





- Taguchi GRA optimization of stir casting parameters in Al-SiC composite
T. Tamilanbana,*, T. S. Ravikumarb, C. Gopinathc and S. Senthilrajand
a,bDepartment of Mechanical Engineering, Hindustan Institute of Technology and Science, Chennai 603103, India
cDepartment of Mechanical Engineering, St.Joseph College of Engineering, Chennai 602117, India
dDepartment of Mechanical Engineering, A.V.C College of Engineering, Mannampandal 609305, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Aluminium SiC composites are promising in frictional and breaking material applications because of its tribological properties. The current work concentrates on optimization of stir casting parameters such as stirring speed, pouring temperature and stirrer blade design, and their outcome on mechanical behaviour of Al/SiC composite prepared by stir casting. The optimization technique used is Taguchi grey relational analysis. A Taguchi L9 orthogonal array was designed and experiments were conducted based on the designed parameters. The ultimate tensile strength and hardness values were tested for every composite. Derived on the average outputs evaluated from Taguchi optimized Grey Relational Analysis, a stirring speed of 700 RPM, pouring temperature at 670 ºC and alternate stirring blade design were predicted to be the optimized factors. An Analysis of Variance was performed to recognize the controlling factors. The pouring temperature was identified to hold the leading major control of 75.19% on the mechanical properties of the composite. Confirmation test carried with the optimal factors identified an enhancement of 52.85% in Grey Relational Grade. Microstructure examination of Al/SiC composite of the confirmation trial exhibited SiC particle reinforcement in the Al matrix
Keywords: Aluminium SiC Composite, stir casting, Taguchi, grey relational analysis, ANOVA
The ceramic particles reinforced in Aluminium alloy are referred to as Aluminium Metal Matrix Composites (AlMMC). The reinforcement of ceramic particles provides AlMMC with high performance, such as better mechanical properties, wear resistance and high thermal conductivity [1]. The coordination of attractive properties of AlMMC builds its relevant for frictional and breaking material applications. Many researchers have produced Al based composites by incorporating with high-strength ceramics namely SiC, B4C, TiB2, Graphene etc. SiC reinforced Al composite has received more popularity because of their high performance. Stir casting is a cost effective and [1] economical method for production of AlMMC. Its benefits are simple and flexible process and large volume production can be achieved. Other methods such as powder metallurgy technique was used by Vijayakumar V et al. [2] to produce spur gear with Al/SiCp composite for low torque and low load applications.
6063 Al alloy composites with 5-15% SiC addition were prepared and improvement in mechanical properties was identified by A. Kamboj et al. [1]. Pure Aluminium was reinforced with micron sized SiC particles with the aid of Mg as wetting agent to produce composite. Stirring time and cast temperatures were varied to identify its effect in the composites. A higher stirring time allows strong attachment of particles in the matrix and higher stirring temperature increases the incorporation of particles with the matrix with better distribution [3]. C. Rajaravi et al. [4] has identified the stir casting of Al SiC MMC prepared at 750ºC pouring temperature had better distribution of reinforcements, compared to other poured temperatures. When pouring temperatures were lower, clustering of particles and porosity was found, due to less fluidity and improper solidification. At higher pouring temperatures, agglomeration of particles and intermetallic phases were the reason for poor mechanical properties [4]. The improvement in distribution behaviour of SiC particles in the Al matrix is achieved by increasing the addition of Mg content. The mechanical properties of the composites increase with higher inclusion of Mg content [5]. G. Singh et al. [6] has identified the maximum hardness and UTS for AA6082/SiC composite with 20 wt% SiC to be 113 HV with 11.9% expansion and 379 MPa with increase of 19.1% respectively. Stirring speed and stirring time of casting influence the hardness of the composite and controls the distribution of SiC reinforcement particles with the matrix [7].
Few important parameters to be considered while preparing composites through stir casting method are pouring temperature, stirring speed and stirrer blade design. To evaluate the various factors linked with mechanical properties of the composites, different decisive techniques had been recommended in earlier research works. In 1989, Grey Relational Analysis (GRA) was introduced by Deng, which is one of the prominently practiced techniques [8]. The outcome of three varying parameters for co-continuous ceramic composite with multiple responses of wear rate and COF were examined through Taguchi based GRA analysis. From the analysis of Grey Relational Grade (GRG), optimal parameters for improved results of the co-continuous ceramic composite were recognized by P.A. Sylajakumari et al. [9]. P Muthu [10] has analysed LM25 hybrid composites based on wear rate and COF using Taguchi GRA optimization technique. Most influencing factor for multiple performance was revealed using ANOVA method. F. Puh et al. [11] has used Taguchi method coupled with GRA for turning process parameters and optimizes the combined output for lowest surface roughness with highest metal removing rate. N. Kaushik and S. Singhal [12] has examined AA6063/SiC composites for optimizing the wear per- formance through Taguchi-GRA method. The optimized parameters were attained and confirmation test was conducted to justify the results. The optimum parameters for Wire-cut-EDM method of ST42 material using GRA and Taguchi method with multiple outputs factors, particularly material removal rate and overcut were analysed by G.S. Prayogo and N. Lusi [13]. H. Pervez et al. [14] has investigated the optimization of injection moulding process parameters to fabricate HDPE/TiO2 nano composites. Multiple responses such as yield strength, modulus of elasticity and elongation were selected. The most significant factor controlling the process was identified using ANOVA results. M. Uthayakumar et al. [15] examined the wear behaviour of Fly ash reinforced Aluminium composite manu- factured by stir casting method. The optimal parameters were attained through GRA and confirmation test was conducted for verification of the obtained parameters. Thirumal Azhagan M and Mohan B [16] have worked on squeeze casting of Al6061/Si3N4 composite and employed Taguchi method to identify the optimized parameters of squeeze casting. Chanakyan C and Sivasankar S [17] have employed Taguchi technique to optimize the friction stir welding process parameters of 5052 Aluminium alloys. Yan-Cherng Lin et al. [18] has used Taguchi method to optimize the machining para- meters for ZrO2 and Al2O3 ceramics.
The purpose of this work is to optimize the stir casting process parameters to produce a favourable Al-SiC composite. Initially an Al SiC composite was produced using stir casting method with vortex technique. Next, Taguchi L9 orthogonal array based experiment design was calculated with three deciding factors, particularly, the stirring speed, pouring temperature and stirrer blade design. Three recognized levels were selected for each selected stir casting process parameters. Further, nine experiments were performed to determine the details for both the outputs of the mechanical properties (UTS and hardness). Then, GRA and S/N ratios were used to identify the outputs in an attempt to achieve the optimum parameters. The most contributing factor influencing the mechanical properties of the composite were found by implementing ANOVA. Conclusively, confirmation test were performed using the optimum process parameters of stir casting, to validate the enhancement of the GRG.
AA 6061 commercial grade alloy and SiC particles were chosen as the material and ceramic phase pro- portionately. Chemical composition estimation of AA6061 is given in Table 1. Pure magnesium and copper powder are added while preparing the composite. At first to prepare composite, AA 6061 plates are melted in electric furnace at 750 ºC. Next 120 gm of SiC are added constantly, following 40gm of Mg and 20 gm of Cu are included in accurate volume into the molten metal. Further the molten mix is poured into the preheated mould at 350 ºC temperature and left to be solidified, and then separated. Similarly the above process was executed for the other composites prepared with different process conditions. The stir casting process parameters such as stirring speed, pouring temperature and stirrer blade design are varied. Standard tensile test and hardness samples were prepared from the composites using wire cut EDM. Tensile and hardness test were conducted using universal testing machine and Wilson Wolpert Vickers hardness equipment. Three tensile samples are tested and hardness is measured in three different locations for each composite.
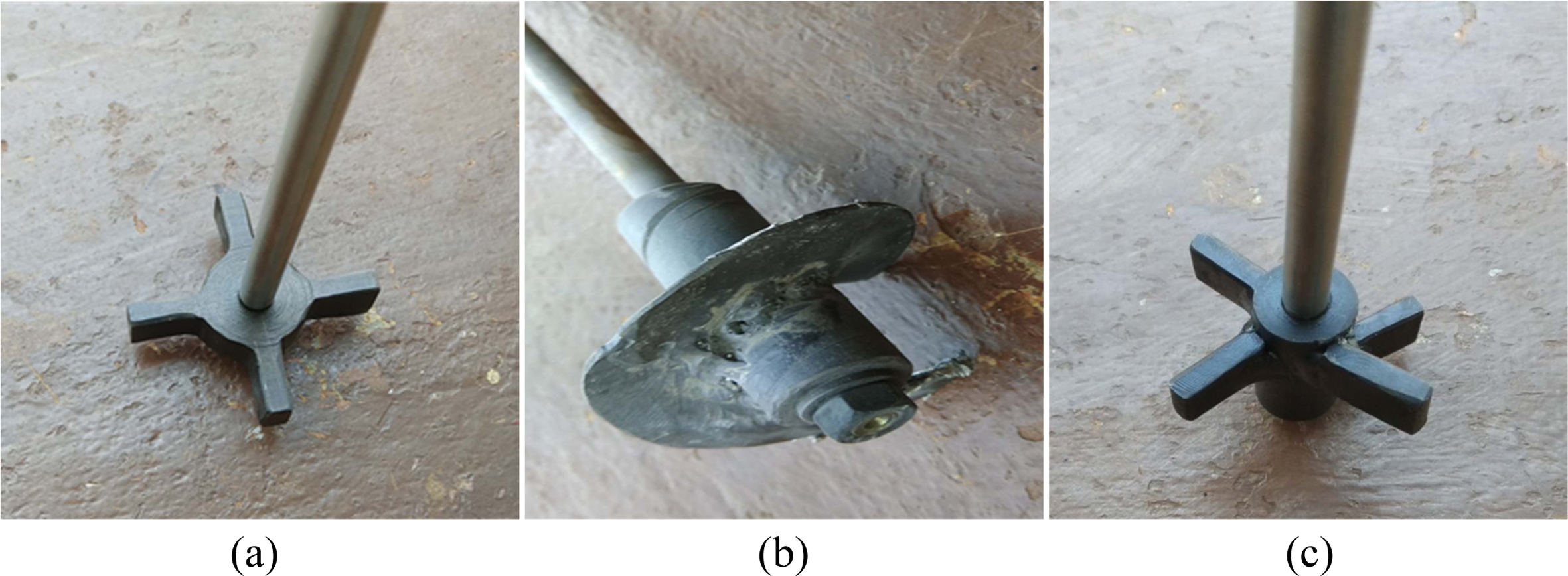
In an attempt to analyze the mechanical performance of the composite, three process parameters, such as, the stirring speed (SS, RPM), pouring temperature (PT, ºC) and stirrer blade design (SD), each at three levels, were chosen based on past researchers work [3, 4, 19]as shown in Table 2. Fig. 1 shows the three different designs of stirrer blades used for mixing the molten matrix. Four side peddle stirrer has impeller blades on single plane, alternate peddle stirrer has blades on dissimilar plane and helical stirrer has ribbon shape blade.
Multi response optimization using GRG process
Step1: Convert output responses into S/N ratios with Higher-the-better characteristics using Taguchi experi- mental method.
Step 2: Data pre processing is executed to normalize the output sequence known as GRG.
Step 3: The calculated normalized sequence is con- verted into reference sequence for both the responses.
Step 4: Then determine Grey Relation Coefficient (GRC) for both the responses.
Step 5: GRG is then calculated by making on average of both the GRC variables.
Step 6: S/N ratios and mean table are computed for GRG using Taguchi approach.
Step 7: Finally, ANOVA is conventionally used to identify the significant influence on the responses.
|
Fig. 1 Stirrer blades used for stir casting: (a) Four side peddle stirrer, (b) helical stirrer, and (c) alternate peddle stirrer |


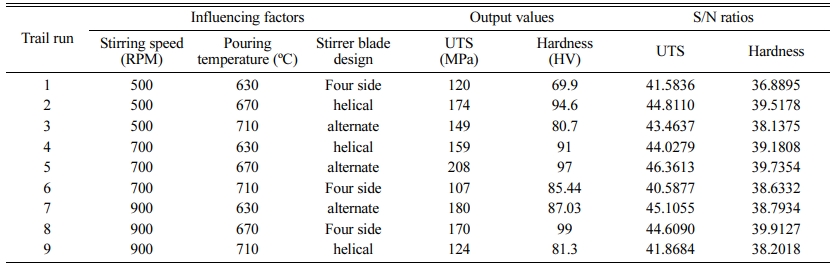
In an attempt to examine Taguchi L9 OA based GRA, the responses in Table 3 were modified into S/N ratios. In this work, the influence of changing the process parameters, such as SS, PT and SD on the dual outputs of UTS and Hardness are examined. As higher outputs of UTS and hardness is favoured, larger-the-better characteristic attributes was chosen to examine the effect of parameters on the dual outputs. Further sections explain the results of GRA and present the outcomes of confirmation test.
GRA for Multiple output optimization
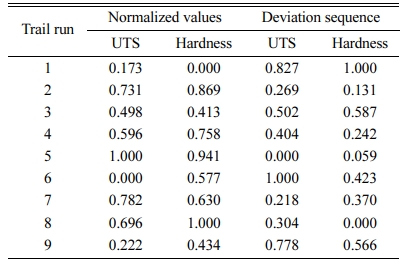
GRA is generally selected to determine a solution to problems involving a limited set of results. It is com- monly used to get the estimated results of unknown structure. GRA has been broadly utilized to optimize issues consisting of several factors and outputs [9]. Initially input data conversion by GRG was executed on the results of the experiments in Table 3, such as, UTS and Hardness. The normalized values of the outputs in the range of 0 to 1 were achieved by normalization of values utilizing the Equation 6 from reference [9]. Then, the deviation sequence was cal- culated utilizing Equation 7 from reference [9]. Table 4 shows the normalized values and deviation sequence found from data conversion.
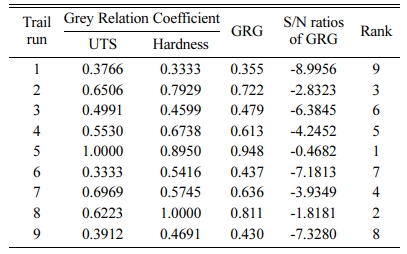
As the deviation series was established, the GRC for every output were computed through Equation 8 from reference [9]. Conclusively, the mean of the GRCs was calculated to ascertain the GRG. In Table 5, the calculated values of GRG are listed and it is used to convert the identical S/N ratios using Minitab 17 software. It is advantageous to have larger value of S/N ratios, which specifies that the experiment result lies near to the suitable normalized sequence of GRG [9]. The fifth trial run has the largest S/N ratio. Therefore the top rank was designated to the fifth trial run.
Response table and main effect plots of GRG
After the allocation of ranks, a response table was designed for the GRG. The mean of GRG for indivi- dual factors is calculated by selecting the each factor at each levels and averaging it. For example, the parameter pouring temperature is positioned at level 2 in the second, fifth and eight trial runs of the experiments. The related GRG data from Table 5 were used for computing using Equation 11 from reference [9].
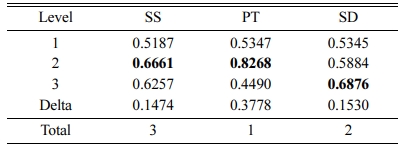
The response table for means of GRGs is shown in Table 6 was achieved by the procedure mentioned above. The values in the response table of GRG means perform as a range of the interconnection among the normalize values and similarity sequence of GRA. Larger numbers of means of GRGs signify a great interconnection [9]. Hence, with the values of response table in Table 6, the set of optimal parameters can be arrived possibly, which increases the whole results. From Table 6, the highest GRGs occur at SS2, PT2 and SD3 levels. Thus, to decide, the optimum parameter settings for favourable mechanical properties of composite are the stirring speed of 700 RPM, pouring temperature at 670 ºC and stirrer design with alternate blade type.
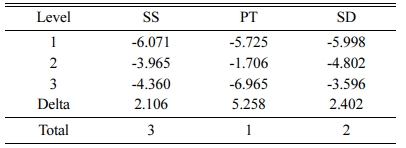
The GRG data is modified into S/N ratios using Minitab analytical software. The influencing parameters were determined from the delta rank in the response table for S/N ratios as seen in Table 6. The delta ranks were calculated from deriving the variation among the largest and the smallest average value of each parameter. Allocation of ranks was corresponding to the delta range. The largest delta range was selected for the first rank and indicates the prime factor influencing the mechanical properties. Table 6 shows that the pouring temperatures with delta range of 5.258 will be the highest contributing parameter. The next highest influencing parameter is the stirrer blade design with delta range of 2.402 and finally the stirring speed with delta range of 2.106.
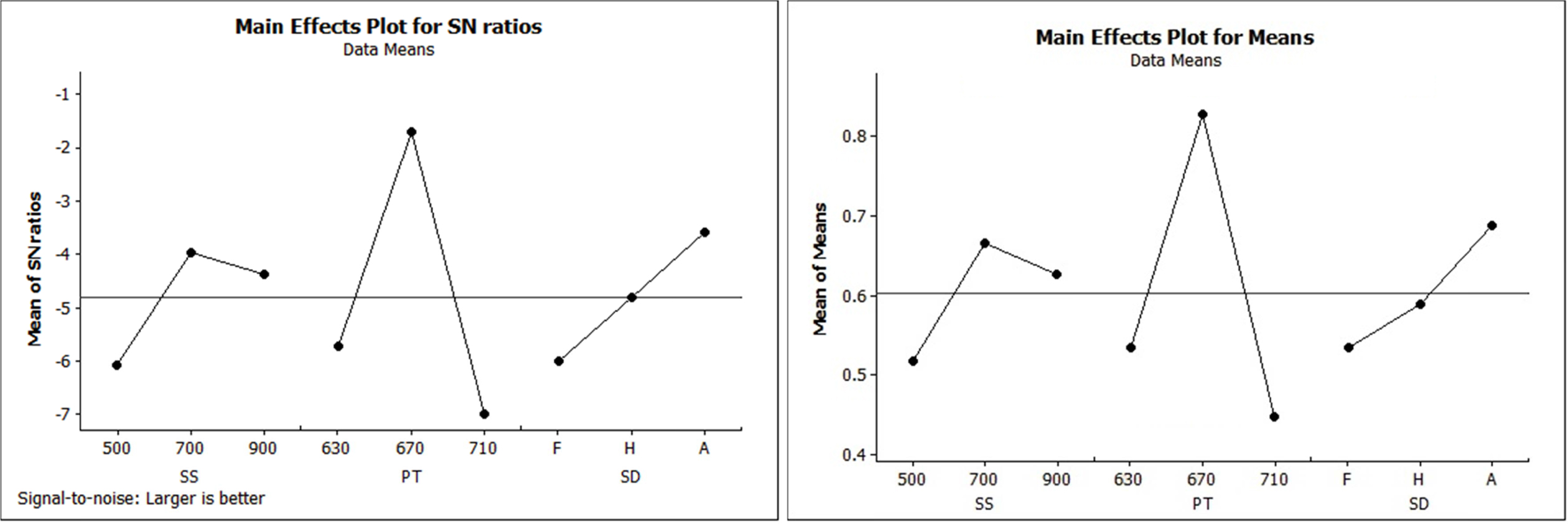
From the response table, the main effects plot for S/N ratios was created as described in Fig. 2. The orientation of the main effect plot displays that mechanical pro- perties is remarkably controlled by changes in the pouring temperature. It is ascertained from Table 3, exceptionally in the situation of Al/SiC composites, the mechanical properties generally improves with an rise in the pouring temperature upto particular range and starts to decrease again drastically. The possible reason is due to the solidification behaviour and its effects in the microstructure [3, 4]. The sharply varying line of S/N ratios for GRG from 630 to 710ºC pouring tempera- ture in Fig. 2 mentions that nature of output is enhanced when the pouring temperature changes. The correlation among stirring speed and S/N ratios in Fig. 2 displays an increasing trend for speeds from 500 to 700 RPM and decreases again at 900 RPM. The plot of stirrer design displays an increase of S/N ratios from four blade design to helical blade design. Eventually, the S/N ratios increase when the alternate type stirrer design is used. From S/N ratio evaluation, a larger S/N ratio represents the superior values of trial outputs. The re- sponse table and main effect plots for S/N ratios reveals that SS2, PT2 and SD3 are the required parameter levels in an effort to attain significant S/N ratios and better mechanical properties. Table 7
Analysis of Variance for GRG
To examine the importance and contribution level of each factor on the dual mechanical properties of composite, an ANOVA was executed for the GRG at 95% confidence level. Taking into consideration, the dual responses of UTS and Hardness, Table 8 displays that the pouring temperature has major effect of 75.19%, on the GRG, followed by stirrer blade design with 11.54% and stirring speed with minimum effect of 11.11%. Then, since the p-values of factor PT are below 0.05, it is understood that only pouring temperature remarkably influences the mechanical performance of the composite. The integrity of fit for the developed model is signified with the high R values.
Results of confirmation test
As the optimum parameters were found, the last step in GRA is to determine and confirm the effici- ency enhancement of the outputs. The expected GRG is calculated with Equation 10 from the reference [9]. Confirmation test have been performed to verify the results of the evaluation and the mean GRG of three runs was considered. For the optimum parameters, the experiment results of UTS and hardness were identified to be 206 MPa and 95.7HV respectively. Additionally, it is concluded from Table 9 as the output of the confirmation test is in better understand- ing with the predicted results. Further, an enhance- ment of 52.85% in GRG is also achieved. This enhancement in the confirmation test responses above the initial parameters claims the efficacy of Taguchi based GRA for improving the mechanical properties of composite.
Scanning Electron Microscope (SEM) analysis
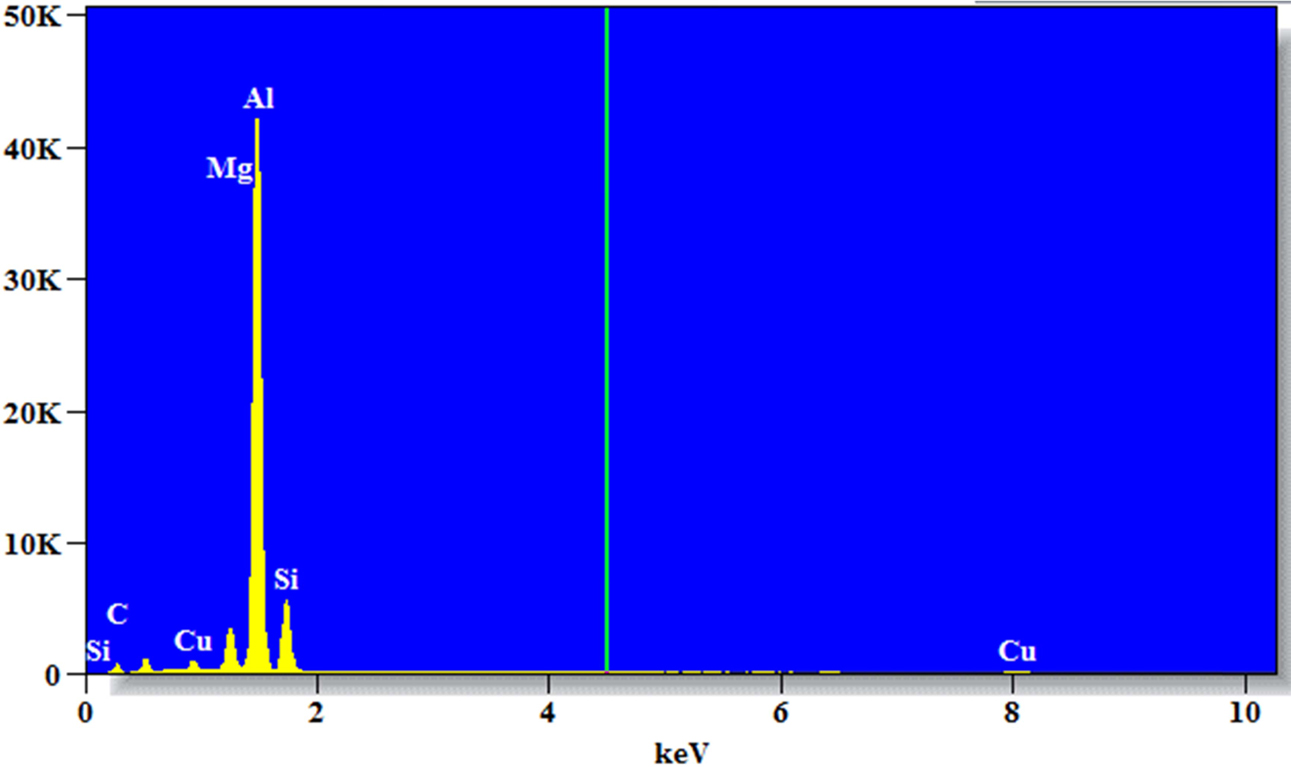
Fig. 3 illustrates the SEM and EDX mapping images of the composite prepared for confirmation test. From the SEM-EDX mapping analysis, it was seen that the SiC particles are located in the matrix, and confirms the existence of SiC particles addition in the composite [20]. As given in Fig. 3 SiC particles (green region) can be observed in the matrix. Also Si region was clearly visible; Al matrix region (cyan colour) was visible overall except the SiC particle region. Mg (blue region) was evenly distributed in the matrix as it provides solid solution strengthening effect. The Mg was also visible in the SiC particle region, which is because Mg addition helps to increase the wettablility between particle and matrix. Fig. 4 shows the SEM EDX area scan data of composite which shows the Al, Mg, Si, Cu, Si and C peaks.
|
Fig. 2 Main effect plots for S/N ratios and means. |

|
Fig. 3 SEM EDX data analysis on SiC particles region of the composites. |
|
Fig. 4 SEM EDX area scan of the composite. |


The main interest of this work was to attain the optimum level of stir casting process parameters which influence the mechanical properties of the composite in relation to the dual output responses through Taguchi OA and GRA technique and conclusions are listed below.
• From the response values of GRG, the optimized set of parameters for improved mechanical properties of the composite were found to be an stirring speed of 700 RPM, pouring temperature at 670 ºC and alternate type stirrer blade.
• The ANOVA for GRG identified that only the p-value of Pouring temperature was below 0.05 and thus, significant.
• Pouring temperature of the composites had an influence of 75% on its mechanical behaviour. It was because the molten metal mixture of the composites requires enough liquidity to distribute the SiC particles homogeneously while pouring into the die.
• At last, confirmation experiments were conducted to verify the enhancement in GRG from 0.613 for the initial setting parameter (SS2PT1SD2), to 0.948 for the final optimized parameters (SS2PT2SD3).
• SEM and EDX analysis of the Al SiC composite revealed the SiC particles reinforcement in the Al matrix.
We are thankful to Dr T.S. Ravikumar who provided expertise that greatly assisted the research and Mr. S. Senthilrajan who moderated this paper and in that line improved the manuscript significantly
- 1. A. Kamboj, S. Kumar, and H. Singh, Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 227 (2013) 1777-1787.
-

- 2. V. Vijayakumar, P. Johnson, R. Whenish, A.J. Rajan, and V.H. Wilson, J. Ceram. Process. Res. 22 (2021).
-
- 3. S. Soltani, R. Azari Khosroshahi, R. Taherzadeh Mousavian, Z.Y. Jiang, A. Fadavi Boostani, and D. Brabazon, Rare Met. 36 (2017) 581-590.
-
- 4. C. Rajaravi, B. Gobalakrishnan, and P.R. Lakshminarayanan, J. Mech. Behav. Mater. 28 (2019) 162-168.
-
- 5. L. Geng, H.W. Zhang, H.Z. Li, L.N. Guan, and L.J. Huang, Trans. Nonferrous Met. Soc. China 20[10] (2010) 1851-1855.
-
- 6. G. Singh, N. Sharma, S. Goyal, and R.C. Sharma, Met. Mater. Int. 27 (2021) 4333-4345.
-
- 7. S.B. Prabu, L. Karunamoorthy, S. Kathiresan, and B. Mohan, J. Mater. Process. Technol. 171 (2006) 268-273.
-
- 8. J. Deng, J. Grey Syst. 68 (1988) 1-24.
-
- 9. P.A. Sylajakumari, R. Ramakrishnasamy, and G. Palaniappan, Materials (Basel). 11 (2018) 1-17.
-
- 10. P. Muthu, Manufacturing Rev. 7 (2020) 16.
-
- 11. F. Puh, Z. Jurkovic, M. Perinic, M. Brezocnik, and S. Buljan, Teh. Vjesn. 23 (2016) 377-382.
-
- 12. N. Kaushik and S. Singhal, Cogent Eng. 5[1] (2018) 1467196.
-
- 13. G.S. Prayogo and N. Lusi, AIP Conf. Proc. 1725 (2016) 020061.
-
- 14. H. Pervez, M.S. Mozumder, and A.H.I. Mourad, Materials (Basel). 9 (2016) 10-13.
-
- 15. M. Uthayakumar, S.T. Kumaran, and S. Aravindan, Adv. Tribol. 2013 (2013) 365602.
-
- 16. M.T. Azhagan and B. Mohan, J. Ceram. Process. Res. 22 (2021) 470-474.
-
- 17. C. Chanakyan and S. Sivasankar, J. Ceram. Process. Res. 21 (2020) 647-655.
-
- 18. Y.C. Lin, J.C. Hung, H.M. Chow, and A.C. Wang, J. Ceram. Process. Res. 16 (2015) 249-257.
-
- 19. S. Paul and K. Kurian, Int. J. Mod. Engg. Res. 5 (2015) 43-49.
- 20. M.C. Senel, M. Gurbuz, and E. Koc, Compos. Part B Eng. 154 (2018) 1-9.
-
 This Article
This Article
-
2021; 22(6): 629-635
Published on Dec 31, 2021
- 10.36410/jcpr.2021.22.6.629
- Received on Aug 14, 2021
- Revised on Sep 28, 2021
- Accepted on Oct 2, 2021
Services
- Abstract
introduction
experimental design
results and discussion
conclusion
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- T. Tamilanban
-
Department of Mechanical Engineering, Hindustan Institute of Technology and Science, Chennai 603103, India
Tel : +91 9841207286 - E-mail: ttamilraju@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr