





- High strength ultra-lightweight ceramic proppants prepared by double resin-coating process with fly ash
Shuiyun Lia, Yongshang Tiana,*, Xiaoliang Donga, Peng Liua, Xiang Jib and Xiongjie Huc
a College of Chemistry and Chemical Engineering, Henan Key Laboratory of Utilization of Non-Metallic Mineral in the South of Henan, Xinyang Normal University, Xinyang 464000, China
bSchool of Materials and Chemical Technology, Tokyo Institute of Technology, Tokyo 152-8552, Japan
cLoyalty Enterprise Development (Xinyang) Co., LTd., Xinyang 464017, ChinaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Ceramic proppants is crucial in hydraulic fracturing for increasing oil and gas reservoirs. In this study, the ceramic particles and resin-impregnated ceramic particles were prepared with fly ash, and then ultra-lightweight ceramic particles (proppants) were obtained by double resin-coating process. Crystalline phase and microstructure of the ceramic particles were investigated by X-ray diffraction (XRD) and scanning electron microscopy (SEM), respectively. Effects of silicon carbide and epoxy resin concentrations on the phase, apparent density, and breakage ratio of the ceramic particles were all studied systematically. With increasing silicon carbide contents, the corundum phase transform to mullite phase, decreasing the apparent density and increasing the breakage ratios. The double resin-coated ceramic proppants featured smoother surface and less pores than the resin-impregnated samples, accompanying low apparent density (1.94 g/cm-3) and high strength (breakage ratio under 52 MPa, 1.69%) when silicon carbide was 3.0 wt.% and epoxy resin concentrations was 55 wt.%. The results suggest the particles by the effective double resin-coating process possess promising candidates for fracturing proppants in practical applications
Keywords: Fly ash, Double resin-coating process, Resin-impregnated ceramic proppants, Crystalline phase, High strength
Hydraulic fracturing is an effective way for increasing oil and gas reservoirs, which requires ceramic proppants combined with fracturing fluid for keeping the formed fracture open [1-4]. Thus, the outstanding characteristics of the proppants are crucial to hydraulic fracturing [5-7]. Generally, ceramic proppants with high strength, high acid resistance, and cheap price were the idealization in practical proppants applications [8, 9]. Though the conventional proppants prepared with bauxite and sand showed fierce hardness, high melting temperature and good erosion, the high specific gravity (apparent density, > 2.80 g/cm3) would bring high fluid velocity and excellent wear resistance [10-12]. Moreover, the high price of bauxite raw materials was the other reason for hindering its widespread usage. Hence, seeking for excellent mechanical property proppants with low price and low specific gravity became a crucial research topic [13-17].
The ceramic proppants prepared by many researchers were unsatisfactory, because the obtained apparent density was still 2.4-3.6 g/cm3, which was rarely reduced comparing with the conventional samples [18]. As the reported polymer proppants apparent density was < 1.6 g/cm3, the idea of combining the high mechanical property of conventional samples with low specific gravity of polymer proppants were conceived. The key point was fabricating a series of pores in the ceramics particles, which could be impregnated into polymer successfully and be adhered to the wall of the pores tightly. In the process of improving hydraulic fracturing capacity, the thin layer polymer may not guarantee the high mechanical property to withstand the high closure stresses effectively, the other stiffness polymer coated on the resin-impregnated ceramic particles was also necessary, resulting in high fracture transitivity and reducing fine generation or scaling considerably [19, 20].
In this study, the low price industrial waste fly ash was used as the main raw materials, silicon carbide was selected as inorganic foaming agent, epoxy resin and phenol-formaldehyde resin were used as the polymer materials for preparing the ceramic particles (proppants) [21, 22]. The specific gravity (apparent density) and mechanical properties (deformation and breakage ratios) influenced by various silicon carbide contents were studied systematically. Moreover, microstructure of the fresh fracture and fracture boundary were investigated for illustrating the effect of high strength ultra-lightweight proppants by double resin-coating process.
Materials preparation
The ultra-lightweight ceramic proppants were prepared by three steps. Firstly, the main raw materials, 88.0-95.5 wt.% fly ash, 4.5 wt.% potash feldspar, and 0-7.5 wt.% silicon carbide powders were mixed homogeneously in a beaker. The fly ash (48.70 wt.% Al2O3) came from China Datong, which was pulverized in a planetary ball mill (QM-3SP4) to the size of d50 = 4.8 μm before the aforementioned mixture process. The mixtures were put into a sugar-film coating machine (BY-1000) for 20-40 mesh prilling spherical bodies with water spraying. The obtained bodies were dried in a dry oven and calcined in a muffle furnace at 1,300 oC for 1.5 h for the ceramic particles. Secondly, the particles were sprayed with silane coupling agent for the surface modification, and then submerged in acetone-diluted epoxy resin (EPR) (35-75 wt.%). After filtering the abundant resin, the particles were dried at 120 oC for 2 h and adhered diethylenetriamine uniformly at 40 oC for 30 min for the resin-impregnated samples. Thirdly, the resin-impregnated particles were soaked in phenol-formaldehyde resin (PFR), then the PFR coated particles were adhered hexamethylenetetramine uniformly and heated at 70 oC for the ultra-lightweight ceramic particles (proppants).
Characterization
The ceramic particles were milled and the crystalline phase of the powders was determined by X-ray diffraction (XRD; X’Pert-Pro, Holland) using (λ = 1.54178 Å) under a 2θ scanning rate of 0.05o/s at room temperature. Scanning electron microscopy (SEM; S4800) was used to investigate the fresh fracture surface and fracture boundary of the ceramic particles. The ceramic particles breakage ratios under the pressure of 52 MPa were analyzed by the Chinese Petroleum and Gas Industry Standard (SY/T 5108-2006) [23]. The apparent density of the ceramic particles was tested by gas pycnometry analyzer (G-DENPYC 2900) with nitrogen.
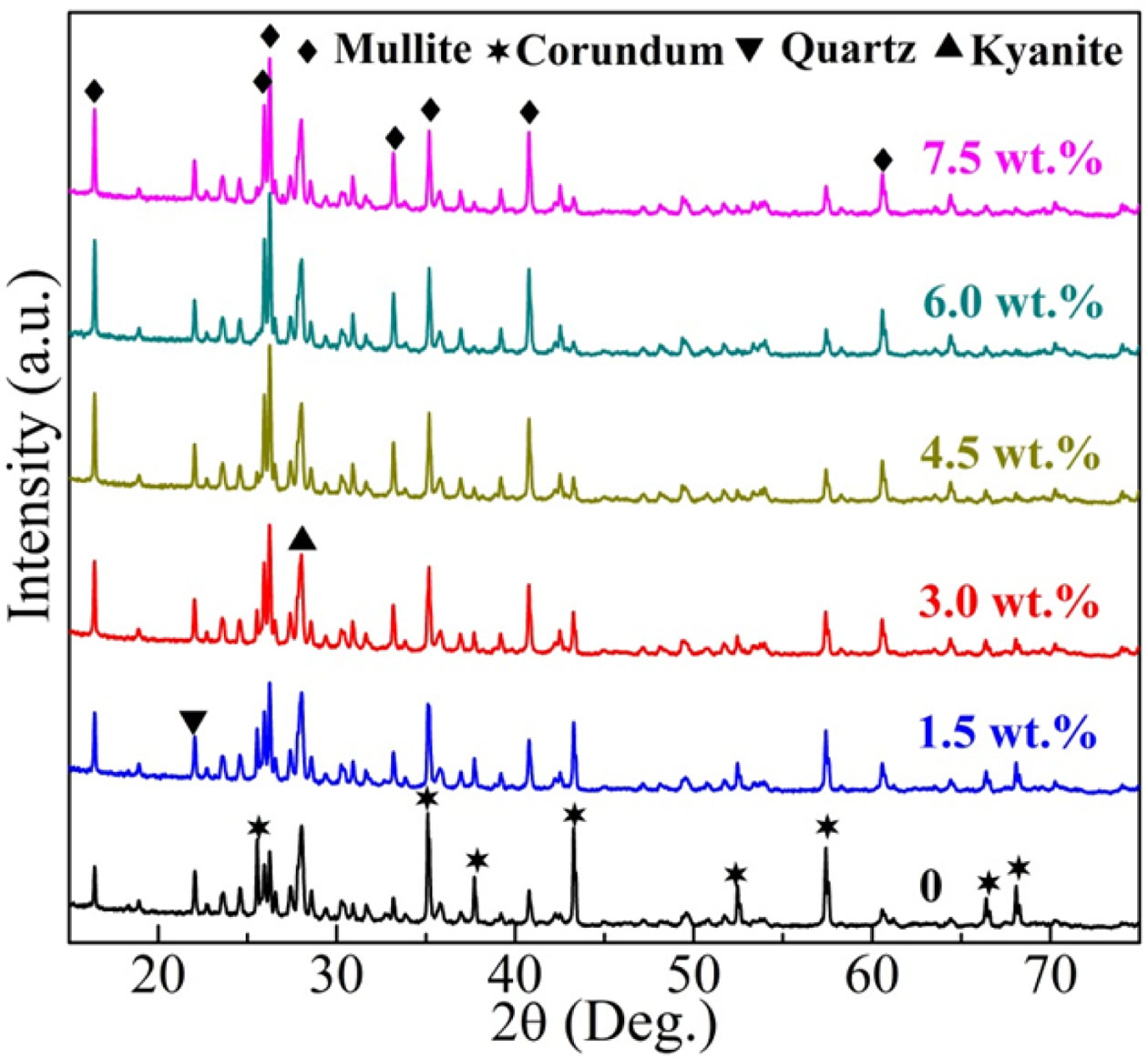
Fig. 1 shows the XRD patterns of the ceramic particles with various silicon carbide contents. It could be observed all the ceramic particles possessed the mullite and corundum phases mainly, quartz and kyanite phases scarcely. The contents of corundum phase decreased, while mullite phase increased with the increment of silicon carbide additions, suggesting the mullite phase in the ceramic particles could be elevated with the increased introduction of silicon carbide. The elevated mullite phase in the structure was associated with the active raw silicon carbide powder could react with the main material of Al2O3 in fly ash effectively under a high temperature in the atmosphere.
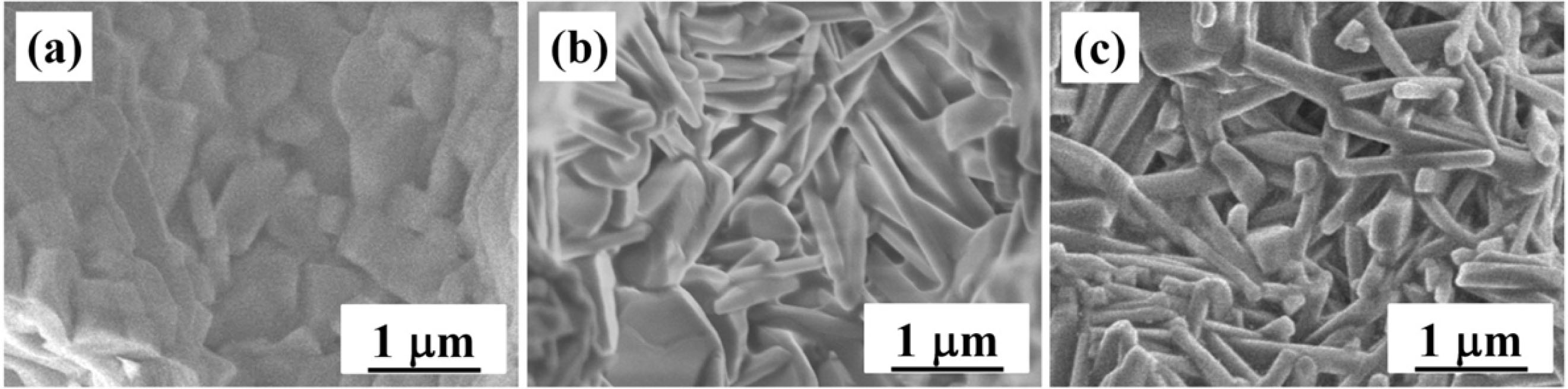
Fig. 2 shows the SEM images of the particles fresh fracture with silicon carbide contents of (a) 0, (b) 3.0, and (c) 6.0 wt.%. It could be detected the particles without silicon carbide addition featured a compact structure, while they possessed some pores in the structure with further increased silicon carbide contents. The granular and angular microstructure transformed to acicular structure gradually with increasing addition of silicon carbide, because the main corundum phase converted to mullite phase in the structure, which was in line with the analysis in Fig. 1 [24]. The change of grain accumulation could lead to the formed pores in the structure, while the other foremost reason for the pores was the let out CO2 gas when the oxidation reaction of silicon carbide at a high temperature [12, 25].
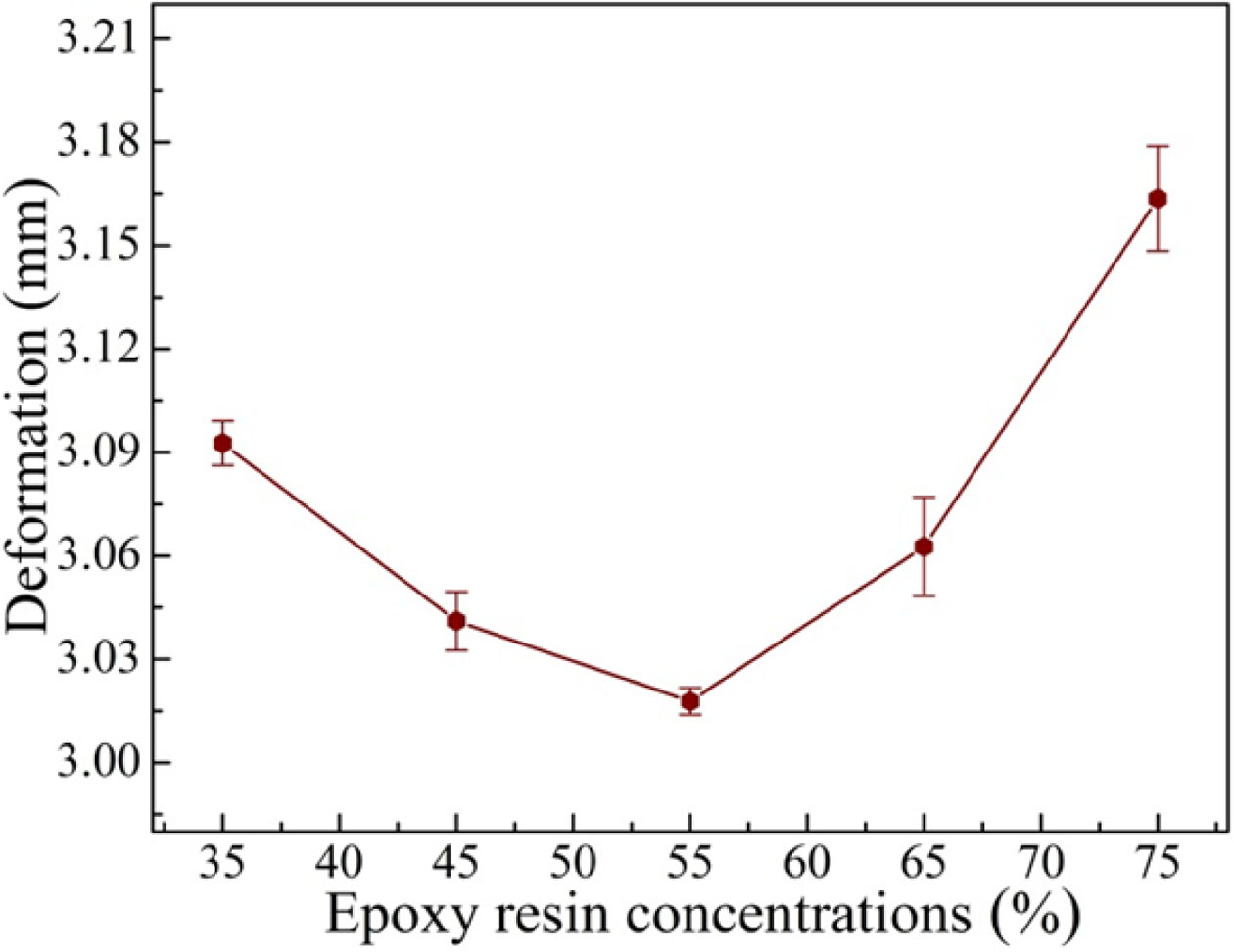
Fig. 3 displays the effects of epoxy resin concen- trations on the resin-impregnated ceramic particles deformation with 3.0 wt.% silicon carbide. It could be observed that the deformation of resin-impregnated samples reduced firstly, and then increased with the increment of silicon carbide. The various trend of deformation under different epoxy resin concentrations indicated the mechanical properties would be deduced with excessive epoxy resin contents, because the higher concentrations of the epoxy resin, the more epoxy resin filled in the pores in the structure and coated inside the porous particles, generally. The minimum deformation value (3.02 mm) was detected when the epoxy resin concentrations was 55 wt.%, implying the the resin-impregnated ceramic particles featured appropriate mechanical properties. The reason for the suitable epoxy resin concentrations were the rational viscosity and coating effect. That is, the poor coating effect with low epoxy resin concentrations and inferior impregnation into the pores with high viscosity were adverse to reduce the deformation. Moreover, the more epoxy resin coated on the ceramic particles, the larger deformation could also generate, which was the other reason for increasing deformation with excessive epoxy resin contents.
Fig. 4 shows the apparent density and breakage ratios of the original and resin-impregnated ceramic particles with various silicon carbide contents. It could be seen the original ceramic particles featured relative higher apparent density and breakage ratios than the resin-impregnated simples. The lower apparent density of the resin-impregnated ceramic particles was associated with the lower specific gravity resin filled in the pores, while the lower breakage ratios was due to the higher elasticity of the resin than the ceramic particles. It could also be found that the apparent density and breakage ratios of all the ceramics particles decreased with increasing silicon carbide contents, which was mainly due to the fact that the oxidation of silicon carbide increased the particle porosity under a high temperature, leading to the decrement of densification and strength of the ceramic particles, those results was in consistence with the analysis in Fig. 2. Moreover, the increased mullite phase contents in the structure could also lead to the deteriorated hardness, accompanying with the higher breakage ratios of the ceramic particles.
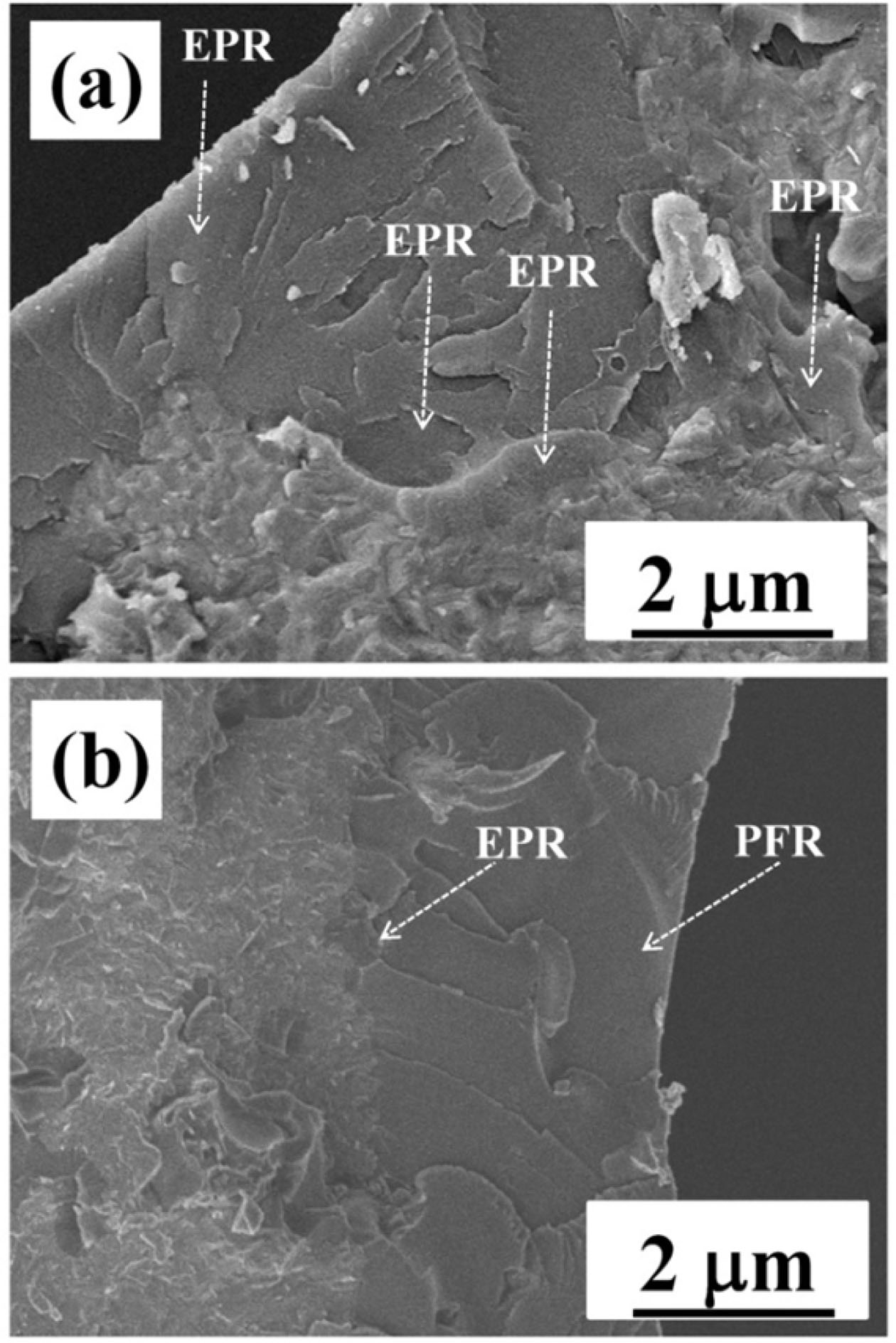
Fig. 5 shows SEM images of the resin-impregnated and double resin-coated ceramic particles fresh fracture boundary with 3.0 wt.% silicon carbide. It could be observed, there still existed some pores in the resin-impregnated ceramic particles, while the double resin-coated ceramic particles were completely filled with the resin. The filled resin in the pores in the structure and completely resin-coated on ceramic particles surface were all responsible for the improvement of their strength. Moreover, the surface was smoother in the double resin-coated ceramic particles than the resin-impregnated samples, which was helpful for its flow transitivity in the increasing oil and gas reservoirs. It could be detected EPR (~1.2 μm) and PFR (~1.6 μm) layers in Fig. 5(b), and the layers linked together closely. The outstanding resin layers in the ceramic particles could protect the ceramic particles from corrosion environment, improving the corrosion resistance in practical applications [19, 26].
The performance of various proppants in the literature was compared with our results, and they are displayed in Table 1. From the the table, the double resin-coated ceramic particles (proppants) prepared with with 3.0 wt.% silicon carbide featured more excellent characteristics than the conventional proppants with bauxite and sand, such as the breakage ratio at 52 MPa (1.69%) and apparent density (1.94 g/cm-3). In order to further investigate the effectiveness of the double resin-coating process, lower active fly ash (Al2O3, 27.67 wt.%) was substituted for the equal-weight raw fly ash material. The obtained proppants possessed the breakage ratio under 52 MPa and apparent density were 2.23 g/cm3 and 1.72%, respectively. The results were little weaker than the aforementioned double resin-coated ceramic particles, while they were still more superior then the literature reports.
|
Fig. 1 XRD patterns of the ceramic particles with various silicon carbide contents |
|
Fig. 2 SEM images of the ceramic particles fresh fracture with silicon carbide contents of (a) 0, (b) 3.0, and (c) 6.0 wt.%. |
|
Fig. 3 Effects of epoxy resin concentrations on the resinimpregnated ceramic particles deformation with 3.0 wt.% silicon carbide. |

|
Fig. 4 Apparent density and breakage ratios of the original and resin-impregnated ceramic particles with various silicon carbide contents. |
|
Fig. 5 SEM images of the (a) resin-impregnated and (b) double resin-coated ceramic particles fresh fracture boundary with 3.0 wt.% silicon carbide. |
|
Table 1 Comparisons of various proppants characteristics in the literature with our work. |

In this work, high strength ultra-lightweight ceramic particles (proppants) were prepared by by double resin-coating process with fly ash successfully. The various silicon carbide contents and epoxy resin concentrations on the phase, apparent density, and breakage ratios were studied systematically. The increment of silicon carbide contents could promote the formation of mullite phase, elevate the pores in the structure, decrease the apparent density, and increase the breakage ratios. The ceramic particles featured best mechanical property (deformation, 3.02 mm) when epoxy resin concentrations was 55 wt.% and silicon carbide was 3.0 wt.%. After EPR impregnating and PFR coating, the double resin-coated ceramic particles possessed low apparent density (1.94 g/cm-3) and high strength (breakage ratio under 52 MPa, 1.69%), which was superior then the literature reports and met the standard of SY/T5108-2006. In addition, the effectiveness of double resin-coating process of ceramic particles was also demonstrated by lower active fly ash (Al2O3, 27.67 wt.%). The results indicate the prepared ceramic particles were promising candidates for the fracturing proppants in future applications.
This work is financially supported by the Youth Talent Support Project of Henan Province of China (2021GGJS097), the Key Youth Scholar Funding Project of Henan Province of China, the University Students Sustentation Fund of XYNU (2020-DXS-094), and the Nanhu Scholars Program for Young Scholars of XYNU. The authors also would like to thank the Analysis & Testing Center of XYNU for their testing help.
- 1. S.C. Deng, H.B. Li, G.W. Ma, H. Huang, and X. Li, Int. J. Rock Mech. Min. 70 (2014) 219-228.
-

- 2. X. Ding, F. Zhang, and G. Zhang, J. Nat. Gas Sci. Eng. 82 (2020) 103519.
-
- 3. L. Li, J. Tan, D.A. Wood, Z. Zhao, D. Becker, Q. Lyu, B. Shu, and H. Chen, Fuel 242 (2019) 195-210.
-
- 4. S. Jiang, P. Chen, M. Yan, B. Liu, H. Liu, and H. Wang, Arab. J. Sci. Eng. 45 (2020) 7821-7834.
-
- 5. X. Ma, X. Yao, and M. Li, J. Ceram. Process. Res. 11[3] (2010) 392-396.
- 6. S. Zhao, Y. Sun, H. Wang, Q. Li, and W. Guo, J. Petrol. Sci. Eng. 176 (2019) 494-501.
-
- 7. S. Man, and R.C.K. Wong, J. Petrol. Sci. Eng. 158 (2017) 268-283.
-
- 8. T.T. Wu, and B.L. Wu, Corros. Sci. 63 (2012) 399-403.
-
- 9. L. Santos, A.D. Taleghani, and G. Li, J. Nat. Gas Sci. Eng. 55 (2018) 182-190.
-
- 10. W. Zheng, D.D. Tannant, X. Cui, C. Xu, and X. Hu, Acta Geotech. 15 (2020) 347-364.
-
- 11. M. Fan, Y. Han, M. Gu, J. M. Clure, N. Ripepi, E. Westman, and C. Chen, J. Nat. Gas Sci. Eng. 78 (2020) 103234.
-
- 12. L. Zhou, Z. Shen, J. Wang, H. Li, and Y. Lu, J. Petrol. Sci. Eng. 177 (2019) 634-649.
-
- 13. B. Legarth, E. Huenges, and G. Zimmermann, Int. J. Rock Mech. Min. 42[7-8] (2005) 1028-1041.
-
- 14. T. Chen, Y.X. Wang, and C.J. Yan, Micro Nano Lett. 9[11] (2014) 775-777.
-
- 15. X. Ning, Y. Feng, and B. Wang, J. Nat. Gas Sci. Eng. 83 (2020) 103515.
-
- 16. M. Gu, E. Dao, and K.K. Mohanty, Fuel 150 (2015) 191-201.
-
- 17. A.R. Rickard, H.D. Brannon, W.D. Wood, and C.J. Stephenson, SPE Prod. Oper. 21[2] (2006) 212-221.
-
- 18. Y.X. Wang, T. Chen, and C.J. Yan, J. Reinf. Plast. Comp. 34[8] (2015) 672-683.
-
- 19. M. Zoveidavianpoor, and A. Gharibi, J. Nat. Gas Sci. Eng. 24 (2015) 197-209.
-
- 20. J. Szymanska, P. Wisniewski, P. Wawulska-Marek, and J. Mizera, Appl. Clay Sci. 166 (2018) 327-338.
-
- 21. J. Hao, H. Ma, X. Feng, Y. Gao, K. Wang, and Y. Tian, Int. J. Appl. Ceram. Tec. 15[2] (2018) 563-568.
-
- 22. Q. Ren, Y. Ren, H. Li, X. Wu, W. Bai, J. Zheng, and O. Hai, Mater. Chem. Phys. 230 (2019) 355-361.
-
- 23. J. Fan, T.P. Bailey, Z. Sun, P. Zhao, C. Uher, F. Yuan, and M. Zhao, J. Petrol. Sci. Eng. 163 (2018) 100-109.
-
- 24. C. Correas, K. Wright, E. Andreoli, Z. Almutairi, B. Sandnes, and A.R. Barron, Colloid. Surface. A 537 (2018) 197-209.
-
- 25. X.Z. Cheng, Y.H. Wang, Y.Q. Liang, J.B. Zang, J. Lu, Y.Q. Yu, and X.P. Xu, Mater. Lett. 134 (2014) 34-37.
-
- 26. J.E. Tasqué, I.N. Vega, S. Marco, P.A. Raffoc, and N.B. D'Accorso, J. Nat. Gas Sci. Eng. 85 (2021) 103717.
-
- 27. J.Z. Zhao, Z.L. Liu, and Y.M. Li, Mater. Lett. 152 (2015) 72-75.
-
- 28. T.T. Wu, B.L. Wu, and S.A. Zhao, Mater. Lett. 92 (2013) 210-212.
-
- 29. P.S. Liu, S. Guo, M.M. Lian, X.H. Li, and Z.J. Zhang, Colloids Surf. A: Physicochem. Eng. Aspects 470 (2015) 114-119.
-
 This Article
This Article
-
2021; 22(5): 538-542
Published on Oct 31, 2021
- 10.36410/jcpr.2021.22.5.538
- Received on Mar 15, 2021
- Revised on May 30, 2021
- Accepted on Jun 3, 2021
Services
- Abstract
introduction
experimental procedures
results and discussion
conclusions
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Yongshang Tian
-
College of Chemistry and Chemical Engineering, Henan Key Laboratory of Utilization of Non-Metallic Mineral in the South of Henan, Xinyang Normal University, Xinyang 464000, China
Tel : +86 0376 6390702 Fax: +86 0376 6390702 - E-mail: tianyongshang423@163.com; tianyongshang@xynu.edu.c
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr