





- Influences of Si3N4 and Al2O3 reinforcement particulates on mechanical and wear properties of Mg (ZE41A) matrix hybrid metal matrix composite materials
R. Sivabalana,*, K. R. Thangaduraib and K. Leninc
aAssistant Professor, Department of Mechanical Engineering, Annai Mathammal Sheela Engineering College, Namakkal, India
bProfessor & Head, Department of Mechanical Engineering, Jayaram College of Engineering and Technology, Tiruchirappalli, India
cProfessor, Department of Mechanical Engineering, K Ramakrishnan College of Engineering, Samayapuram, Tiruchirappalli, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
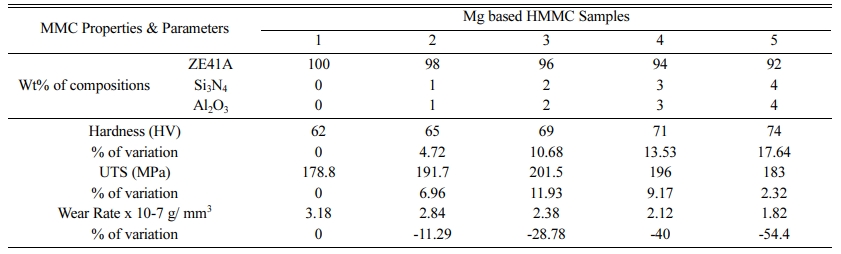
The aim of this research study is the investigating the properties of a hybrid Magnesium (Mg) Metal Matrix Composite (MMC) fabricated using integrated squeeze cum stir casting setup. The challenges of this liquid metallurgy processing route are non-uniform distribution and agglomeration of reinforcement particles; this could cause poor quality in composites, which might result in ruining the value of the properties and performance of the fabricated composites. The primary and secondary reinforcements investigated on this study are Silicon Nitride (Si3N4) and Aluminium Oxide (Al2O3) respectively. Magnesium alloy (ZE41A- mainly based on zinc, zirconium and cerium) was taken as base metal with micron sized Silicon Nitride (Si3N4) as primary reinforcement. Aluminum Oxide(Al2O3) is employed as secondary reinforcement to fabricate hybrid magnesium MMC of different weight fractions; (a) Pure Mg (ZE41A), (b) 1 wt% of Si3N4 and 1wt% of Al2O3, (c) 2 wt% of Si3N4 and 2 wt% of Al2O3, (d) 3 wt% of Si3N4 and 3 wt% of Al2O3 and (e) 4 wt% of Si3N4 and 4 wt% of Al2O3. The fabricated composites are analyzed for metallurgical, mechanical characterization and tribological behavior by optical microscopic analysis, SEM imaging, and EDAX analyses. The maximum ultimate tensile strength observed is 201.5 MP, a 11.93% increase than pure Mg ZE41A base alloy
Keywords: Magnesium ZE41A alloy, Hybrid MMC, Stir-Squeeze casting, Particle reinforcements, Characterization, Si3N4& Al2O3 reinforcement
Magnesium alloys are more interesting due to their less dense nature, enhanced mechanical properties and good machinability overother metals and alloys [1] Magnesium possesses excellent castability and is capable of high damping. However, the absolute strength of pure magnesium is considerably lesser particularly at operating temperatures higher than 100 oC. To make use of magnesium's superior properties Magnesium based MMCs are widely used in various industrial sectors across the globe. They can be formed from lightest structural metallic material namely magnesium and its alloys [2]. In this manner, the specific weak properties of pure magnesium can be enhanced to obtain better ultimate tensile and compressive strength, improved wear, corrosion resistance, higher hardness and creep resistance. MMCs can be processed through stir casting, high-energy ball milling, powder metallurgy and squeeze casting [3]. The methods utilized for fabricating Mg based hybrid MMCs, and their potential benefits are presented by Wang et al. (2014) [4] in their experimental study. Commercially, Stir Casting method of fabrication is most used methods owing to its higher production capability, ease of adaption for various shapes and sizes and being economical [5]. Ultrasonic assisted stir casting of MMCs helped in a greater way to achieve good quality composites than traditional stir casting [6]. Although other techniques are in practice, liquid metallurgy (i.e. Stir casting) is opted in this process for its potentiality in manufacturing intricate shapes at high production rates with low cost strategy [7]. Hot deformation process is incorporated in stir casting to produce high quality composites, though it can be only controlled by reinforcement dislocation.
The desired MMC properties can be obtained by using various reinforcements such as the commonly used SiC, TiC, Al2O3 etc. The material removal rate (wear rate) is very high mainly in high temperature operating conditions (cams, gears, and clutches in automobiles). In such cases, the study of wear rate is essential [8]. Wang et al. (2008) [9] fabricated SiCp/AZ91 MMCand characterized it for tribo-mechanical properties. It was found that having 5%Gr and 10%SiC was found to offer 92% lower wear rate and better anti frictional properties. Hassan et al. (2005a)[10] investigated the effect of Al2O3 reinforcement on Mg based MMC by using Ceric Ammonium Nitrate. The study was focused in finding the effects of intermetallic phases and sizes in the MMC. The finished MMC was characterized for metallurgical and mechanical properties.
In present work, combined squeeze and bottom tapping setup Stir Casting method was used for reinforcing Mg (ZE41A) matrix with Alumina (Al2O3) and Silicon Nitride (Si3N4). Among reinforcement materials, Si3N4 has excellent bonding affinity towards Magnesium, superior mechanical properties and its ceramic nature is attractive for MMC fabrication. Alumina is capable of integration with Mg due to its superior bonding within the Mg matrix and primary reinforcement particulates. It is capable of improving tribological behavior of the resulting MMC. The resultant MMC was characterized for metallurgical (OM,SEM,EDX), mechanical (tensile, micro Hardness) and Wear rate analysis of hybrid MMCs.
Magnesium Alloy (ZE41A)
Magnesium (ZE41A) alloy is a rare earth-based magnesium alloy, with root applications in aerospace and aviation industry. Magnesium alloys are increasingly in demand for all vibration damping application like automobile and aerospaceindustries. Due to its easy weldable nature and being able to withstand tight pressure, it is well suited for applications requiring high structural integrity during routine operations such as sand casting and permanent moulding industries owing to its high structural integrity. In this study,in order to control non-homogenous pattern of reinforcement particles dispersion, a system consisting of a sealed melt furnace with rotary stirring combined bottom tapping and direct squeeze application was employed to produce superior class MMCs [11]. Table 1 shows the chemical composition of Mg (ZE41A) matrix materials.
Previously, Mg (ZE41A) was used to study the deformation and failure behaviour of casted and heat treated the Mg alloys and for analysis of fatigue life prediction using Weibull distribution [11]. Anbuselvan and Ramanathan (2010) [12] had investigated the wear behavior and hot deformation analysis ZE41A Mg alloys. Besides, Jiang et al. (2009) [13] with his associates conducted ECAP (Equal Channel Angular Pressing) involving ZE41A, concluded that severe plastic defor- mation had utterly improved the resistance of corrosion behavior of Mg based MMC materials and it was dis- played better grain refinement and mechanical properties [13].
Magnesium (ZE41A) is the primary material used in research works surveyed for this investigation. The limited studies available in the reinforcement of ZE41A for fabrication has led to the research gap investigated in this study. The reinforcement is selected based on the processing methods, manufacturing costs and struc- tural applications. The investigation was made for the outcome of homogenous distribution of matrix-re- inforcement particulates and improved mechanical and tribological properties of the hybrid MMC. The reinforcements chosen for this study are Silicon Nitride (Si3N4) and Aluminium Oxide or Alumina (Al2O3).
Silicon Nitride (Si3N4)
For magnesium matrix composites, ceramics are suitable reinforcements. Silicon nitride is such ceramic with excellent tensile strength (MPa), hardness, and fracture toughness levels. It also offers better wear and corrosion resistance in response to various acids and alkalis in combination with superior thermal shock resistance. These properties make it an ideal candidate for material reinforcement in composite research. Thus, it is the primary reinforcement chosen for this study. The main applications of Si3N4 are in high performance engineering such as ball bearings, cutting tools, moving engine parts, turbine blades and precision shafts and axles in high temperature and wear environments. The physical properties of Si3N4 primary reinforcement particulates are shown in Table 2.
Aluminium Oxide or Alumina (Al2O3)
Aluminum Oxide or Alumina (Al2O3) is a common ceramic commercially available today, signifying its general-purpose role in today`s engineering landscape. It has excellent hardness and wear resistance values combined by high compressive strength at extreme operating temperatures. It also possesses the value of easy processing and cost benefits. Granular reinforcements also assist in enhancement of properties such as resistance to erosion, wear, superior damping coefficient and superior mechanical, thermal properties [14-16]. In a pursuit to characterize Magnesium composites, Shenet al. (2017) [17] reinforced Silicon Carbide on AZ31B, conducted tests based on casted and heat-treated con- dition of specimens, found that the lower tensile strength and ductility of the MMC materials when compared to the base Mg alloy. Thus, owing to the excellent mechanical and metallurgical property benefits offered by Alumina, it is chosen as the secondary reinforcement for this study with Mg ZE41A as the base metal and Si3N4. Table 2 shows the basic properties of the matrix materials can be inferred.
Fabrication of Hybrid HMMC by Stir squeeze casting method
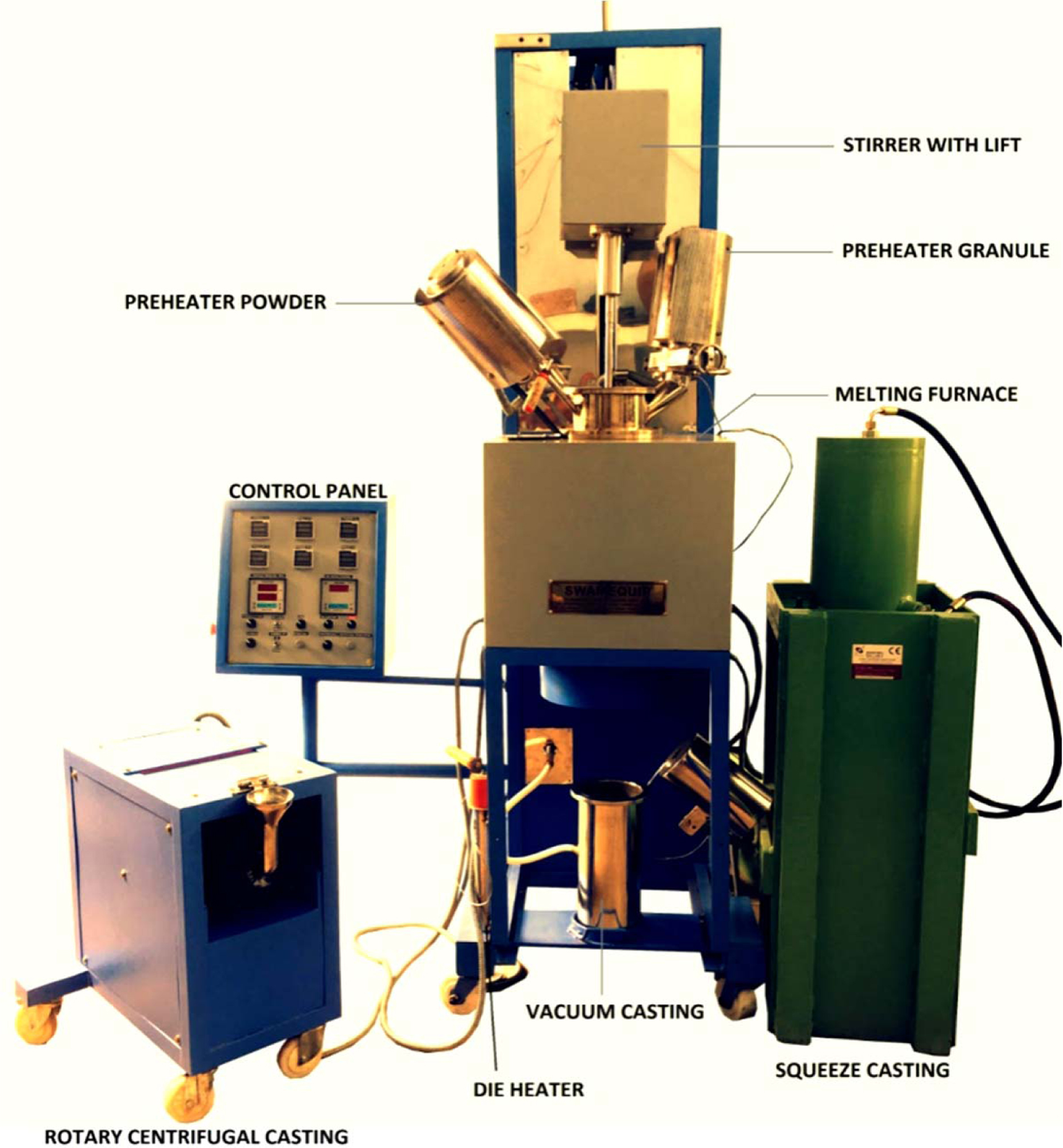
The combined squeeze and bottom tapping way is the most potent method to manufacture good quality ZE41A/Si3N4/Al2O3 homogenously dispersed Mg co- mposites using stir casting method. The casts were conducted using a Semi automatically operated Stir casting furnace coupled with squeeze setup developed indigenously at Swam Equip, Chennai. The setup and its associated components can be seen in Fig. 1. Mg ZE41A ingots are loaded into the preheated furnace (at 750 ºC) as chopped metal pieces (resembling biscuits) form then reinforcement particles are addedthrough powder pre-heateras first layer, then base material and reinforcement are added layer by layer successively twice. The stir casting furnace is heated to reach the temperature of above 650 ºC which is the melting point of Mg, the reinforcement materials are added along with the magnesium matrix material. The stirring motion of mechanical stirrer the experimental setup is controlled by a stepper motor. When the motor is engaged the melted matrix and reinforcements are stirred at a speed of 500 rpm for duration of 2 min in a scattered manner [18].
The improper mixing of reinforcement particles is a result of high viscous basic properties of molten materials. To sort this out, the molten metal is allowed to reheat further until 750 ºC (super heating) and the superheated base metal’s viscosity was brought down gradually in every cubicles and edges of the furnace, as a pace to facilitate better wetting between reinforcement particles and the base metal. Again, the mechanical stirrer is set in motion to proceed with secondary mixing at 750 oC to have proper mixing. The speed of the mixer is gently elevated up to 650 rpm for another 20 min with proper argon gas environment to avoid environmental exposure [19]. Then speed of the agitator/mixeris steadily decreased to null (zero) value, followed by sliding gates of the bottom tap being activated by a motor, allowing the composite slurry to travel towards the die. Graded stainless steel tubes of about 1-inch thickness and 1-meter length were used as the runway that carries the molten slurry from bottom tap to the die. The melt was squeezed with 40 Ton pressure through the squeeze setup in the preheated mold (at 500 oC) mainly to have closed micro-structural pattern of produced composites. The squeeze device works with hydraulic pressure generated from a hydraulic power pack, the load in the squeeze setup is measured by transducer, which measures the pressure of the hydraulic fluid. The measured pressure is calibrated for its corresponding metric tons with feedback from the transducer. The above cycle was repeated with varied weight% fractions i.e., (a) Pure Mg (ZE41A), (b) 1 wt% of Si3N4 and 1 wt% of Al2O3, (c) 2 wt% of Si3N4 and 2 wt% of Al2O3, (d) 3 wt% of Si3N4 and 3 wt% of Al2O3 and (e) 4 wt% of Si3N4 and 4 wt% of Al2O3. Table 3 shows the weight % composition of the base metal and the reinforcements. This level of reinforcement particles is to manufacture varied distri- butions of Magnesium (ZE41A)/Silicon Nitride (Si3N4)/Aluminium Oxide (Al2O3) composites. Since after the fraction of reinforcement arrives at reaction of Mg (ZE41A) alloy with Si3N4 and Al2O3 reinforcement parti- culates could result in establishment of transition layers.
Sample Preparation
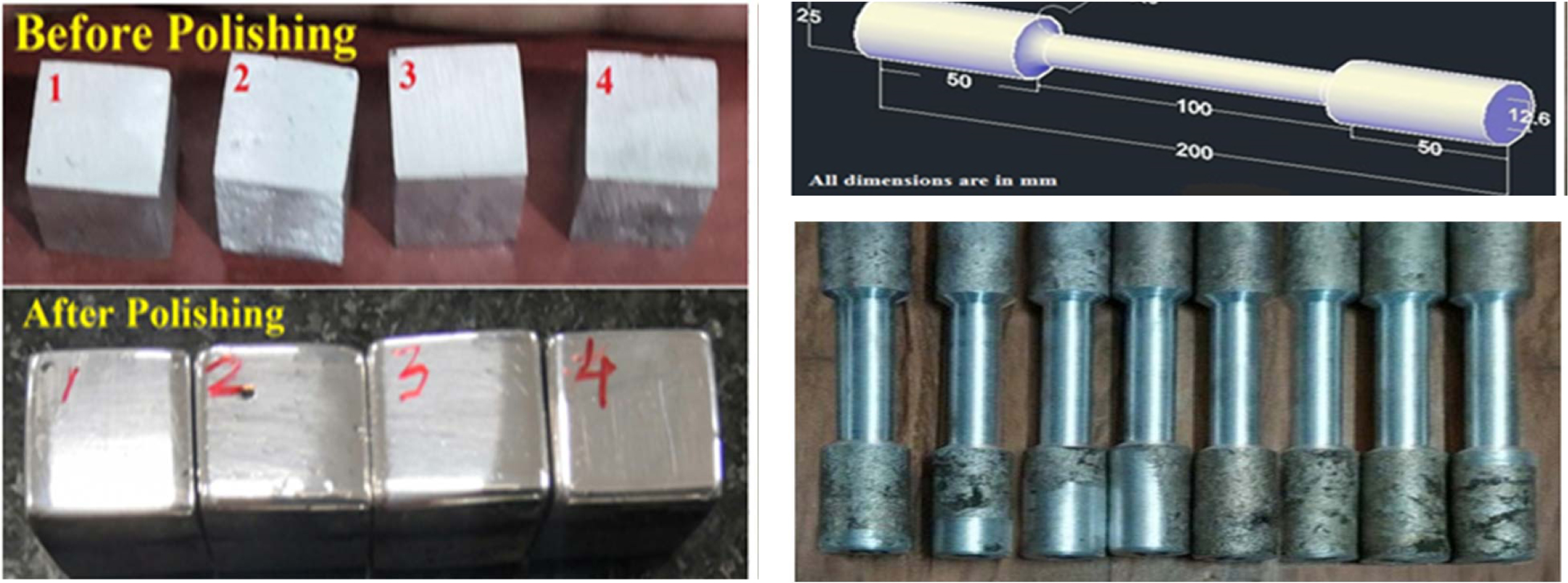
The produced composites were cylindrical in geo- metry with dimensions of 25 mm diameter and 300 mm length. The Mg matrix composite material is quickly air quenched so that it reduces the setting of reinfor- cement particulates in liquid matrix materials. Fabricated composite casts were severed per standard procedure to create Tensile, OM, SEM and EDS analysis samples. For tensile tests, cylindrical samples were readied as per ASTM E8/E8M standards and procedures as can be inferred from Fig. 2(b) below. For tensile tests two specimens were acquired from each fabricated com- posite. Fig. 2(a) shows the before and after polishing scanning electron microscopy (SEM) specimens and Fig. 2(b) shows the ASTM E-8 standard Mg matrix MMC specimens.
|
Fig. 1 Experimental setup of sequencing casting machine. |
|
Fig. 2 (a) SEM samples and (b) Tensile samples. |


Metallurgical characterization of Mg based HMMC
In conventional fabrication methods, the Mg based MMC materials produced very less or average quality, the failures are non-homogenous dispersion of matrix and reinforcement particulates, small creak, blow holes etc., because the ceramic reinforcement clusters while doing secondary operations, whereas this stir combined squeeze casting method successfully attained homogenous dispersion of reinforcement particles, which could be easily witnessed through the SEM imagery in Fig. 4. The metallurgical characterizations are done by Optical microscope (OM) analysis, Scanning Electron Microscope analysis (SEM) and Energy Dispersive X-Ray (EDX) Analysis [20, 21].
Optical Microscope analysis
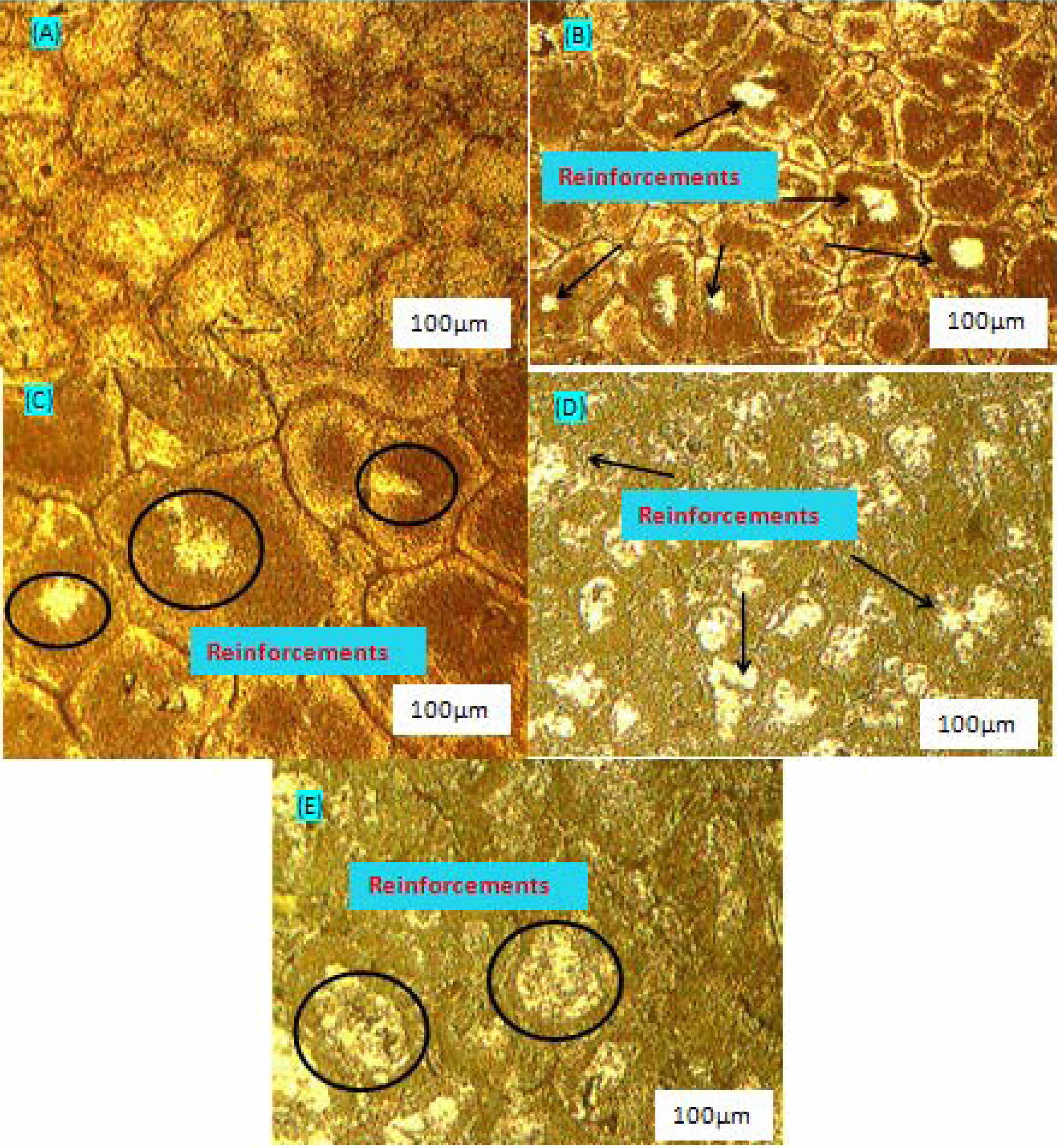
The microstructure of hybrid Mg MMC material surfaces were examined using OM, SEM and EDX. Each fabricated hybrid Mg MMC specimen was cut into rectangle samples (L = 15 mm, B = 15 mm t = 10 mm) by using a wire-cut EDM process. Before micro- structural analysis, the specimen surfaces were polished by different emery papers of grit size 150, 400, 600, 1,000, and 1200 respectively and etched by using Keller's etchant to get a metallographic finish. The results of OM analysis can be inferred from Fig. 3.
SEM Analysis
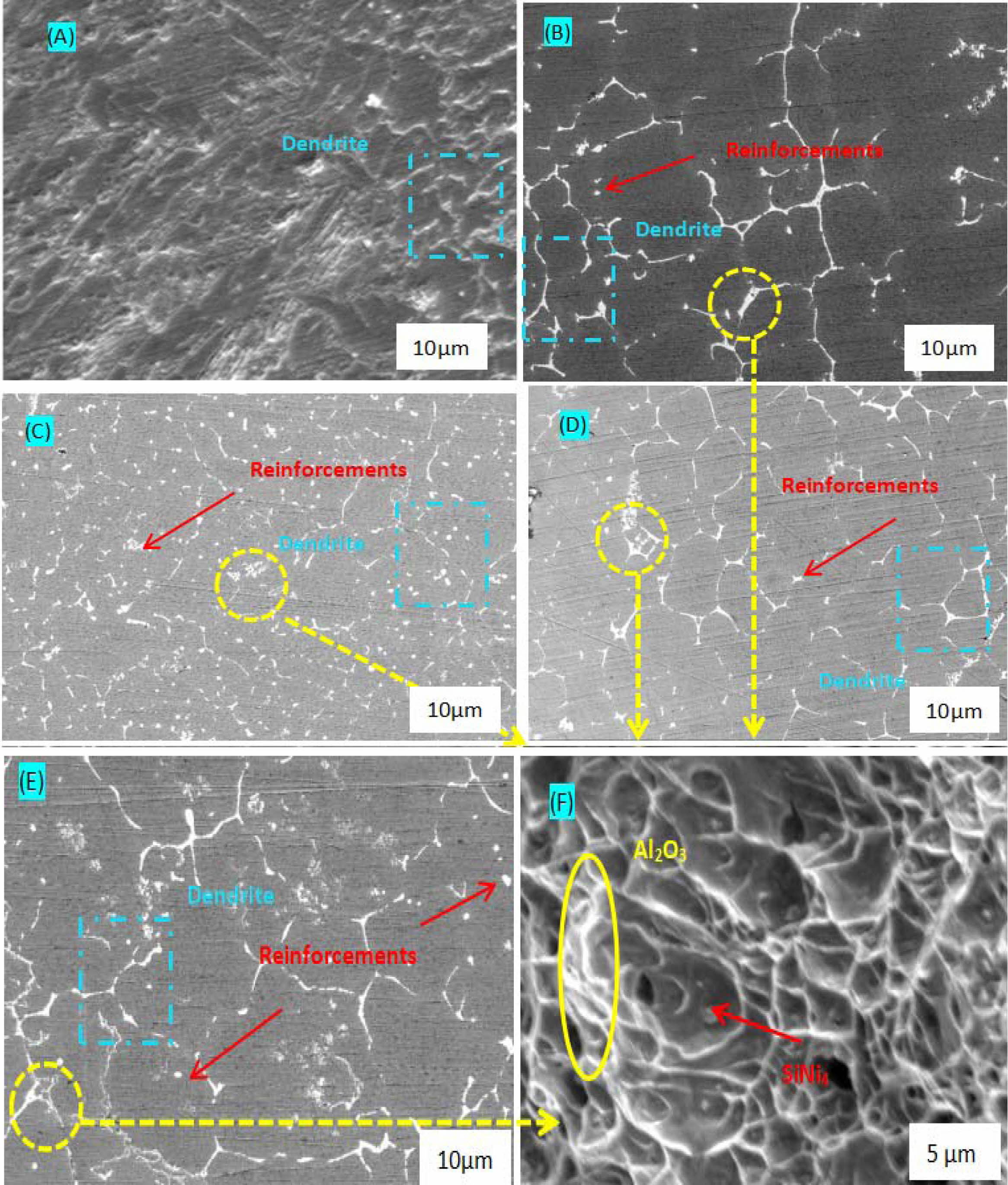
The SEM images (a), (b) & (c) shown in Fig. 4, were obtained before and after polishing of the samples. The circular patches found in Fig. 4(a) are due to machining, it is made in a motive to highlight the clusters, blow holes and defect zones. The orange encircles from the figure show the reinforcement non dispersed zone, and that of the blue rings highlights the agglomerated regions. Superheating the molten slurry resulted in good enough wetting between the primary α-Mg and the matrix (Fig. 4(c)), which echoes a major thermal de- composition that enhances homogenous dispersion. As per this mechanism wetting increases, when there is reduce in contact angle between the reinforcement and molten slurry thus the (Si3N4 and Al2O3) reinforcement particulates are held within the molten slurry base Mg (ZE41A) matrix metal. This squeeze method enables a crucial key factor in homogenous diffusion & distri- bution of matrix and reinforcement particulates com- pare to the conventional stir casting method. After superheating, once again the mechanical stirring process paves way for the arrested reinforcement particles to split into the molten Mg (ZE41A) matrix materials. Thus dispersion of matrix and reinforcement particulates produces the ZE41A/Si3N4/Al2O3 composites through this combined Stir-Squeeze approach.
Energy Dispersive X-Ray Analysis (EDAX)
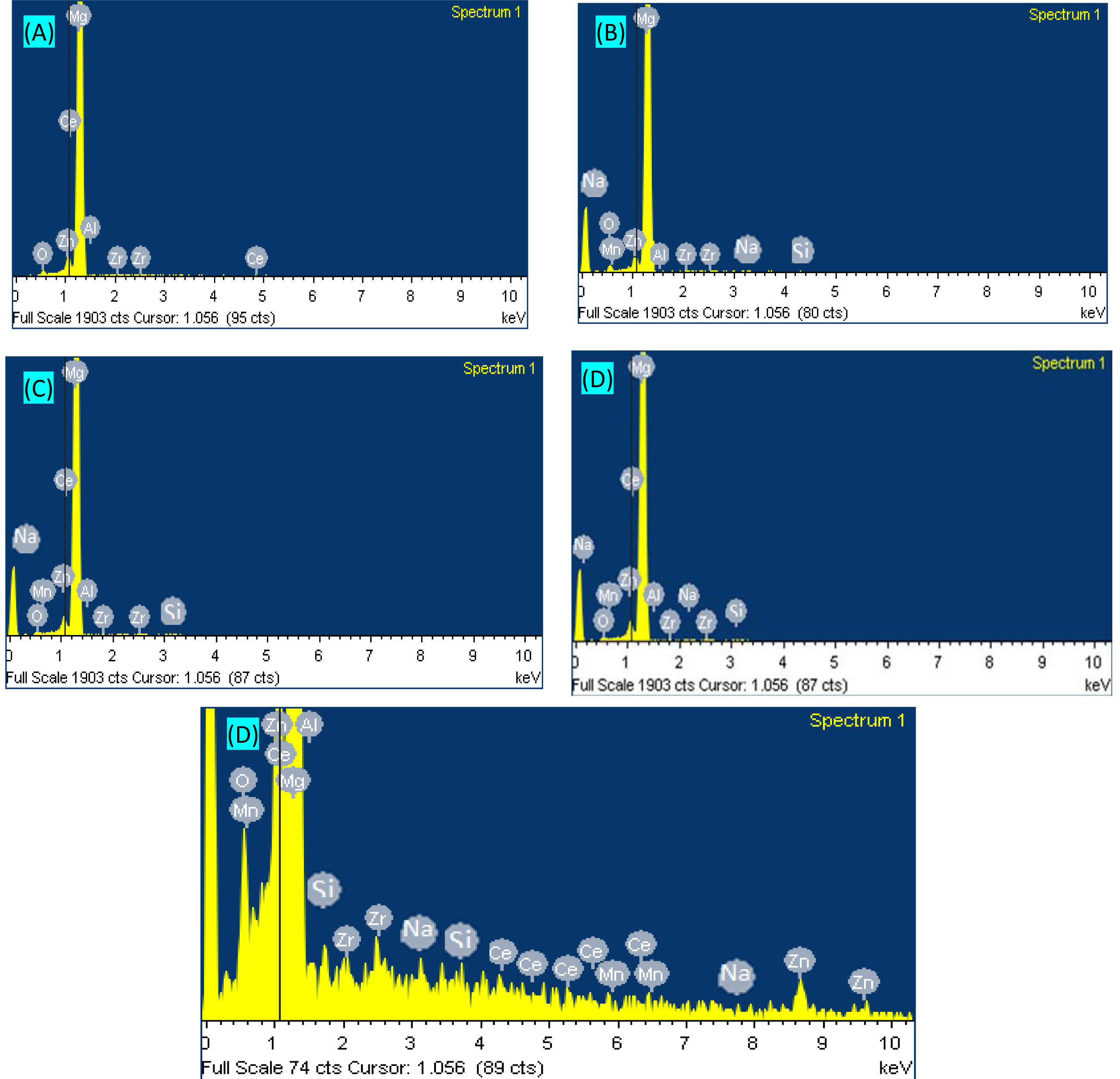
The EDX spectrum graphs shown in Fig. 5 correspond to the prepared pure ZE41A and ZE41A/ Si3N4/Al2O3 composites of all wt.% compositions. Presence of oxygen, aluminum, magnesium, manganese and zinc in K series is observed, where zirconium and cerium in L series could also be seen. Due to excessive correction factors for atomic number and absorption, we were unable to detect all together the presence of some elements. But samples with 1 wt% of Si3N4 & 1 wt% of Al2O3; 2 wt% of Si3N4 & 2 wt% of Al2O3; 3 wt% of Si3N4 & 3 wt% of Al2O3, it can be noted that the reinforcements are evenly distributed, as the result of secondary heating.
Mechanical Characterization
Hardness test Analysis
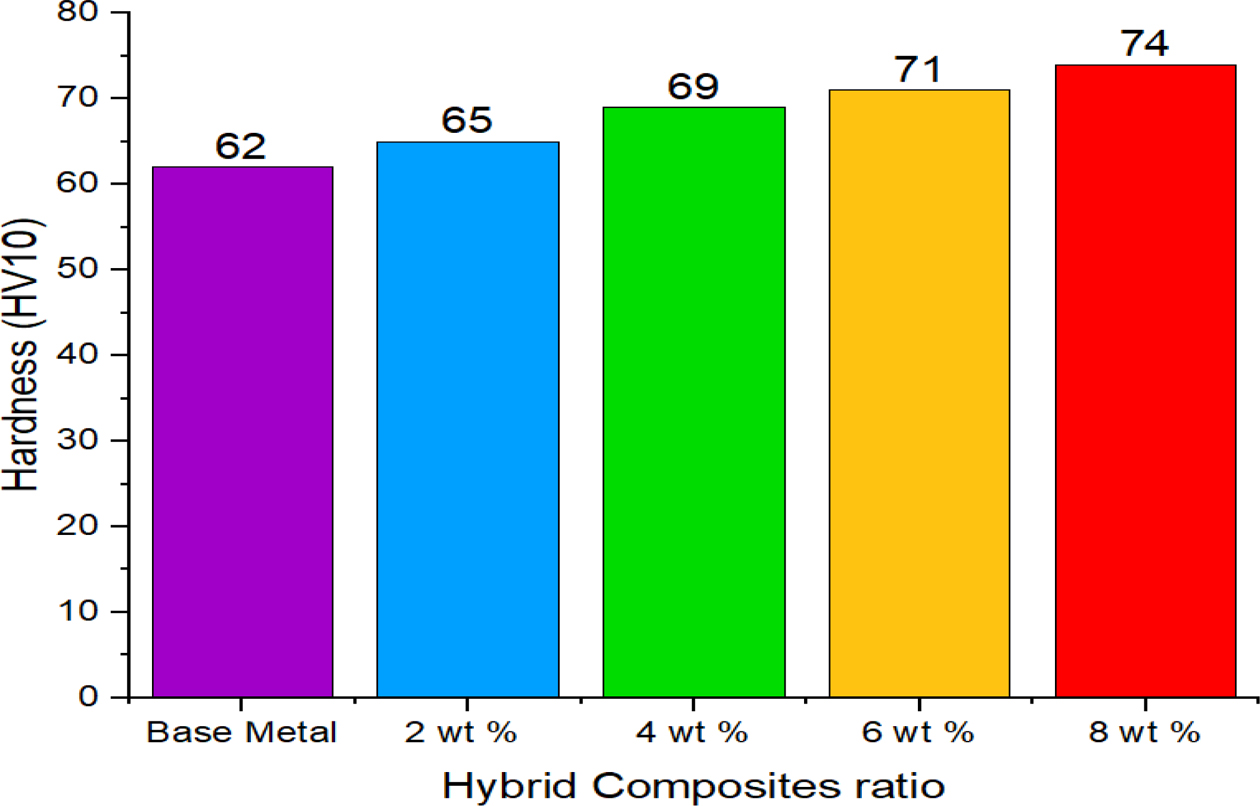
Fig. 6 represents the micro-hardness analysis of the hybrid MMCs. As inferred from figure, the micro-hardness values of the HMMC samples increases steadily, as a result of gradual increase in Si3N4 & Al2O3 reinforcement particles thus helping in enhancing the load bearing tendency of the HMMC. The maximum hardness obtained for the HMMC composite of 92% Mg ZE41A/4% Si3N4/4% Al2O3 is 74 HV, which is 17.6% higher than base alloy Mg ZE41A. Even though the hardness increases with the addition of Si3N4 and Al2O3, the optimum hardness considered will be for this research work is 69 HV (96% Mg ZE41A + 2% Si3N4 + 2% Al2O3), since this hybrid MMC attains the maximum UTS of 201.5 MPa.
Tensile Strength Analysis
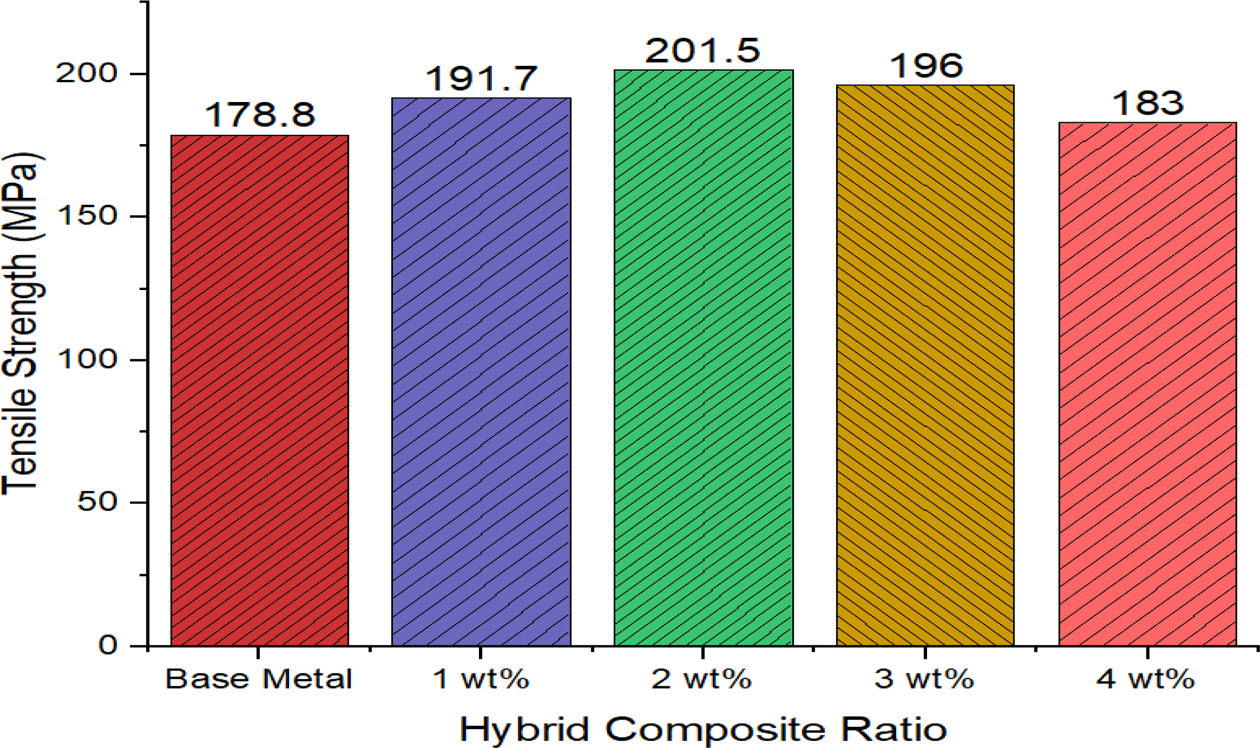
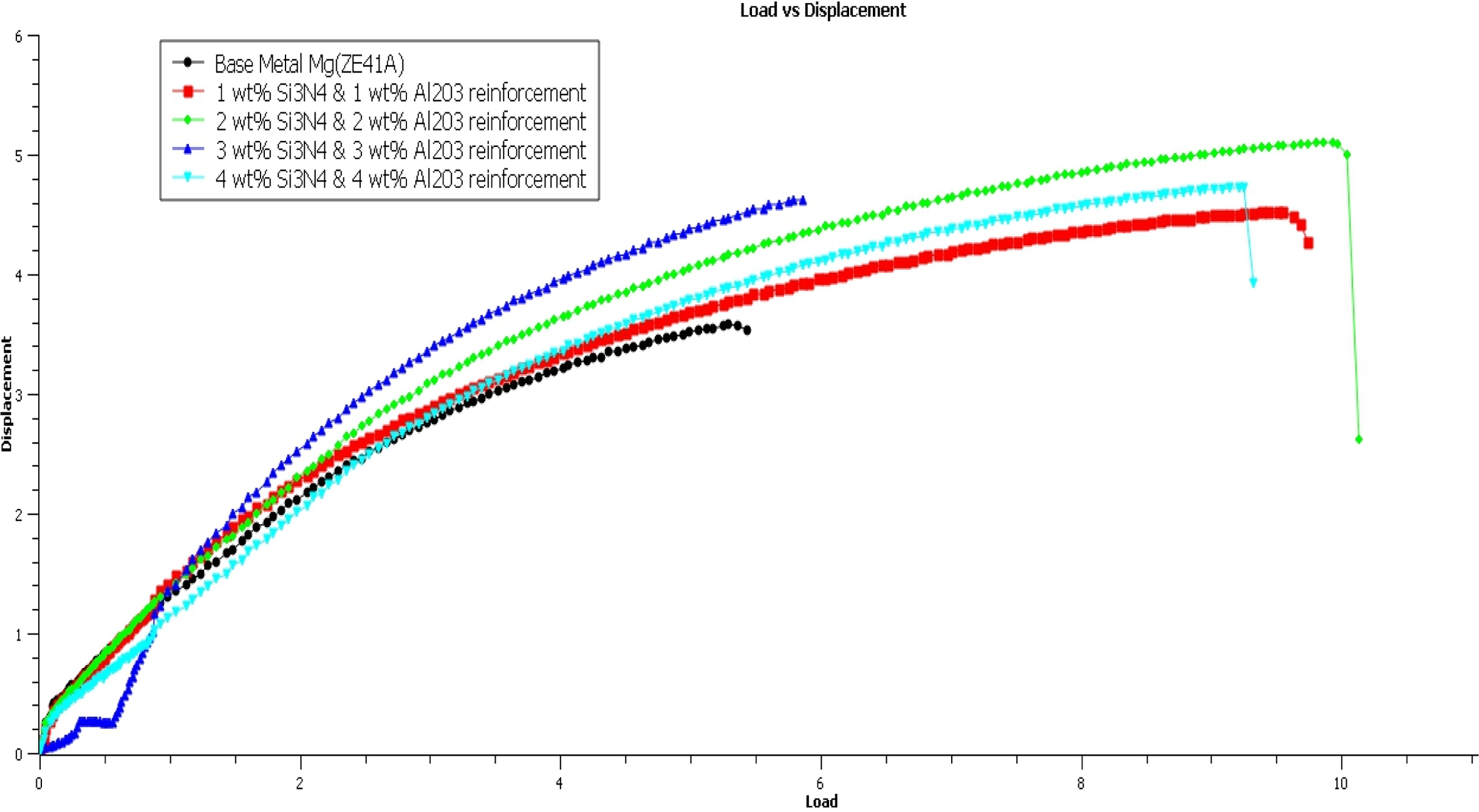
During tensile test experiment the internal stresswas developed between two reinforcement particulates (Si3N4 & Al2O3) and base Mg (ZE41A) metal. This interaction of matrix and reinforcement, the materials fail until change of small area when the localized stress found to be the higher than strain level. In present Mg matrix MMC’s the limited area damage could be in the forms of de-bonding and initiation of crack in both reinforcement particulates, matrix materials. As observed from Fig. 7 & 8, above 4.5 wt.% of reinforcement, with increase in reinforcement particles, the agglomerations increase. Thus, the imperfection induced around the reinforcement particles due to the difference in the thermal coefficients of ZE41A and Si3N4, Al2O3 might result in de-bonding of the interface and decrease in UTS in the composites. This phenomenon was also observed by Kumar et al. (2017) [22], with their work using AZ91E and Al2O3 nano particles. The peak UTS obtained is 201.5MPa with the HMMC combination of 96% Mg ZE41A + 2% Si3N4 + 2% Al2O3.
Wear Behavior Analysis of Mg based HMMC
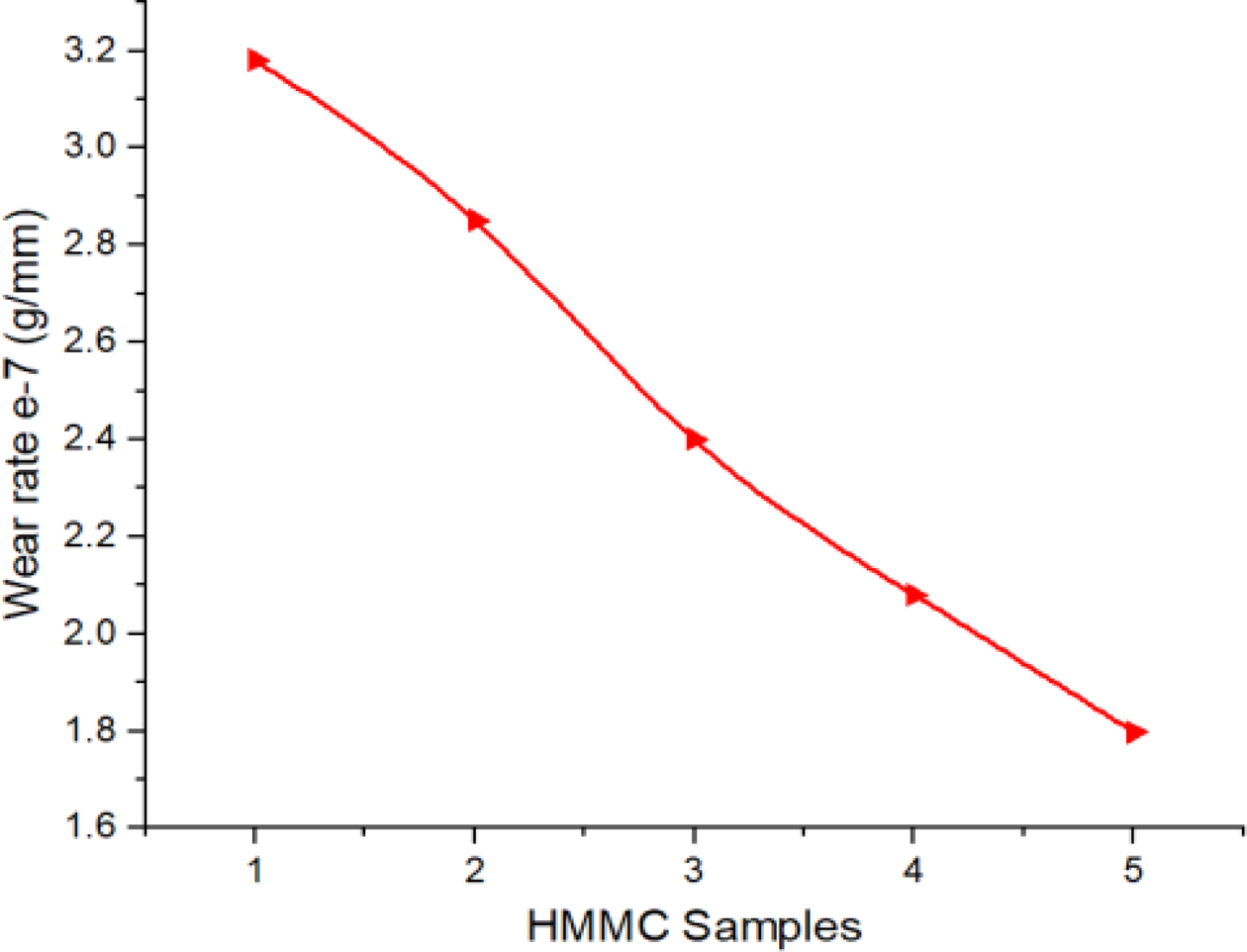
Fig. 9 shows the gradually decrease the wear rate and linearly from un-reinforced base alloy Mg ZE41A to reinforced hybrid MMC’s by the addition of various wt.% of Si3N4 and Al2O3. The minimum wear rate obtained for the MMC composite of 92% Mg ZE41A/ 4% Si3N4/4% Al2O3 is 1.83 e-7 g/mm, which is 53.9% lower than base alloy Mg ZE41A which has wear rate of 3.18 e-7 g/mm. Even though the reduction of wear rate with the addition ofSi3N4 and Al2O3 thereafter, the optimum wear rate considered for this research work is 2.4 e-7 g/mm (Mg ZE41A + 2% Si3N4 + 2% Al2O3), since this hybrid MMC attains the maximum UTS of 201.5 MPa.
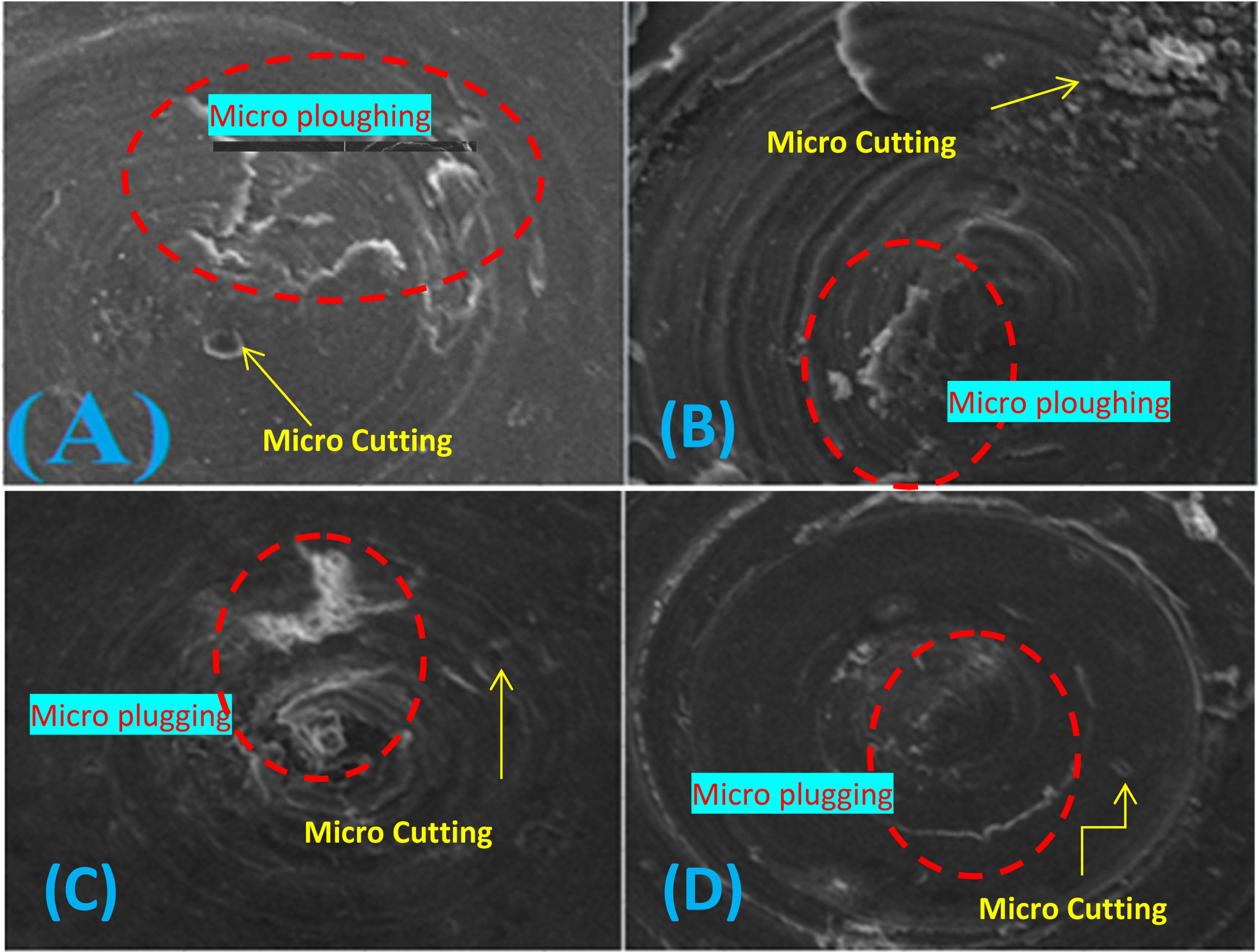
Worn surface analysis of each composite material samples was conducted after the wear analysis of the specimen. Fig. 10(a-d) shows the worn SEM analysis of Mg based MMC materials.It is obtained by changing the weight proportion of Si3N4 and Al2O3 in Mg ZE41A. Each HMMC samples exhibit two characters are having micro-cutting and micro-ploughing [22]. The maximum wear resistance for the HMMC was obtained when the composition of reinforcements was 4% Si3N4 and 4% Al2O3.
|
Fig. 3 OM Analysis of Mg Hybrid MMC: (a) Pure Mg (ZE41A), (b) 1 wt% of Si3N4 and 1 wt% of Al2O3, (c) 2 wt% of Si3N4 and 2 wt% of Al2O3, (d) 3 wt% of Si3N4 and 3 wt% of Al2O3 and (e) 4 wt% of Si3N4 and 4 wt% of Al2O3. |
|
Fig. 4 SEM Analysis of Mg Hybrid MMC: (a) Pure Mg (ZE41A), (b) 1 wt% of Si3N4 and 1 wt% of Al2O3, (c) 2 wt% of Si3N4 and 2 wt% of Al2O3,(d) 3 wt% of Si3N4 and 3 wt% of Al2O3 and (d) 4 wt% of Si3N4 and 4wt% of Al2O3, (f) similarity image of dendritic structure in HMMC. |
|
Fig. 5 EDX Spectrum Analysis of Mg Hybrid MMC (a) Pure Mg (ZE41A), (b) 1 wt% of Si3N4 and 1 wt% of Al2O3, (c) 2 wt% of Si3N4 and 2 wt% of Al2O3,(d) 3 wt% of Si3N4 and 3 wt% of Al2O3 and (d) 4 wt% of Si3N4 and 4 wt% of Al2O3 |
|
Fig. 6 Hardness analysis of Mg based HMMC. |
|
Fig. 7 Tensile analysis of Mg based HMMC. |
|
Fig. 8 Load vs Displacement relationship of Mg based HMMC. |
|
Fig. 9 Wear analysis of Mg based HMMC. |
|
Fig. 10 Worn surface analysis of Mg based HMMC: (a) 1 wt% of Si3N4 and 1 wt% of Al2O3, (b) 2 wt% of Si3N4 and 2 wt% of Al2O3, (c) 3 wt% of Si3N4 and 3 wt% of Al2O3 and (d) 4 wt% of Si3N4 and 4 wt% of Al2O3. |
The experimental investigation of the effect of Silicon Nitride (Si3N4) and Aluminium Oxide (Al2O3) was carried out and results are discussed as follows. The metallurgical characterization (OM, SEM and EDAX) revealed the homogeneous distribution of pro- duced composites, which is mainly due to the heating method and bottom tap direct squeeze pouring employed for processing the composites. The composites exhibitan 11.93% enhancement in tensile strength during 96% Mg ZE41A + 2% Si3N4 + 2% Al2O3 compositions, increase in hardness is also observed. It is observed that this composition with 2 wt.% of each Si3N4 & Al2O3 appears good and optimum enhanced among other composites at all plots of mechanical assessments i.e. tensile, yield, elongation and hardness. The addition of primary reinforcement Si3N4, improved the mechanical properties and the addition of secondary reinforcement Al2O3 proved to improve the wear resistance of hybrid Mg based MMC.The worn surface analysis revealed reduced levels material defects such as micro-cutting and micro-ploughing due to the addition of the re- inforcements. The plausible superiority of the ZE41A/ Si3N4/Al2O3 had made way for further characterization of produced composites in terms of corrosion and thermal nature as a future scope of this work.
The authors of this paper are very much grateful to their institution managements for their persistent encouragement for doing this research in an effective & progressive manner.
- 1. M.H. Korayem, R. Mahmudi, and W.J. Poole, Mat. Sci. and Eng. 519[1-2] (2009) 198-203.
-

- 2. P. Poddar, V.C. Srivastava, P.K. De, and K.L. Sahoo, Mat. Sci. and Eng. A 460 (2007) 357-364.
-
- 3. M. Gui, P. Li, and J. Han, J. Mater. Eng. Perfo. 12 (2003) 128-234.
- 4. X.J. Wang, N.Z. Wang, L.Y. Wang, X.S. Hu, K. Wu, Y.Q. Wang, and Y.D. Huang, Mater. Des. 57 (2014) 638-645.
-
- 5. R. Pandiyarajan, P. Maran, and S. Marimuthu, and K. C. Ganesh, J. Mech. Sci. Tech. 31 (2017) 4711-4717.
-
- 6. R. Pandiyarajan, P. Maran, S. Marimuthu, and K. Arumugam, Mater. Tod. Proc. 19 (2019) 256-259.
-
- 7. R. Pandiyarajan, P. Maran, S. Marimuthu and M.P. Prabakaran, Adv. Mater. Process. Tech. (2020) 1-9.
-
- 8. A. Matin, F.F. Saniee, and H.R. Abedi, Mater. Sci. Eng. A. 625 (2015) 81-88.
-
- 9. X.J Wang, X.S. Hu, K. Wu, K.K. Deng, W.M. Gan, C.Y. Wang, and M.Y. Zheng, Mater. Sci. Eng. A. 492 (2008) 481-485.
-
- 10. S.F. Hassan, and M. Gupta, Metal. Mater. Trans. A 36 (2005) 2253-2258.
-
- 11. M. Sivapragash, P.R. Lakshminarayanan, R. Karthikeyan, K. Raghunanthan, and M. Hanumantha, Mater. Des. 29 (2008) 1549-1553.
-
- 12. S. Anbuselvan and S. Ramanathan, Mater. Des.31 (2010) 1930-1936.
- 13. J. Jiang, A. Ma, N. Saito, Z. Shen, D. Song, F. Lu, Y. Nishida, D. Yang, and P. Lin, J. Rar. Ear.27 (2009) 848-852.
-
- 14. P.M. Singh and J.J. Lewandowski, Metal. Trans. A24 (1993) 2531-2543.
-
- 15. D. Sameer Kumar, K.N.S. Suman, C. Tara Sasanka, K. Ravindra, and P. Poddar, J. Mag.Allo. 5(2017) 48-55.
- 16. H.M.A. Zaid, A.R.N. Abed, and H.S. Hasan, J. Eng. Sci. 22(2019) 124-130.
-
- 17. M.J. Shen, T. Ying, F.Y. Chen, and J.M. Hou, Int. J. Metal. 11 (2017) 266-277.
-
- 18. A.H. Jabbari, and M. Sedighi, Int. J. Metal. 14 (2020) 489-504.
-
- 19. G. Cao, H. Konish, and X. Li, Int. J. Metal. 2 (2008) 57-65.
-
- 20. A. Elsayed, E. Vandersluis, S. L. Sin, and C. Ravindran, Int. J. Metal. 11 (2017) 749-765.
-
- 21. H.Z. Ye, X.Y. Liu, J. Mater. Sci. 39 (2004) 6153-6171.
-
- 22. P.A. Kumar, P. Rohatgi, and D. Weiss, Int. J. Metal.14 (2020) 291-317.
-
 This Article
This Article
-
2021; 22(6): 605-614
Published on Dec 31, 2021
- 10.36410/jcpr.2021.22.6.605
- Received on Feb 2, 2021
- Revised on May 19, 2021
- Accepted on Jun 3, 2021
Services
- Abstract
introduction
materials and methods
results & discussion
conclusion
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- R. Sivabalan
-
Assistant Professor, Department of Mechanical Engineering, Annai Mathammal Sheela Engineering College, Namakkal, India
- E-mail: siramech41@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr