





- Experimental investigation and optimization for surface roughness for turning of AISI 1040 steel
Seenivasan Murugesana,*, Venugopal Thangamuthua, Rohokale Milind Shivajib and Suresh Kumar Rc
aProfessor, Mechanical Engineering, KGISL Institute of Technology, Coimbatore, India
bProfessor, Mechanical Engineering, SKN Sinhgad Institute of Technology & Science, Lonavala, India.
cProfessor, Mechanical Engineering, Sri Eshwar College of Engineering, Coimbatore, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
In turning operation the effectiveness of the process is completely governed by the selection of the proper tool and its geometry. The right selection of tool geometry will provide optimized turning process parameters for minimizing the surface roughness. This work focuses on optimization of the surface roughness using response optimization while turning AISI1040 steel. Tool inserts are used to position the cutting tool and the tool geometries are considered as the process parameters. The minimization of the surface roughness is considered. 27 experiments are conducted and the surface roughness is measured and optimized using the taguchi technique. The main effects plots and ANOVA table are discussed in this work. Also response optimization is carried out and the composite desirability is determined and analysed
Keywords: AISI 1040, Tool geometry, ANOVA, Taguchi, Optimization, Surface quality
Machining of ductile materials involves precise machining because of its inherent mechanical properties. The metal cutting process removes the material from the raw material by using single point cutting tool, multi point cutting tool. Turning, drilling, shaping, planning etc are the typical examples of the metal cutting operation which involves single point cutting tool. Milling, Broaching, Sawing are the typical examples which involves multi point cutting tool. Surface quality is the indicator of the performance of the machining characteristics of any machining process. Several researchers and industrialist have adopted numerous techniques to improve the surface finish at desired economical conditions. This work focuses on optimization of the surface roughness using response optimization while turning AISI1040 steel. AISI 1040 finds several applications is in the industrial sectors. The AISI 1040 steel can be used in cold headed parts, couplings, crankshafts and so on. The improved surface finish will result in improved fatigue resistance, corrosive resistance and thermal properties. This study considers the negative rake angle, nose radius and approach angle as the tool geometry parameters and the response is surface roughness. Several input and output parameters considered in the machining process are given in Table 1.
The effects of tool geometry are investigated during the analysis of turning of mild steel. It is concluded that the feed rate affects the surface roughness with certain level of approach angle [1]. The influences of geometrical tool parameters and machining parameters on surface roughness are investigated [2]. It is observed that the tool radius and the feed rate are the predominant factors in the analysis of minimization of surface roughness while turning of Inconel 718. The investigation of the tool parameters on surface roughness while turning AISI 1040 steel is carried out [3]. A mathematical model is developed to study the relationship between the tool parameters and the surface roughness and it is observed that the nose radius is the most influencing parameter in the minimization of surface roughness. Nano machining concepts of reducing the surface finish by manipulating the cutting process parameter and tool geometries are investigated. It is observed that the feed rate and the nose radius are the influencing parameter in the determination of the surface quality during the machining process [4]. Taguchi analysis is carried out for multi response optimization of CNC turning parameters [5]. Optimization and mathematical modelling is developed for the parameters influencing the surface roughness are determined [6]. The multi criteria decision making process is used to determine the optimum parameters [7]. The minimization and maximization of turning process parameters are investigated [8]. Experimental investigations to predict the effect of process parameters on several responses in turning process are conducted [9-11]. Dry turning of AISI 52100 steel is investigated and surface roughness is optimized. Feed rate is the most predominant factor in the surface quality while machining [12]. Investigation of the interactions effects on machining variables on surface roughness while machining AISI 4140 steel using CBN inserts are done. The interaction between the cutting speed and feed rate seems to be predominant factors influencing the machining conditions [13]. An investigation on end milling process of AISI 4140 steel with CBN tool is analysed for its surface roughness. The most influencing cutting parameter on surface integrity is found to feed per tooth [14]. Coated ceramic inserts are used for turning AISI 4140. Irregular shapes on the work pieces are noted where sharp edges are used while machining [15]. Investigation of the life of the manufacturing components carried out through machining process under Thermal, metallurgical and mechanical effects are analysed. FEM model is developed and it is observed steady state is achieved within three revolutions [16]. The effect of minimum quantity lubricant is carried out and it is concluded that dry lubrication leads to lower cutting temperature and cutting force [17]. Investigation of machining of AISI 1040 steel by the applicability of solid lubricant is analysed. It is observed that solid lubricants are the best novel technique to control the cutting temperature in the cutting zone [18]. Taguchi method is used to determine the empirical relationship with the surface roughness [19]. Image processing and artificial neural network is used evaluate the surface roughness while machining AISI 1040 steel [20]. The machining parameter optimization for are investigated using several optimization techniques [21, 22]. L27 orthogonal arrays are employed to conduct 27 experiments to optimize the drilling process parameters. Grey relational analysis is also employed for multi objective optimization of ceramic particle filled CFRP composites [23]. Fabrication of aluminium metal matrix composite is analysed and optimization of stir casting parameters are investigated [24].

The work material considered in this work is AISI 1040 steel. The workpiece of 50 mm in diameter and 150 mm in length is taken and it is turned in a CNC lathe. The alumina coated tool is used for the turning process. CNC lathe is used to carry out the experiments for machining of AISI 1040 steel. The speed range of the CNC lathe varies between 100 to 1,800 rpm and it consists of 24 numbers of longitudinal feeds. Dry machining avoids the usage of coolants, disposal of coolants and lubricants. Also in dry machining the chips disposal are very easier when compared to wet machining. In this way the pollution hazards are controlled by the dry machining process. Economic consideration in machining is highly achieved by the implementation of dry machining. Since dry machining eliminates lubricants and coolants, a huge amount of these costs involved are reduced and thereby dry machining finds to be too economical. Also, dry machining avoids the usage of coolants, disposal of coolants and lubricants. Also in dry machining the chips disposal are very easier when compared to wet machining. In this way the pollution hazards are controlled by the dry machining process.
Surface roughness is measure using surface roughness tester and recorded. The workpiece AISI 1040 steel considered in this work is given in Fig. 1. Turning of AISI 1040 steel is carried in CNC automatic lathe using aluminum oxide coated tool. CNC lathe is used to carry out the experiments for machining of AISI 1040 steel. The speed range of the CNC lathe varies between 100 to 1,800 rpm and it consists of 24 numbers of longitudinal feeds. The power of the lathe is 7.5 KW motor drive and feed range 0.1 to 1,000 mm/rev. Tool inserts are used to position the cutting tool and in this work, the tool geometries such as, approach angle, negative rake angle and nose radius are considered as the input process parameters. In turning process, the influencing parameter are cutting speed, feed and depth of cut are taken as the process parameters. However the tool which is used for the turning process also plays an influencing role in the surface finish. Hence in this work, the tool geometries such as approach angle, negative rake angle and nose radius are considered as the process parameters. Several previous literatures also used these tool geometries as the process parameters in determination of optimum parameter to obtain better surface roughness. The negative rake angle will resists the highest cutting force and thereby provides better surface finish. The approach angle will direct have relationship with the tool life. To have higher tool life, low approach angle is given to the tool, which distributes the load on the cutting edge. Also if the approach angle is higher, the chip thickness is increased for the given feed. The level of the process parameters are; approach angle, 60, 75 and 90 degrees; nose radius, 0.4, 0.6 and 0.8 mm; negative rake angle, -3, -6 and -9 degrees. The surface roughness is considered as the response and it is measured using surface roughness tester as shown in Fig. 2. DoE is used to conduct the experiments and L27 orthogonal array is selected to conduct 27 experiments as given by the design of experiments. Three levels are chosen for every parameter and surface roughness is measured as the response. Surface roughness is measured using the surface roughness tester. The turning of AISI 1040 is carried out and the workpiece is tested for the surface roughness. For each experiment a new cutting tool insert is employed and the turning process is facilitated and the surface roughness is measured for each experiment and recorded. The surface roughness is measured at three different points and the averages of these three values are recorded here. The minimization of the surface roughness using Taguchi technique is considered in this work and main effects plots are plotted and discussed. The experimental setup is shown in Fig. 3.

|
Fig. 1 Workpiece material. |
|
Fig. 2 Surface roughness tester. |

|
Fig. 3 Experimental Setup |
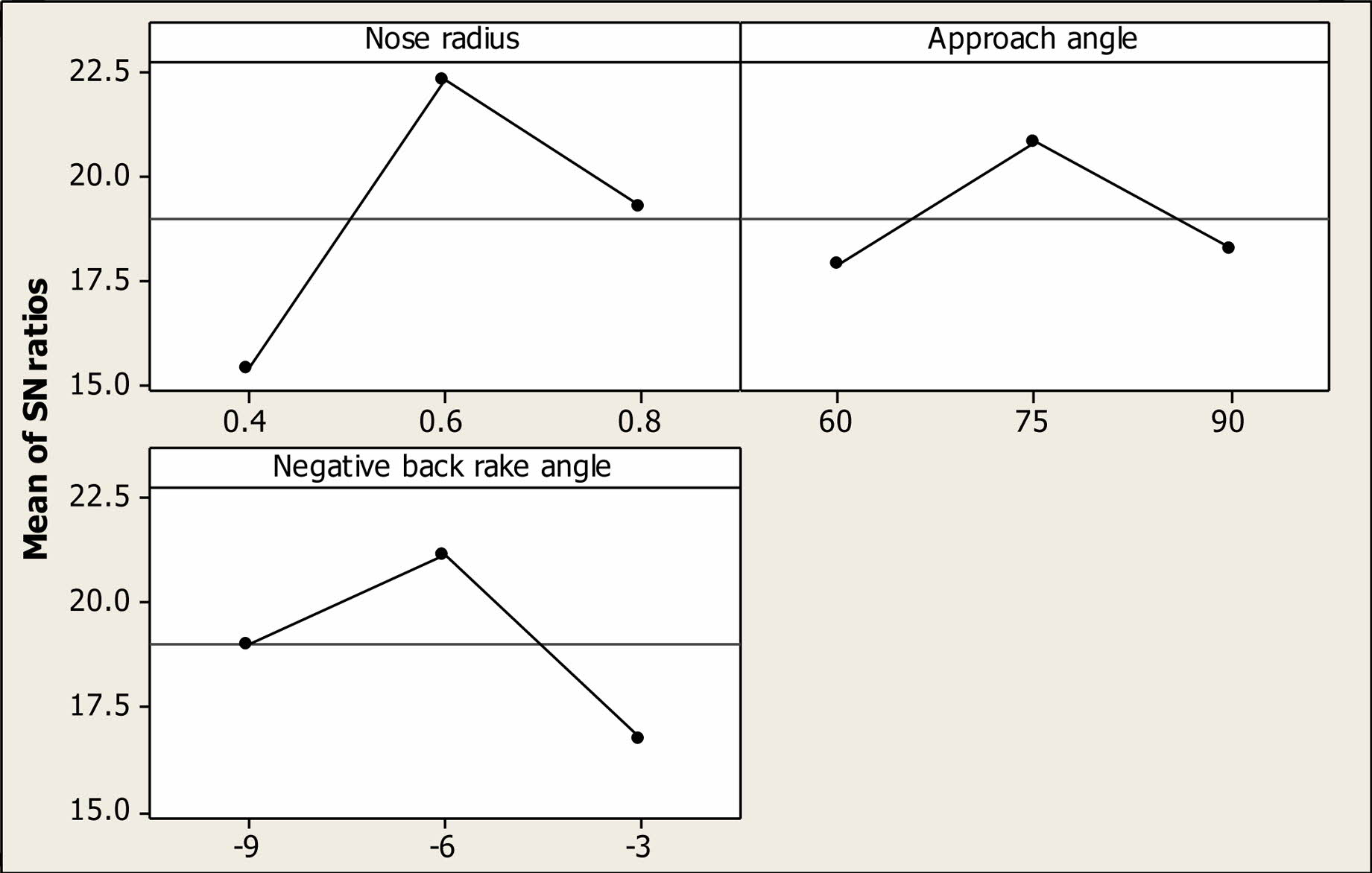
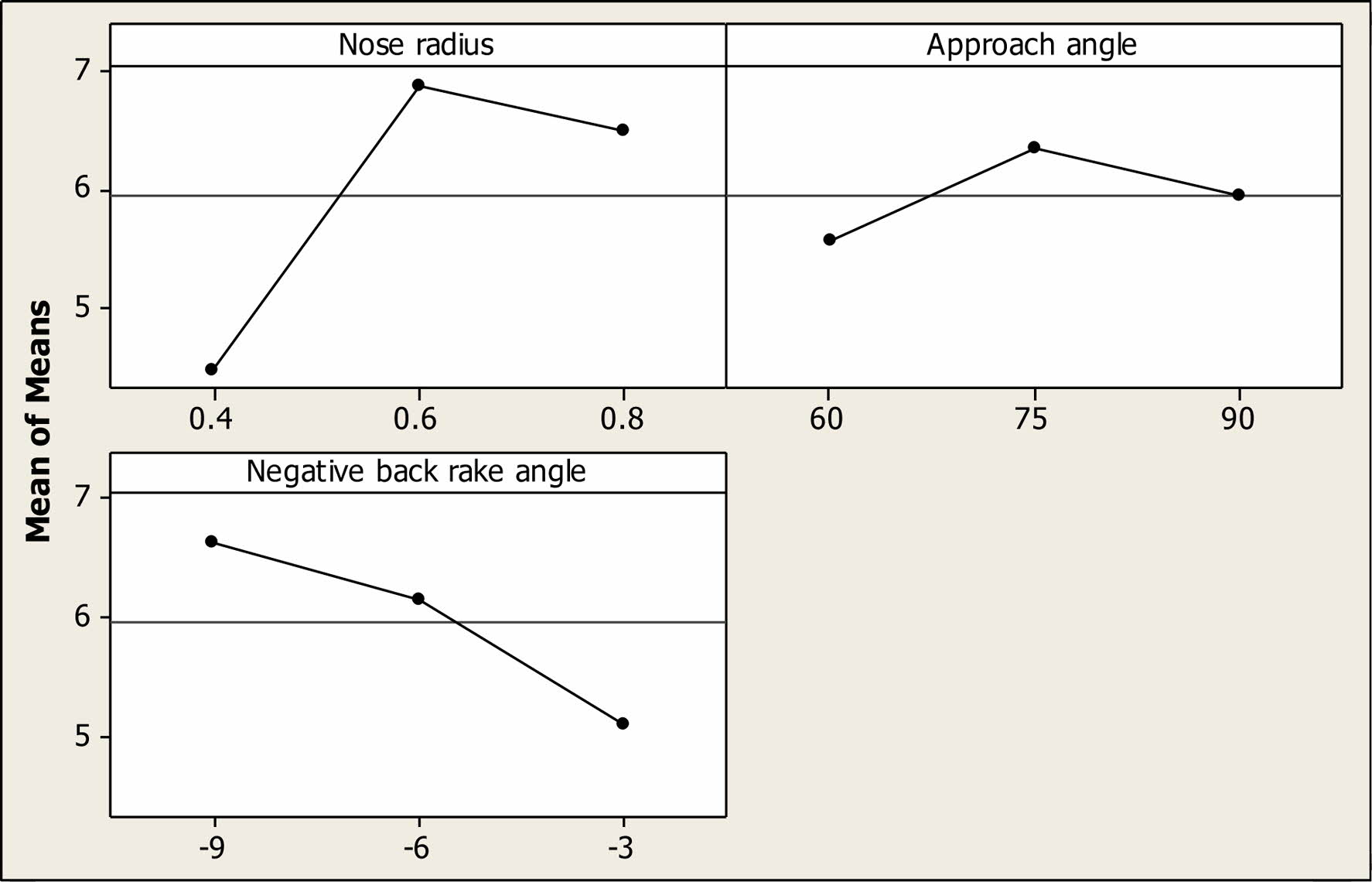
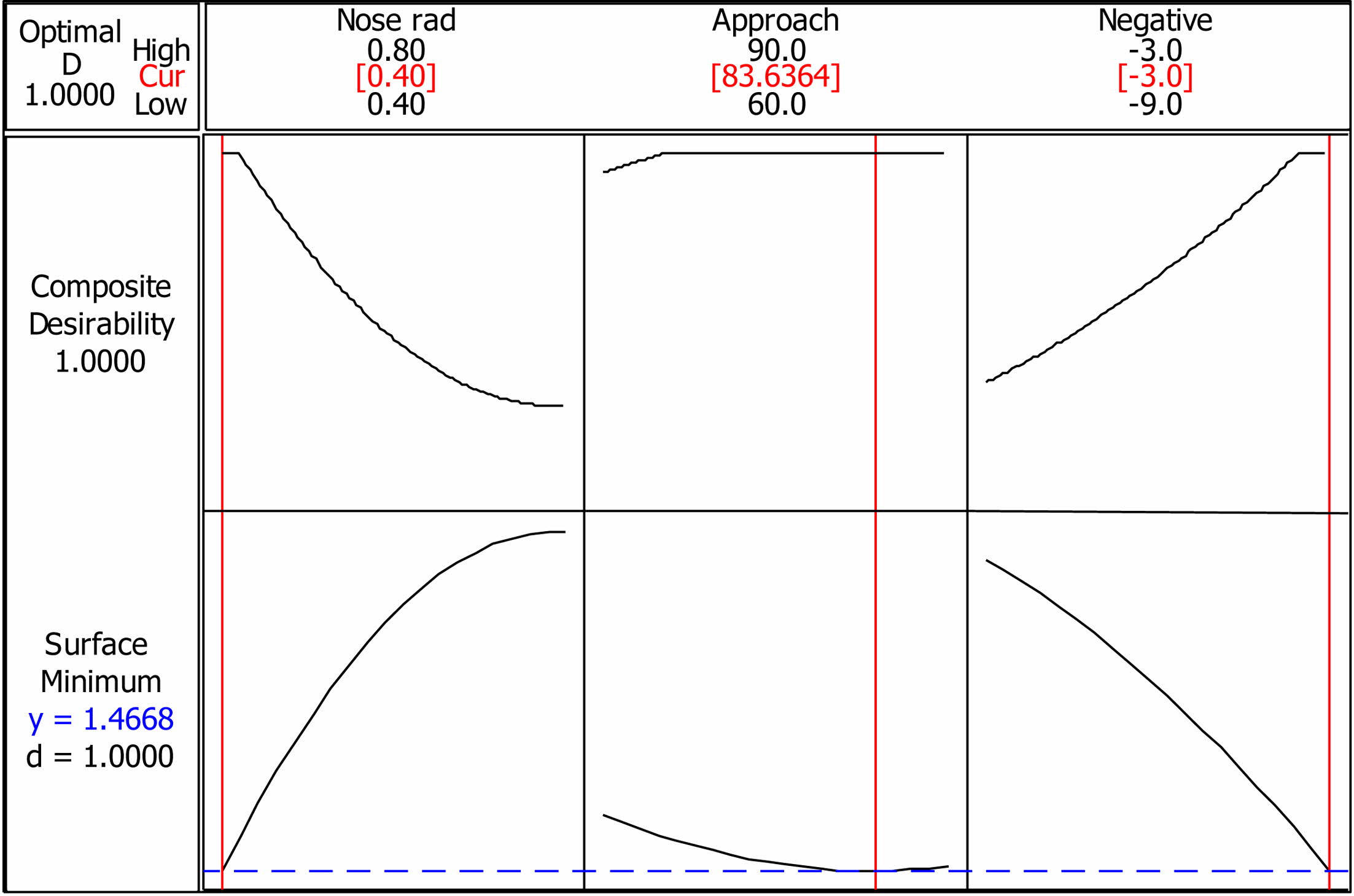
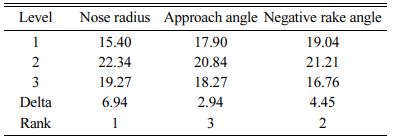
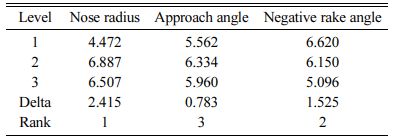
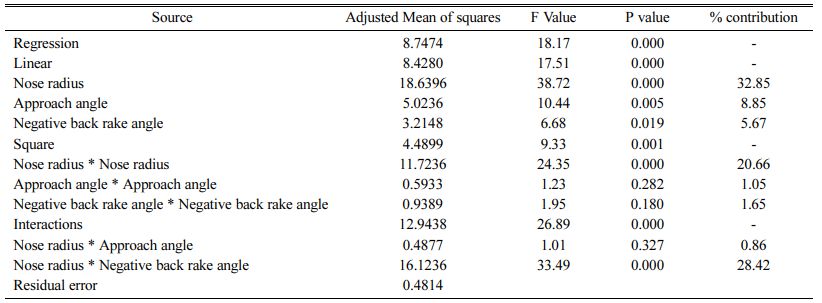
The response table for SN ratio for surface roughness is given in Table 2 and the response table for means for surface roughness is given in Table 3. It is observed that the nose radius is the influencing parameter in the minimization of the surface roughness while turning AISI 1040 steel. However the negative rake angle is the next important parameter and it followed by the approach angle in determination of the minimization of the surface roughness. The ANOVA table for the surface roughness is presented in Table 4. From this table, it is observed that the model is adequate at 95% confidence level. When the p-values are less than 0.05 the models are observed to be significant. The main effect plots for signal to ratio and the main effects plots for means for surface roughness are presented in Fig. 4 and Fig. 5 respectively. It is seen that the nose radius has the biggest impact on the surface roughness. The surface roughness increases with higher nose radius. When the approach angle is increased the surface roughness also increases initially and then drops down. Surface roughness decreases with the increase in negative rake angle to certain extent. The response optimization plot for surface roughness is shown in Fig. 6. Optimization plot describes the how the process parameters affects the responses in a model. In this work, the optimization plot describes how the tool geometry parameter effects the surface roughness.
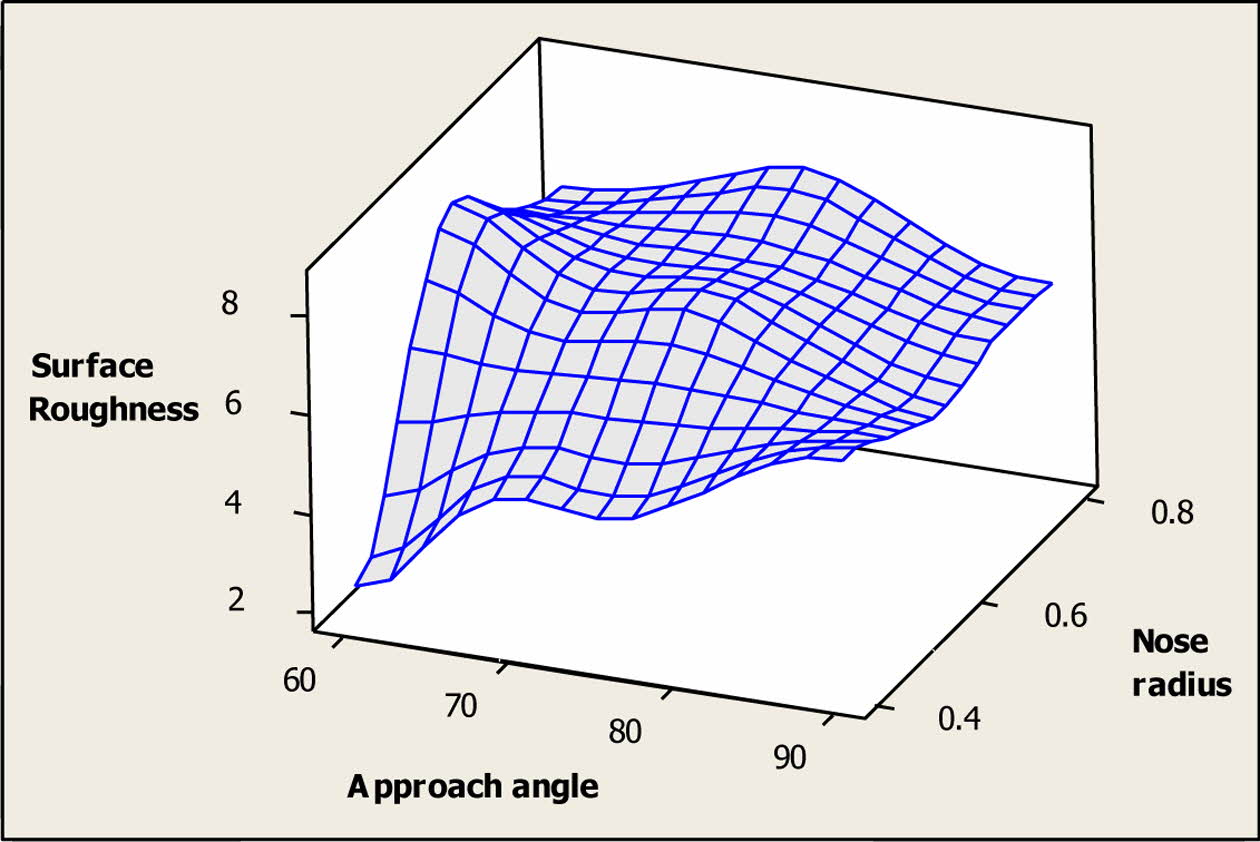
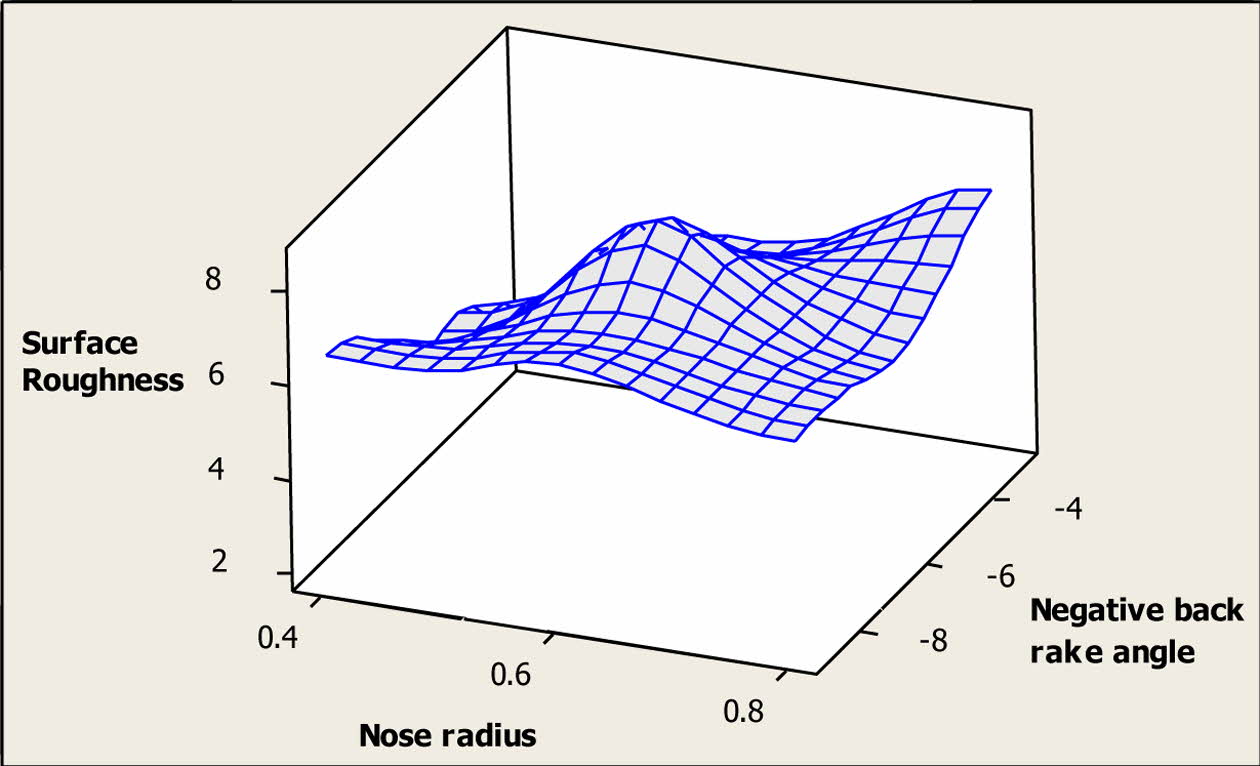
Table 5 represents the optimum turning parameters and it is found the optimum cutting tool geometries are, nose radius, 0.4mm; approach angle, 84 degree and negative rake angle, -3 degrees. The optimized surface roughness is found to be 1.4668 µm. The composite desirability and individual desirability for minimization of surface roughness in optimization of tool geometry while turning of AISI1040 steel is found to be 1. The surface plots are used to investigate the influences of the tool geometry on surface roughness. From Fig. 7, it is observed that as the approach angle increases the surface roughness also increases. From Fig. 8, it is observed that there is no specific relationship exists between nose radius and the surface roughness.
The optimum combinations obtained for the minimization of surface roughness are;
Nose radius = 0.4
Approach angle = 83.6364
Negative back rake angle = -3
The predicted responses for Surface Roughness is found to be 1.46677, with individual desirability as 1.000000 and Composite Desirability = 1.000000
|
Fig. 4 Main effects plots for signal to noise ratio for surface roughness. |
|
Fig. 5 Main effects plot for means for surface roughness. |
|
Fig. 6 Optimization plot for surface roughness. |
|
Fig. 7 Surface plot for surface roughness Vs Nose radius, Approach angle. |
|
Fig. 8 Surface plot for surface roughness Vs negative back rake angle, nose radius. |

The present research work involves with the determination of the optimum process parameters for machining AISI 1040 steel. The turning process is carried out in dry conditions to favor the environmental conditions by not polluting the environment by the usage of lubricants and cooling agents, which include the chemical agents. The process parameters considered in this research work are nose radius, approach angle and negative rake angle. The response considered in this work is minimization of surface roughness. The optimum values for the surface roughness are determined using the Taguchi technique. Response optimization is used to optimize the tool geometries and it is noted that optimum conditions for process parameters are nose radius, 0.4 mm radius, approach angle 84 degrees and negative rake angle, -3 degrees. The optimal surface roughness obtained is 1.46 µm. The response optimization plot and surface plots are plotted and analyzed.
- 1. J.A. George, and K. Lokesha, SN Appl. Sci. 1[9] (2019) 1-9.
-

- 2. S. Kumar, D. Singh, and N. S. Kalsi, J. Inst. Eng. India Ser. C. 100 [1] (2019) 121-128.
-
- 3. S. Neşeli, S. Yaldız, and E. Türkeş, Measurement. 44[3] (2011) 580-587
-
- 4. L.N. Abdulkadir, K. Abou-El-Hossein, and M.M. Liman. Int J Nanomanuf. 17[1] (2021) 47-75.
-
- 5. I. Asiltürk, and S. Neşeli, Measurement. 45 [4] (2012) 785-794.
-
- 6. H.M. Somashekara, and N. Lakshmana Swamy, Int. J. Eng. Sci. Technol. 4[5] (2012) 1967-1973.
- 7. M. Nalbant, H. Gökkaya, and G. Sur, Mater. Des. 28[4] (2007) 1379-1385.
-
- 8. R. Thirumalai, and J. S. Senthilkumaar. J. Mech. Sci. Technol. 27[4] (2013) 1109-1116.
-
- 9. S. Ramesh, L. Karunamoorthy, and K. Palanikumar. Mater Manuf Process. 23[2] (2008) 174-181.2008.
-
- 10. W.H. Yang, and Y.S. Tarng, J. Mater. Process. Technol. 84 [1] (1998) 122-129.
-
- 11. R. Saravanan, P. Asokan, and K. Vijayakumar, Int. J. Adv. Manuf. Technol. 21 (2003) 1-9.
-
- 12. O. Keblouti, L. Boulanouar, M. Azizi, and M. Athmane, Int. J. Ind. Eng. Comput. 8[1] (2017) 71-84.
-
- 13. A. Cakan, and F. Evrendilek, Mechanics. (2017) 23 [5] 756-761
-
- 14. M. Stipkovic Filho, M.A. Stipkovic, E.C. Bordinassi, S. Delijaicov, and S.L.R. de Almeida, Improve Perf of Mater (2018) 83-91.
-
- 15. C. E. Ventura, H.S. Chaves, J.C.C Rubio, A.M. Abrao, B. Denkena, and B. Breidenstein, Int. J. Adv. Manuf. Technol. 90[9-12] (2017) 2557-2565.
-
- 16. A. Rami, A. Kallel, S. Sghaier, S. Youssef, and H. Hamdi, Int. J. Adv. Manuf. Technol. 91[9] (2017) 3833-3850.
-
- 17. N.R. Dhar, M.T. Ahmed, and S. Islam. Int. J. Mach. Tools Manuf. 47[5] (2007) 748-753.
-
- 18. D. Mukhopadhyay, S. Banerjee, and N.S.K. Reddy, J. Manuf. Sci. Eng. 129[3] (2007) 520-526.
-
- 19. K.V. Rao, B.S.N. Murthy, and N.M. Rao, Meas. 46[10] (2013) 4075-4084.
-
- 20. G. Samtaş, Int. J. Adv. Manuf. Technol. 73[1-4] (2014) 353-364.
-
- 21. R. Thirumalai, and T. Ganesan, J. Balk. Tribol. 23 (2017) 583-591.
- 22. M.S. Sharma, M. Chandrasekaran, and R. Thirumalai, Manufacturing Technology Today. 13[6] (2014) 20-29.
- 23. M. Srinivasan, S. Ramesh, S. Sundaram and R. Viswanathan, J. ceram. process. res. 22[3] (2021) 345-355.
-
- 24. T. Tamilanban, T.S. Ravikumar, C. Gopinath and S. Senthilrajan, J. ceram. process. res. 22[6] (2021) 629-635.
-
 This Article
This Article
-
2022; 23(3): 367-372
Published on Jun 30, 2022
- 10.36410/jcpr.2022.23.3.367
- Received on Jan 25, 2022
- Revised on Mar 10, 2022
- Accepted on Mar 22, 2022
Services
Shared
Correspondence to
- Seenivasan Murugesan
-
Professor, Mechanical Engineering, KGISL Institute of Technology, Coimbatore, India
Tel : +91 98422 39522 - E-mail: drmseenivasan@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr