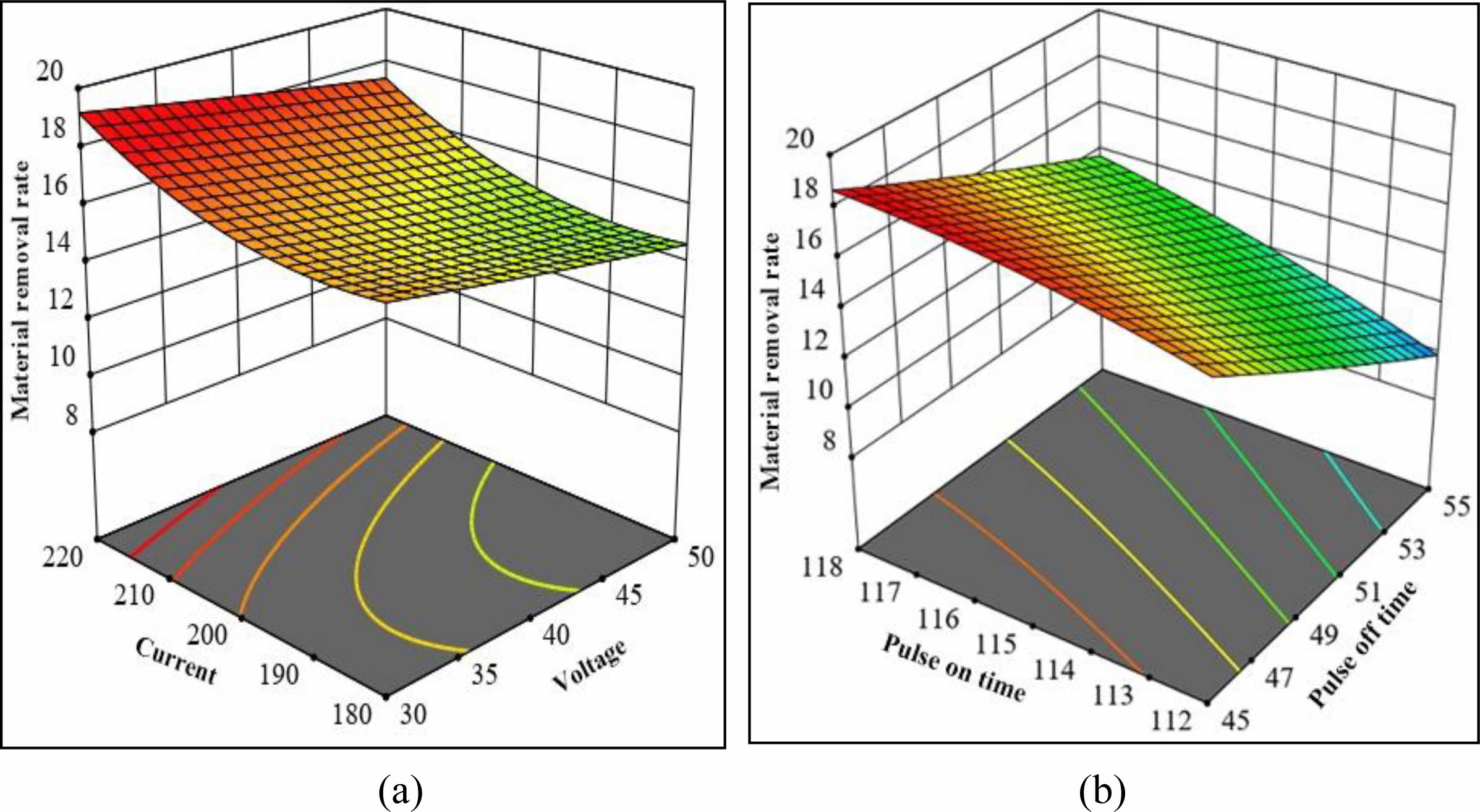
Fig. 4(a) depicts the interaction effect of peak current and servo voltage on MRR. The causes for the rise in MRR owing to an increase in peak current and the decrease in MRR due to an increase in servo voltage. Fig. 4(b) depicts the interaction effect of pulse off time and pulse on time on MRR. The rise in MRR is related to an increase in pulse on time, whereas the drop is due to an increase in pulse off time due to the previously mentioned reason.
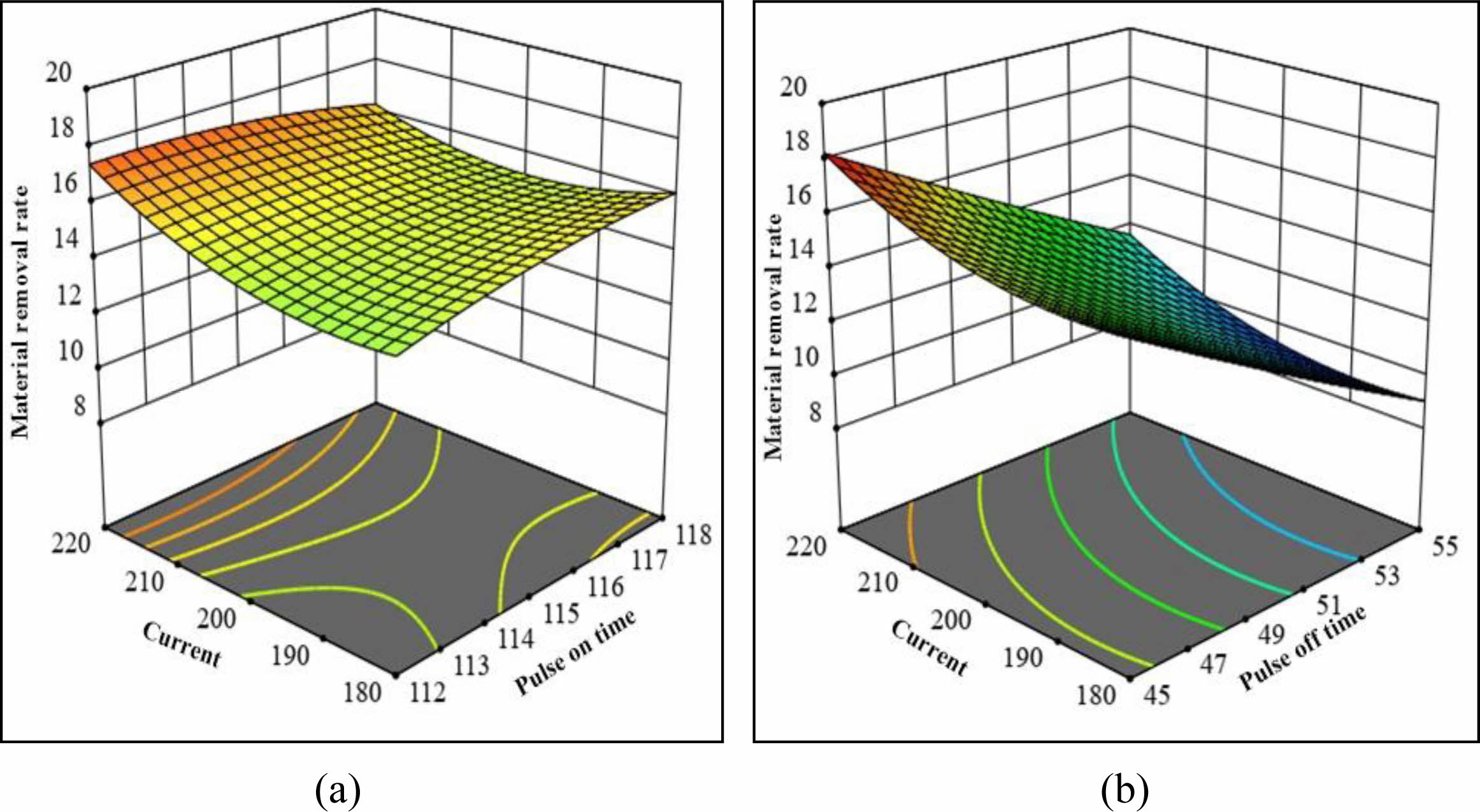
Fig. 5(a) and 5(b) depicts the interaction effect of pulse on-time, pulse off time and peak current on MRR. The explanation for the rise in MRR due to an increase in pulse on time and an increase in peak current is the same as previously stated. The rise in MRR is related to an increase in peak current, whereas the decrease in MRR is due to an increase in pulse off time, as previously stated.
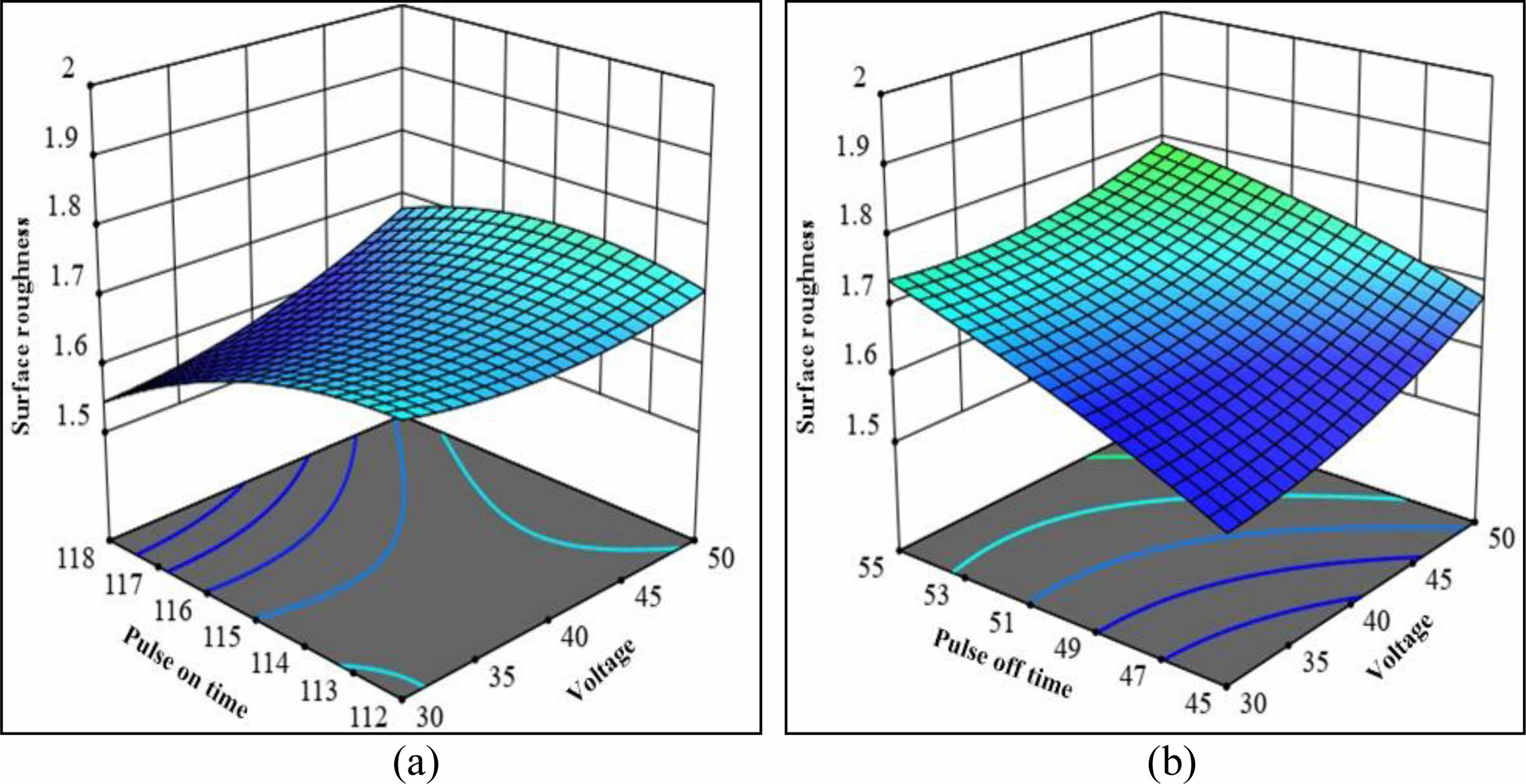
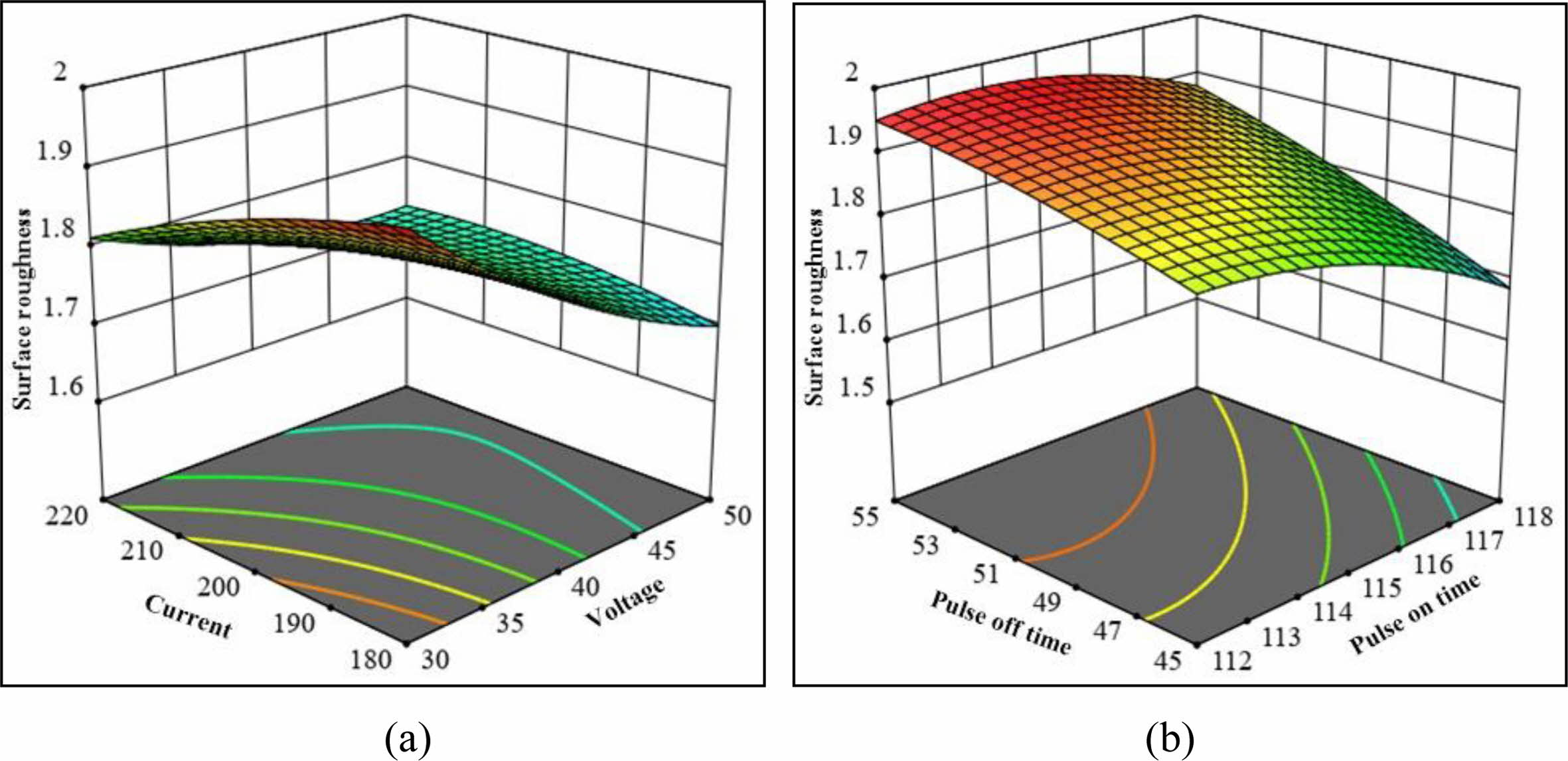
Fig. 6(a) and 6(b) depicts the interaction effect of pulse on-time and pulse off-time with servo voltage on Ra. Surface roughnessincreases with increase in pulse on time and decreases with increase in servo voltage. Because a high value of Ton creates a longer duration of spark, which leads to increased discharge energy that penetrates deep inside the material, an increase in Ra is caused and resulting in large craters. Large craters are a sure sign of roughness on the surface. The decrease in Ra caused by an increase in pulse off time occurs because a larger value of pulse off time widens the gap between two consecutive sparks, resulting in lower discharge energy impingement and the removal of fine particles from the workpiece surface, resulting in shallow craters as a result, surface roughness is reduced.
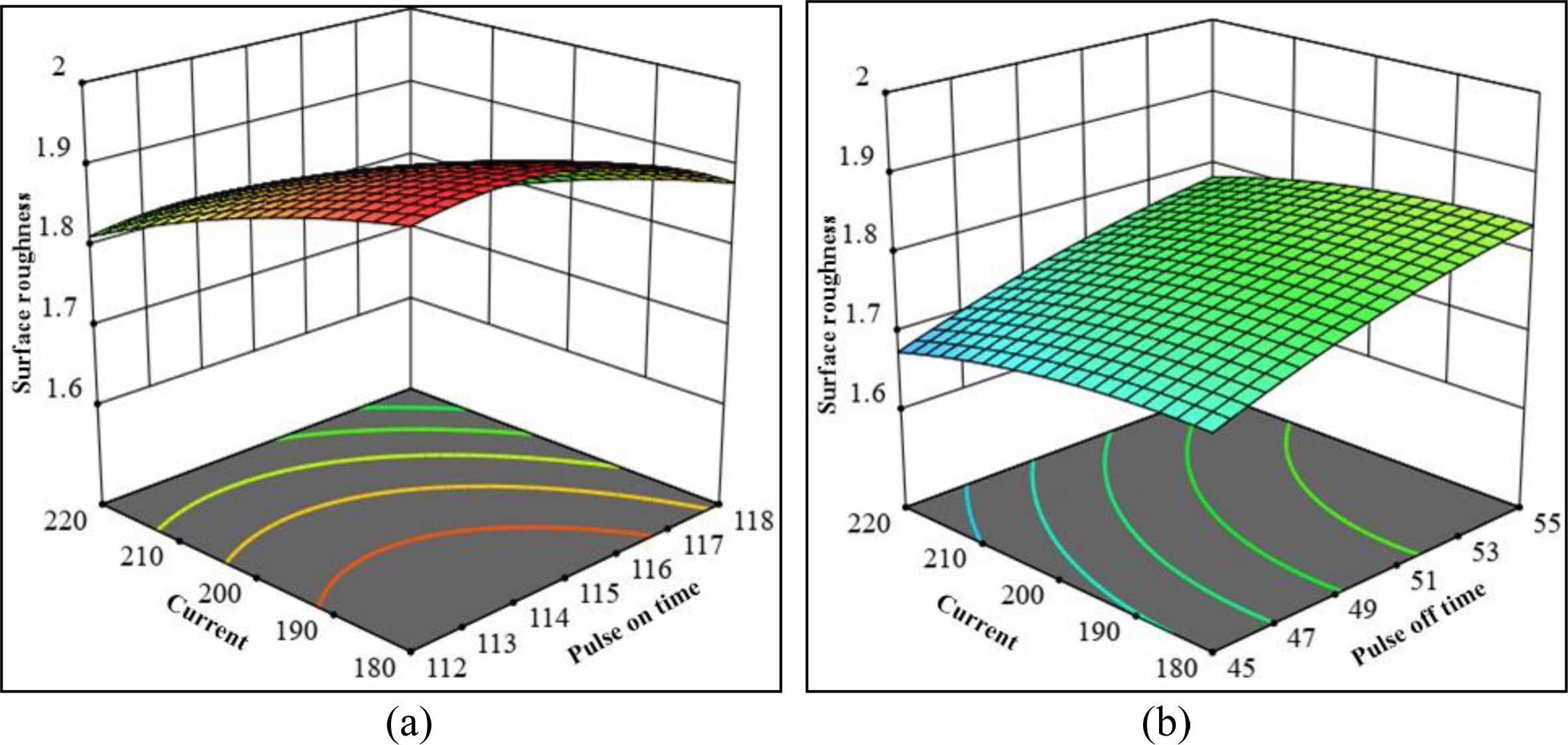
Fig. 7(a) depicts the interaction effect of peak current and voltage on Ra. It is observed that the increase in servo voltage will decrease Ra. Fig. 7(b) depicts the interaction effect of pulse off time and pulse on time is seen that decrease in Ra is due to increase in pulse on time. Fig. 8(a) and 8(b) depicts the interaction effect of pulse on-time, pulse off time and peak current on Ra. The increase in pulse on time and peak current will increase the Ra and increase in pulse off time will decrease surface roughness.
|
Fig. 3 (a) MRR vs. V and Ton, (b) MRR vs. V and Toff. |
|
Fig. 4 (a) MRR vs. V and I, (b) MRR vs. Ton and Toff |
|
Fig. 5 (a) MRR vs. Ton and I, (b) MRR vs. Toff and I |
|
Fig. 6 (a) Ra vs. V and Ton, (b) Ra vs. V and Toff |
|
Fig. 7 (a) Ra vs. V and I, (b) Ra vs. Ton and Toff |
|
Fig. 8 (a) Ra vs. Ton and I, (b) Ra vs. Toff and I. |

In the method, the objective of the optimization is to find the best settings that minimize/maximize the particular response. Desirability value (D) ranges from 0 to 1 and its value increases as the “desirability” of the corresponding response is optimized.
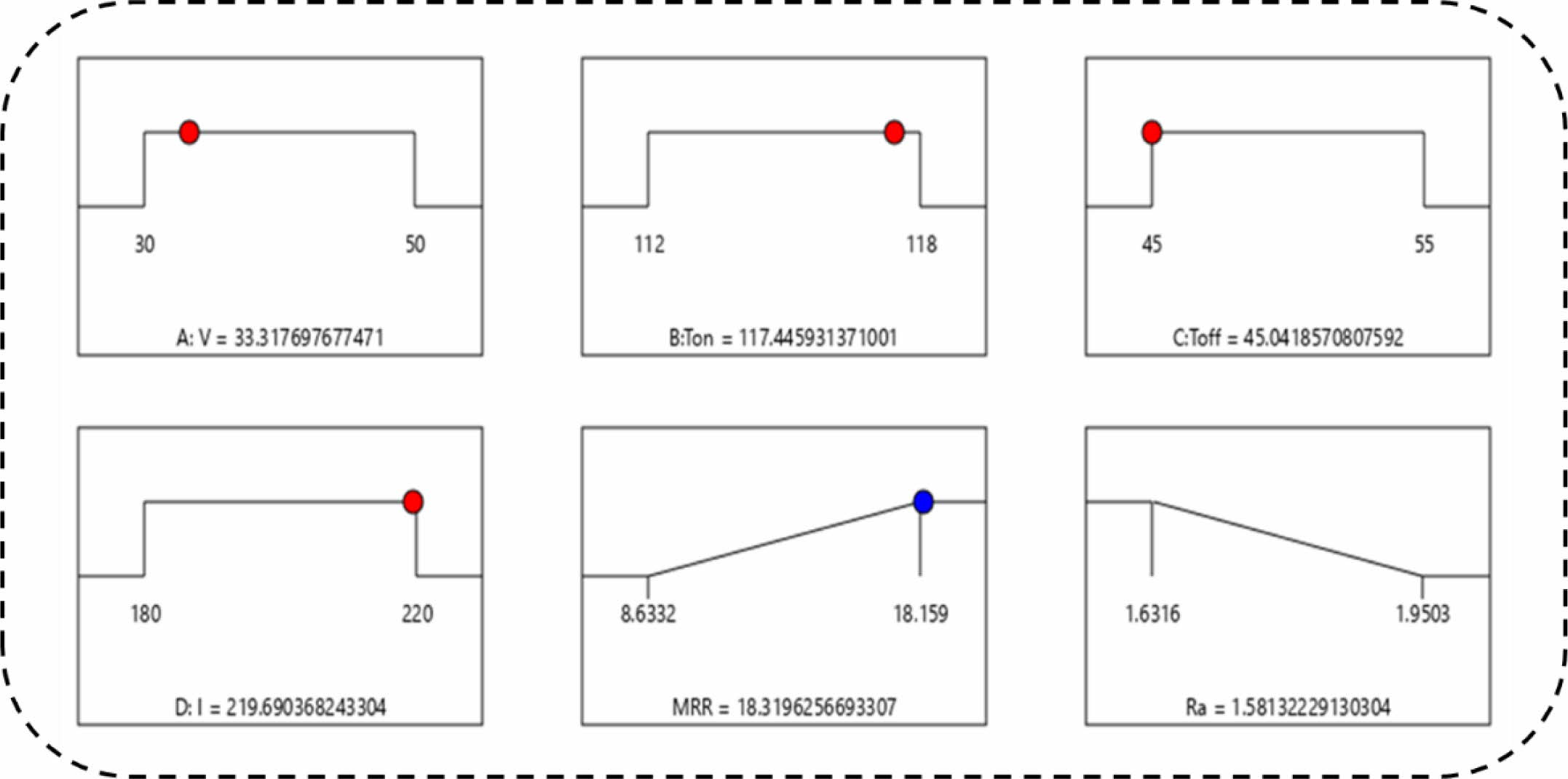
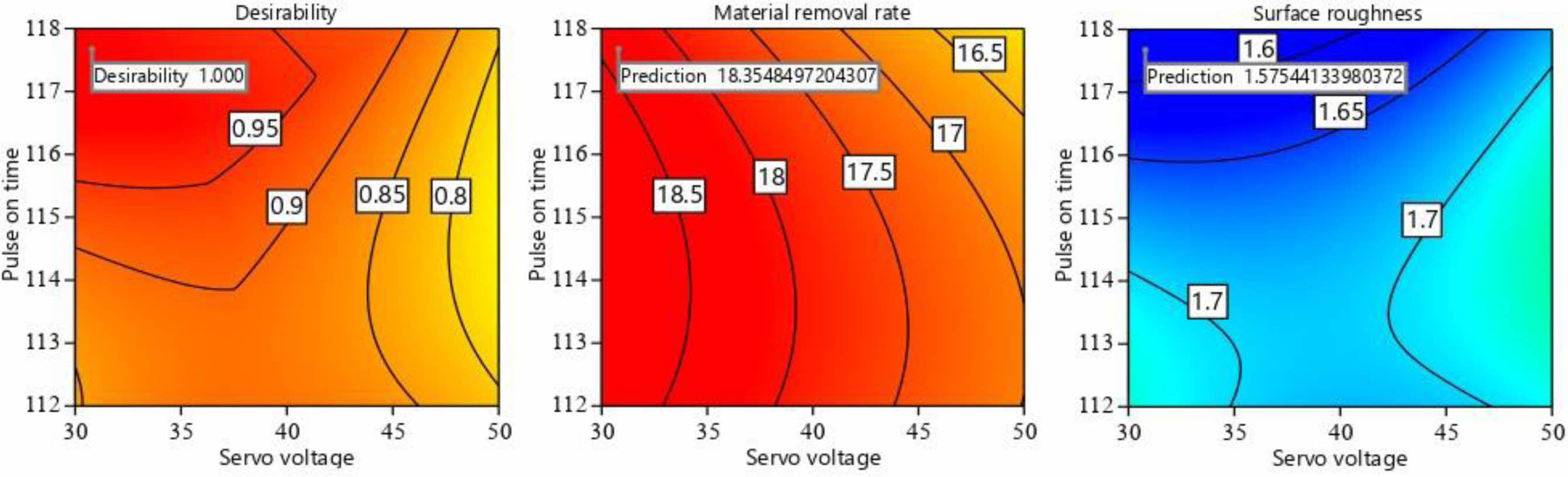
Fig. 9 shows the optimized values of the machining parameters for achieving minimum Ra and MRR in aluminium-based HMMC Al6010 (10% SiC and 15% Al2O3) Zinc coated brass wire electrode tool. The coded values for the optimal solution are found as (V, Ton, Toff, I): (33.32 volts, 117.44 ms, 45.04 ms, 219.70 amps). The minimum Ra obtained is 1.58 mm and the experimental minimum is 1.63 mm. The value of composite desirability (D) obtained is 1. The optimize result obtained for MRR corresponding with optimal process parameters viz., 33.32 volts, 117.44 ms, 45.04 ms, 219.70 amp. respectively. The predicted MRR is 18.32 mm3/min and the experimental maximum is 18.20 mm3/min which show the effective and accuracy of the developed model. Fig. 10 shows the desirability plot for optimizing both the responses simultaneously which also gives the optimal solution.
|
Fig. 9 Optimum result for Ra and MRR. |
|
Fig. 10 Desirability graph for obtaining maximum MRR and minimum Ra. |
In this work, an experimental investigation on machining of Al6010/SiC/Al2O3 Hybrid metal matrix composite (HMMC) with Wire-cut electric discharge machining (WEDM) process has been performed. The experimental design used in this work is Design Expert 13 software. four input parameters used for experiment- ation namely are voltage, pulse on time, pulse off time, peak current, and composite type (Ct). Four parameters have three levels, and one parameter has one level (Ct). The one composition of HMMC i.e. Al/10% SiC/15% Al2O3 are also taken as input parameters. MRR and Ra are considered as the process responses. Modelling of process parameters was done using Response Surface Modelling approach (Central Composite) with the help of Design expert 13 statistical software and linear with interaction model was considered. The R2 value of the developed mathematical model for Ra and MRR are 99.88% and 99.94% respectively. This confirms the effectiveness of the model. Prediction of process responses based on the RSM model was done and when compared with the experimental result an average percentage error of 0.115% and 0.052% was obtained for Ra and MRR, respectively. A maximum error of 0.181% and 0.128% was obtained for Ra and MRR respectively. The optimal combination obtained from multi-objective optimization for minimizing Ra and maximizing MRR using Desirability analysis was: V = 33.32 volt, Ton = 117.45 ms, Toff = 45.042 ms, I = 219.70 Amps, Ra = 1.581 mm, and MRR = 18.32 mm3/min.This result was validated using the multi regression RSM equations and the Error (%) for Ra and MRR are found to be 2.1% and 0.95% respectively. It was found that desirability analysis gives a better result giving a minimum Ra value of 1.581 µm and a maximum MRR of 18.32 mm3/min respectively.
Future scope:
The following can be taken as the future scopes of this investigation:
(i) Other process parameters, viz., wire feed, wire tension, wire material, dielectric fluid can be considered as input parameters and their effect may also be explored by using soft computing techniques.
(ii) For solving multi optimization problem an intel- ligence algorithm can be develop using machine learning techniques.
- 1. D. Satishkumar, M. Kanthababu, V. Vajjiravelu, R. Anburaj, N. ThirumalaiSundarrajan, and H. Arul, Int. J. Adv. Manuf. 56[9] (2011) 975-986.
-

- 2. P. Shandilya, P.K. Jain, and N.K. Jain, Procedia Eng.38 (2012) 2371-2377.
-
- 3. T.B. Rao and A. Gopala Krishna, Int. J. Adv. Manuf. 73[1-4] (2014): 299-314.
-
- 4. S. Ramesh, N. Natarajan, K. Vijayan, and K. Sathish Kumar, Appl. Mech. Mater. 592 (2014) 456-460.
-
- 5. B. NRaju, M. Raja Roy, S. Rajesh, and K. Ramji, Int. J. Eng. Trends Technol. 23[2] (2015): 82-89.
-
- 6. S. Kumar, M. Uthayakumar, S. Thirumalai Kumaran, P. Parameswaran, E. Mohandas, G. Kempulraj, B.S. Ramesh Babu, and S.A. Natarajan, J. Manuf. Process. 20 (2015) 33-39.
-
- 7. S. Ramesh, N. Natarajan, and V. Krishnaraj, Carbon Sci. Technol. 3 (2014) 14-21.
- 8. A. Pramanik, Int. J. Mach. Tools Manuf. 86 (2014) 44-61.
-
- 9. P.S. Rao, K. Ramji, and B. Satyanarayna, Int. J. Eng. Sci. Technol. 2[12] (2010) 7729-7739.
- 10. S.S. Kumar, F. Erdemir, T. Varol, S.T. Kumaran, M. Uthayakumar, and A. Canakci, Int. J. Lightweight Mater. Manuf. 3 (2020) 127-135.
-
- 11. A. Sinha, A. Majumder and K. Gupta, Proc IMechE Part E: J. Process Mech. Eng. (2022).
-
- 12. A. Chaudhary, S. Sharma, and A. Verma, Materials Today: Proceedings. 50[5] (2022) 917-922.
-
- 13. R. Karthik, R. Viswanathan, J. Balaji, N. Sivashankar, and R. Arivazhagan, IOP Conf. Ser.: Mater. Sci. Eng. 1013 (2021) 1-9.
-
- 14. A. Kumar, N. Grover, A. Manna, J.S. Chohan, R. Kumar, S. Singh, C. Prakash, and C.I. Pruncu, Adv. Comp. Lett. 29 (2020) 1-14.
-
- 15. R. Chaudhari, J. Vora, D.M. Parikh, V. Wankhede, and S. Khanna, J. Inst. Eng. India Ser. D. 101 (2020) 117-126.
-
- 16. K.M. Senthilkumar, A. Sivakumar, R.M. Shivaji, S.K. Tamang, and M. Giriraj, J. Ceram. Process. Res. 23[2] (2022) 233-236.
-
- 17. M. Kannaiyan, J. G.T Raghuvaran, K. Govindan, and E. P. Annamalai, J. Ceram. Process. Res. 21[1] (2020) 26-34.
-
- 18. T. Tamilanban, T. S. Ravikumar, C. Gopinath, and S. Senthilrajan, J. Ceram. Process. Res. 22[6] (2021) 629-635.
-
- 19. R. Srinivasan, B. S. Babu, P. Prathap, R. Whenish, R. Soundararajan, and G. Chandramohan, J. Ceram. Process. Res. 22[1] (2021) 16-24.
-
- 20. T. Pridhar, K. Ravikumar, B. Sureshbabu, R. Srinivasan, and B. Sathishkumar, J. Ceram. Process. Res. 21[2] (2020) 131-142.
-
 This Article
This Article
-
2022; 23(3): 373-382
Published on Jun 30, 2022
- 10.36410/jcpr.2022.23.3.373
- Received on Feb 1, 2022
- Revised on Mar 7, 2022
- Accepted on Mar 15, 2022
Services
- Abstract
introduction
methodology
experimentation
result and discussion
multi-objective optimization ofraandmrr
conclusions
- References
- Full Text PDF
Shared
Correspondence to
- S.K. Tamang
-
Department of Mechanical Engineering, North Eastern Regional Institute of Science and Technology, Nirjuli, Arunachal Pradesh-791109, India
Tel : +919402953139 Fax: +91 (0)360 2257872 - E-mail: sktnerist@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr