





- The technology and properties of sponge city permeable bricks prepared using refractory waste
Jieguang Songa,b, Xueqing Yangc,*, Ping Chena,*, Rongjin Liua, Deping Luod, Yuxuan Weib, Wenjin Yaob, Jingjing Liuc and Qing Zengd
aGuangxi Key Laboratory of New Energy and Building Energy Saving, Guilin University of Technology, Guilin 541004, China
bSponge City Research Institute of Pingxiang University, Pingxiang 337055, China
cKey Laboratory for Industrial Ceramics of Jiangxi Province, Pingxiang University, Pingxiang 337055, China
dJiangxi Pingxiang Longfa Enterprise Co., Ltd., Pingxiang 337022, ChinaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
With the widespread development of sponge city projects across the country, the use of industrial permeable bricks has increased dramatically. My country produces a large amount of refractory waste and pollutes the environment seriously. Waste refractory insulation bricks are used as the main raw materials, and a small amount of auxiliary raw materials are added to prepare sponge urban permeable bricks through forming and sintering processes. Through performance tests, such as porosity, flexural strength, and water permeability coefficient, the effect of process parameters on the performance of permeable bricks is studied, the process parameters of using refractory waste are comprehensively optimized to prepare sponge urban permeable bricks, and permeable bricks are prepared for the industrialization of high-quality industrial solid waste. Brick provides reference. Through the experimental results and analysis, the following conclusions are drawn: the raw material ratio of refractory brick waste: binder: foaming agent: sintering aid is 80:10:1:9. Slurry water mill foaming occurs when the water to material ratio is 0.5, the ball milling speed is 80 r/min, and the ball milling time is 2 h; the foaming effect and molding performance are better. In the drying stage, drying at 45 oC for 12 h has the best molding effect. The sintering system at 1,300 oC and holding time of 1 h has the best sintering performance. After optimizing the process, the porosity of the permeable bricks can reach 48.4%, the water permeability coefficient is 2.1×10-2 cm/s, the national permeable brick has A-level standard, and the compressive strength is 26.8 MPa
Keywords: Refractory wastes; sponge city; permeable brick; process parameters; permeability coefficient
In recent years, the industrialization has developed rapidly. In the production of high-temperature industrial kilns, such as steel, ceramics, and cement, a large amount of refractory wastes are produced. Moreover, substantial refractory wastes are produced in the production of refractory materials. Waste scraps are failure refractory scraps and refractory scraps produced during the production process. Most of the refractory scraps are dumped, buried, or degraded except for a very small number of refractory scraps returned to the production line for recycling. Such a treatment method not only increases the production cost of the enterprise, but also causes certain environmental pollution [1-3].
With the continuous intensification of urbanization and modernization, most urban ground is covered by water-blocking building materials, such as buildings and concrete, and the proportion of water-blocking ground in the city continues to increase. The continuous reduction in the proportion of permeable ground causes flooding in cities during the rainy seasons of spring and autumn and intensifies the “urban heat island effect” during the summer heat season. In recent years, the concept of “sponge city” has pointed out the urban construction of future residential needs [4-6]. In recent years, the establishment of “sponge cities” has achieved excellent results. In the “sponge cities,” the roads are paved with permeable bricks, and their good water permeability can solve the flood disasters faced by southern cities in the rainy season.
Refractory wastes are used as the main raw materials, and a small amount of auxiliary ingredients are added. Using the slurry method to prepare sponge urban permeable bricks can not only solve the solid waste problem of refractory waste, but also provide a low-cost raw material for the preparation of permeable bricks, thereby greatly improving the economic interests of their parties. This research is not only beneficial to the sustainable development of sponge city permeable bricks, but also in response to my country’s strategic call for energy conservation, emission reduction, and sustainable “green” development. The use and research of refractory waste resources are important for saving resources and protecting the environment [7-9].
With the continuous intensification of urbanization and modernization, most urban surfaces are covered by water-blocking building materials such as buildings and concrete, and the proportion of water-blocking ground in cities is increasing. The continuous reduction of the percentage of permeable ground makes cities often flooded in rainy seasons and intensifies the urban heat island effect in hot seasons. In recent years, the concept of sponge cities has pointed out the direction of urban construction for future residential needs [10-12]. In recent years, the establishment of the sponge city has achieved very good results. In the “sponge city”, the roads are basically paved with permeable bricks, and their good water permeability can solve the floods that the city faces in the rainy season [13-15].
Refractory wastes are used as the main raw materials in this study. Through studying the influence of ball milling parameters, water-to-material ratio, drying system, firing temperature, and heat preservation time on the performance of sponge urban permeable bricks, a comparison is obtained through comprehensive analysis of porosity, mechanical strength, and water permeability. Optimal preparation process parameters provide a reference for future recycling of refractory materials and other solid ceramic waste materials.
The refractory wastes are crushed by a jaw crusher to obtain refractory waste materials mixed with particles and powders of different sizes, and then sieved through an eight-mesh screen to obtain fine granular materials with a particle size of less than 2,360 µm. A 100-mesh screen is used. A small amount of powder was obtained for material composition analysis, and the Bruker S8 TIGER X-ray fluorescence spectrometer was used to analyze the chemical composition. The Bruker D8 Advance X-ray diffraction (XRD) was used to analyze the electrical porcelain waste phase. The AR2140 electronic balance is used to accurately weigh the refractory waste particles sieved by the eight-mesh screen in the ball milling tank of the GMS5-8 tank ball mill. The ball milling parameters are as follows: the dry ball milling process and the corundum ceramic ball are used. The material ratio is 1:1, the ball milling time is 5 h, and the ball milling revolution is 80 r/min. The particle size of the powder is analyzed using the BT-9300H laser particle size analyzer. The median diameter is 11.62 μm. The raw material ratio of refractory brick waste: binder: foaming agent: sintering aid is 80:10:1:9. The size of the grouting mold is Ø50Í30 mm, and different ball milling parameters, water-to-material ratio, drying system, firing temperature, and heat preservation time are used to obtain permeable bricks. Performance testing is conducted on finished products prepared under different conditions, AG-IC300 electronic universal material testing machine is used to test the bending strength of the samples, and Hitachi SU8010 field emission scanning electron microscope is used to observe the microstructure of permeable bricks, according to GB/T25993 -2010 standard value to evaluate the water permeability coefficient grade of permeable bricks.
The influence of ball milling parameters on the foaming effect of slurry
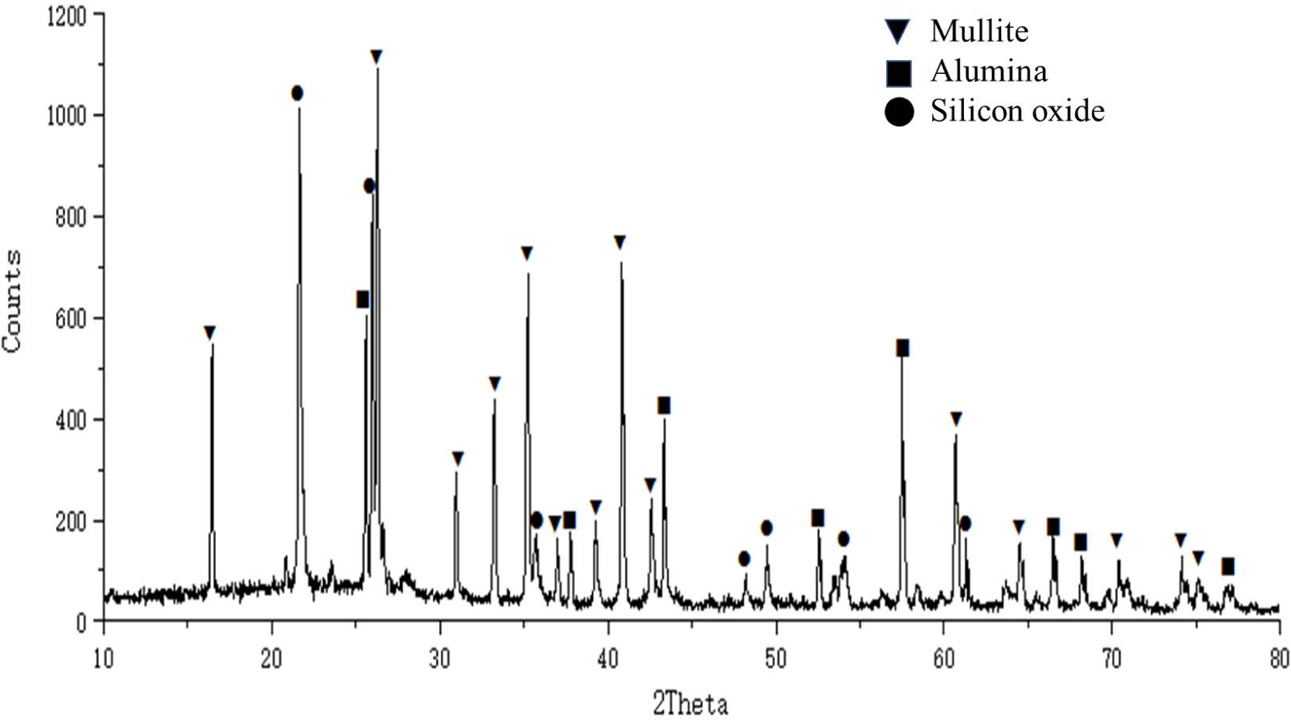
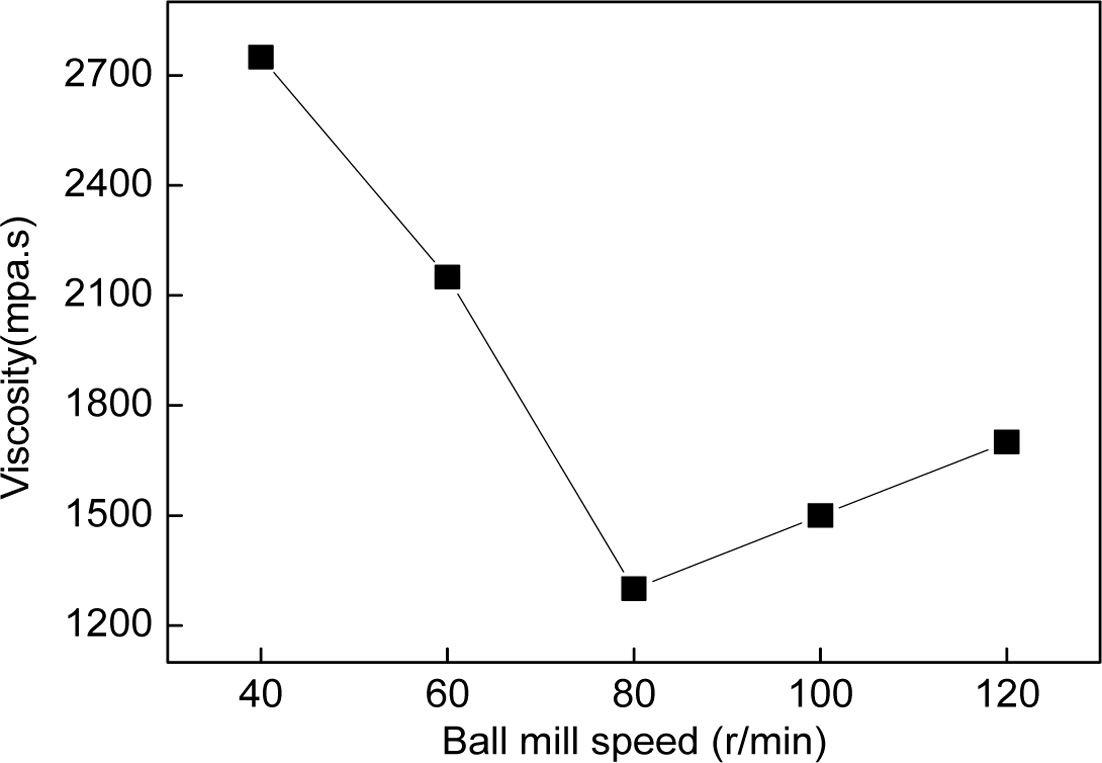
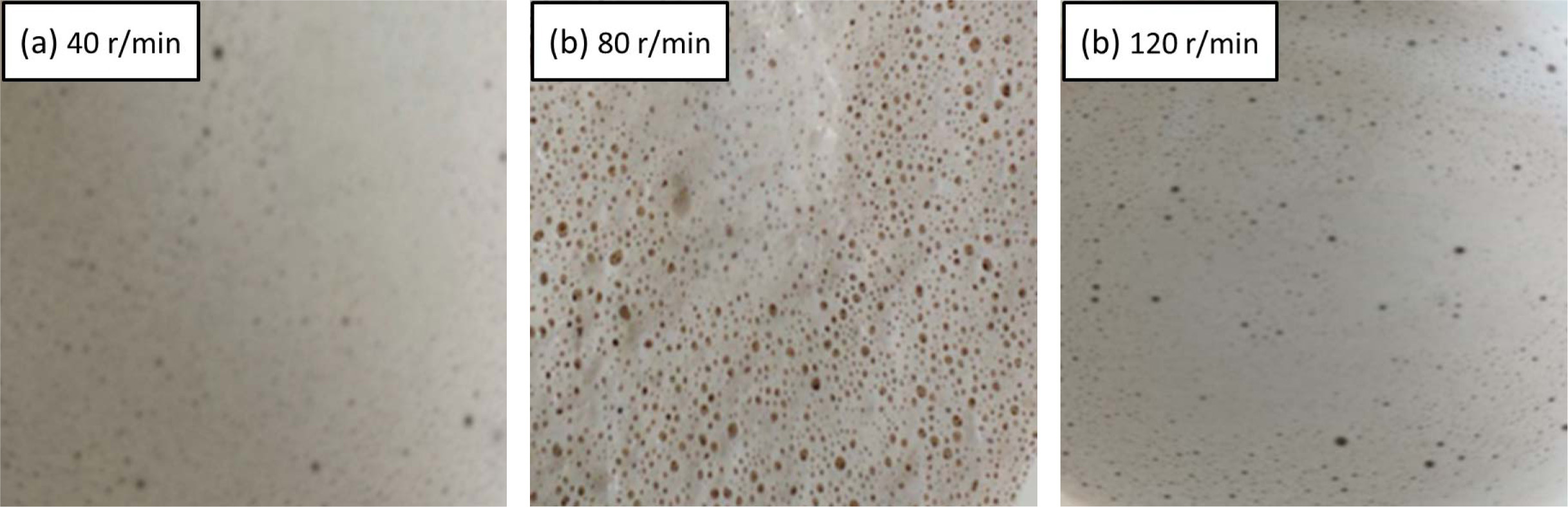
The composition analysis results of refractory raw materials are shown in Table 1. The phase analysis of refractory raw materials is shown in Fig. 1, the refractory waste is mainly composed of alumina, mullite, and quartz. When using the GMS series rolling ball mill, the filling amount of the ball abrasive must not exceed 1/3 of the tank cavity volume, the ball-to-battery ratio is 1:1, and the number of ball milling revolutions is calibrated by the intensity of the ball mill hitting the inner wall of the tank during ball milling. When the impact is severe, the ball milling effect is better [16]. The mixture is transferred into the ball mill tank, the ball mill and water are added, and the viscosity coefficient values measured under different ball mill parameters are shown in Fig. 2. The figure shows that when the ball milling time remains unchanged for 2 h and the ball milling speed increases from 40 r/min to 120 r/min, the viscosity of the obtained slurry initially drops and then rises, and the lowest point is 80 r/min. When the ball mill rotation speed is at least 40 r/min, the ball mill rotation speed is extremely slow. Thus, the energy obtained by the corundum ball is extremely low to break through the slurry, that is, the slurry rolls with the rolling of the ball mill tank. The air affects the slurry to avoid foaming, as manifested by the high viscosity coefficient of the slurry. When the ball milling speed increases to 80 r/min, the corundum ball gains sufficient energy to break through the slurry surface and then smash in the air. The air is brought into the slurry to achieve the best foaming effect. This effect is manifested as the slurry foams more and the viscosity coefficient decreases. When the ball mill revolution continues to increase to 120 r/min, the obtained energy becomes extremely large. Thus, the corundum ball rolls with the inner wall of the ball milling tank [17, 18]. When the ball mill is close to the inner wall, a good foaming effect cannot be achieved. The foaming effect is average and the viscosity coefficient is large. In the photo shown in Fig. 3, the bubbles of the slurry obtained at the speeds of 40 and 120 r/min are significantly lower than those at the speed of 80 r/min, combined with the viscosity change trend. Ball milling has the best foaming effect when the speed is 80 r/min.
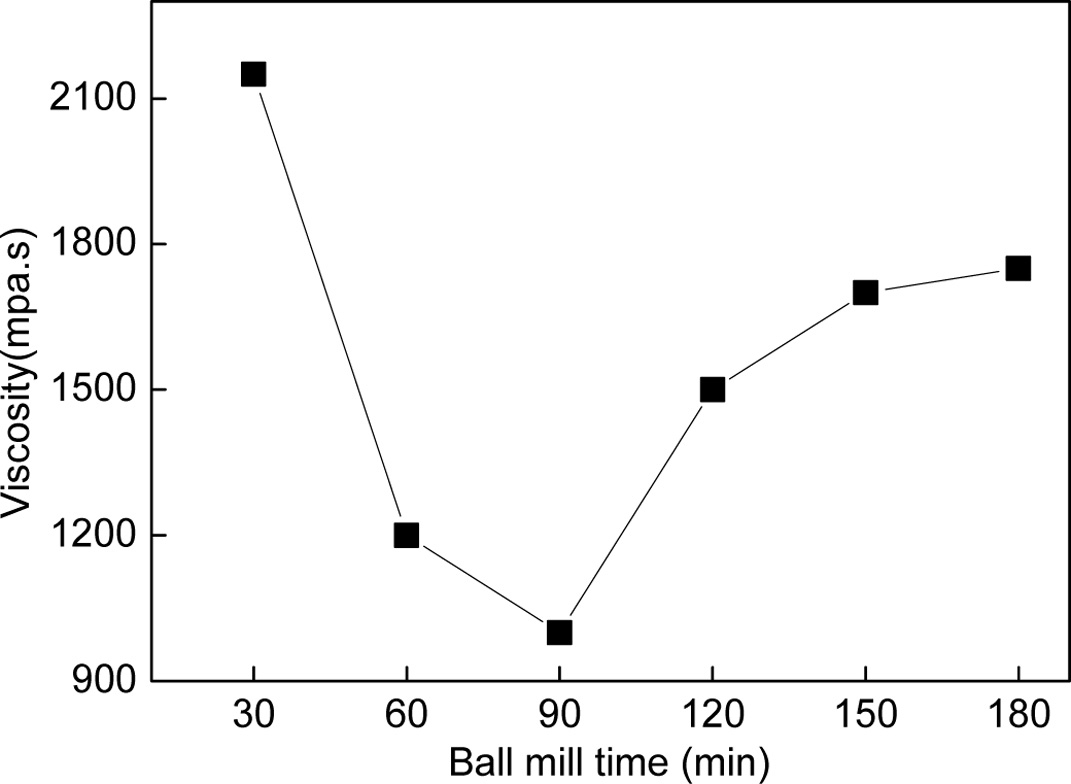
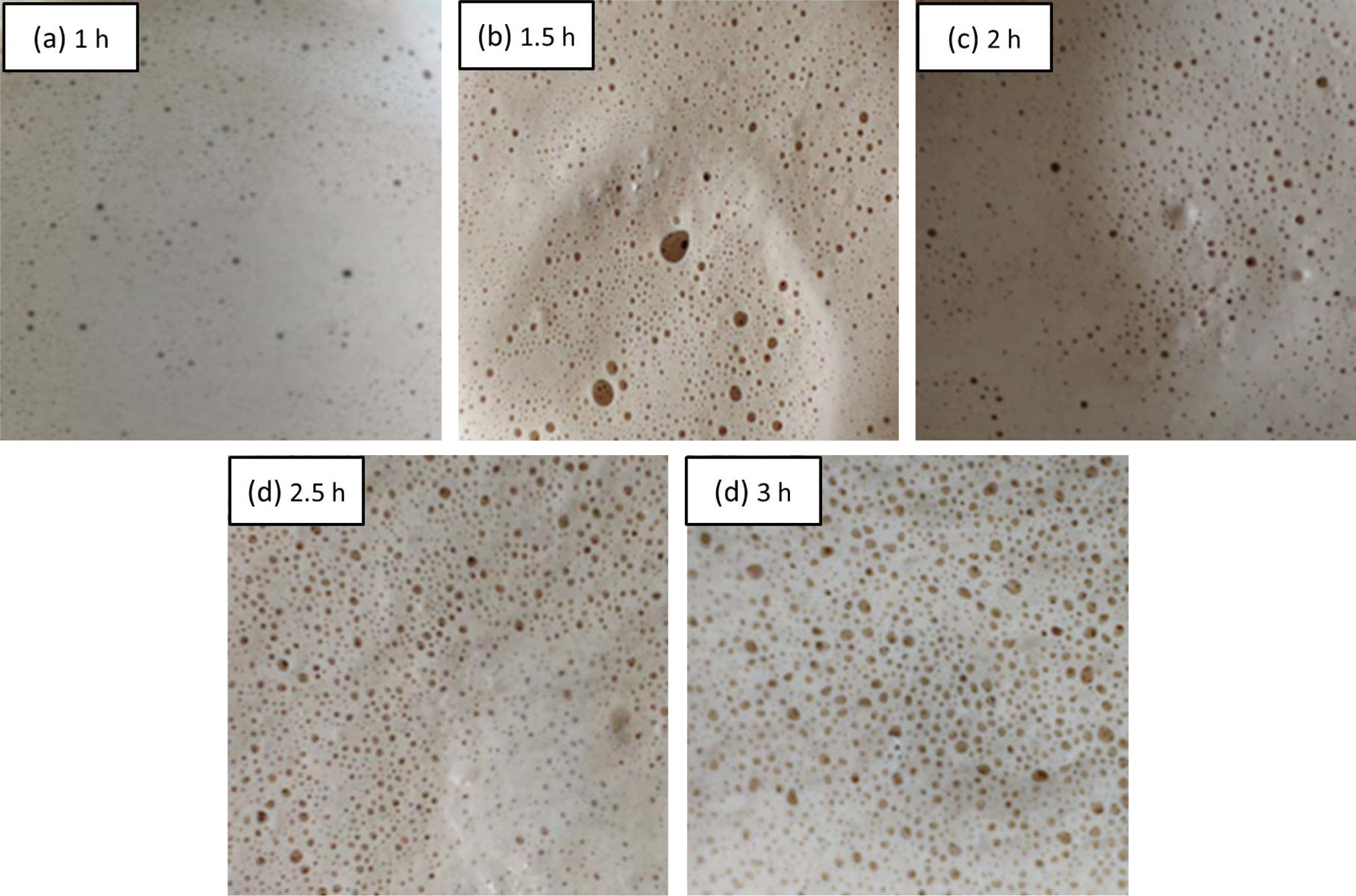
Fig. 4 shows that when the number of revolutions is 80 r/min, as the milling time increases from 0.5 h to 1.5 h, the viscosity coefficient gradually decreases. At this time, the mixed slurry has good slurryability and foaming capacity. When the time continues to increase to 2.5 min, the mixed slurry foams seriously, and many pore walls between the foams and intercell supports are found. Thus, the viscosity coefficient gradually increases. After 2.5 hours, the slurry basically foams and cannot be formed.
Fig. 5 shows that the foaming effect is the most satisfactory when the milling time is 2 h, and the foaming amount is appropriate. It will neither cause serious foaming leading to poor molding effect nor cause low porosity of the final product to affect the water permeability coefficient. In summary, when the filling volume does not exceed one third of the tank volume and the ball-to-battery ratio is 1.2, the best ball milling time is 80 r/min and the ball milling time is 2 h.
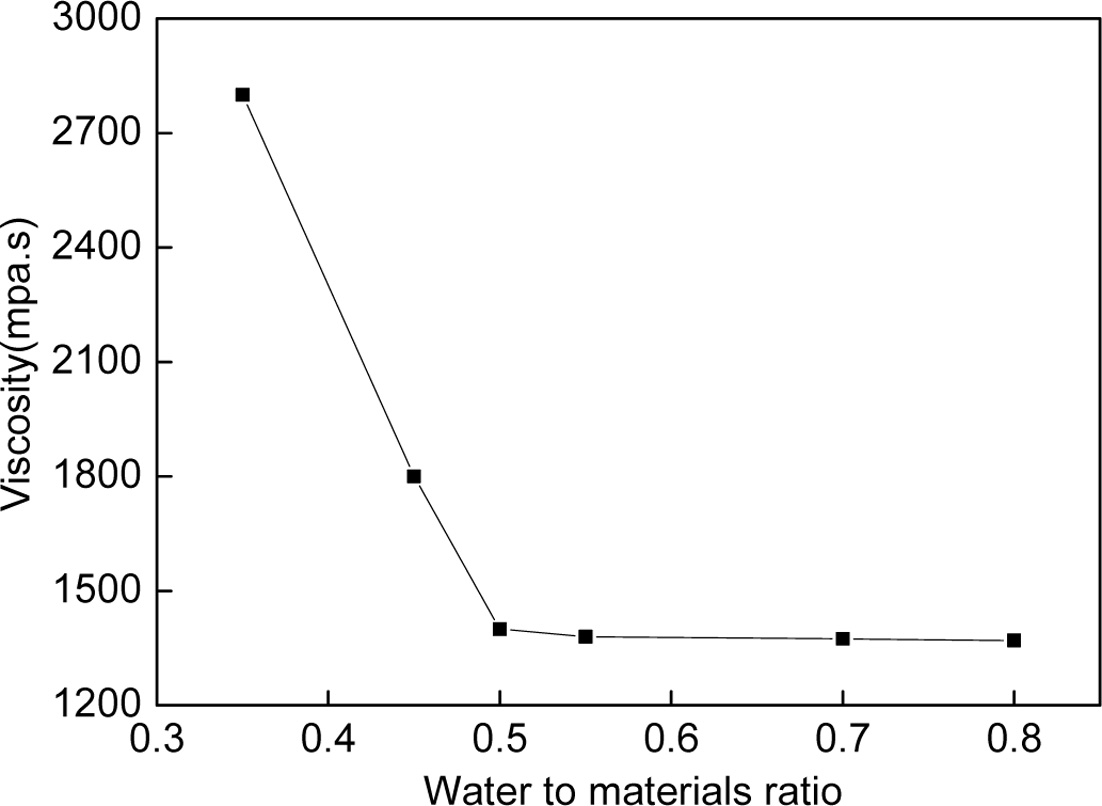
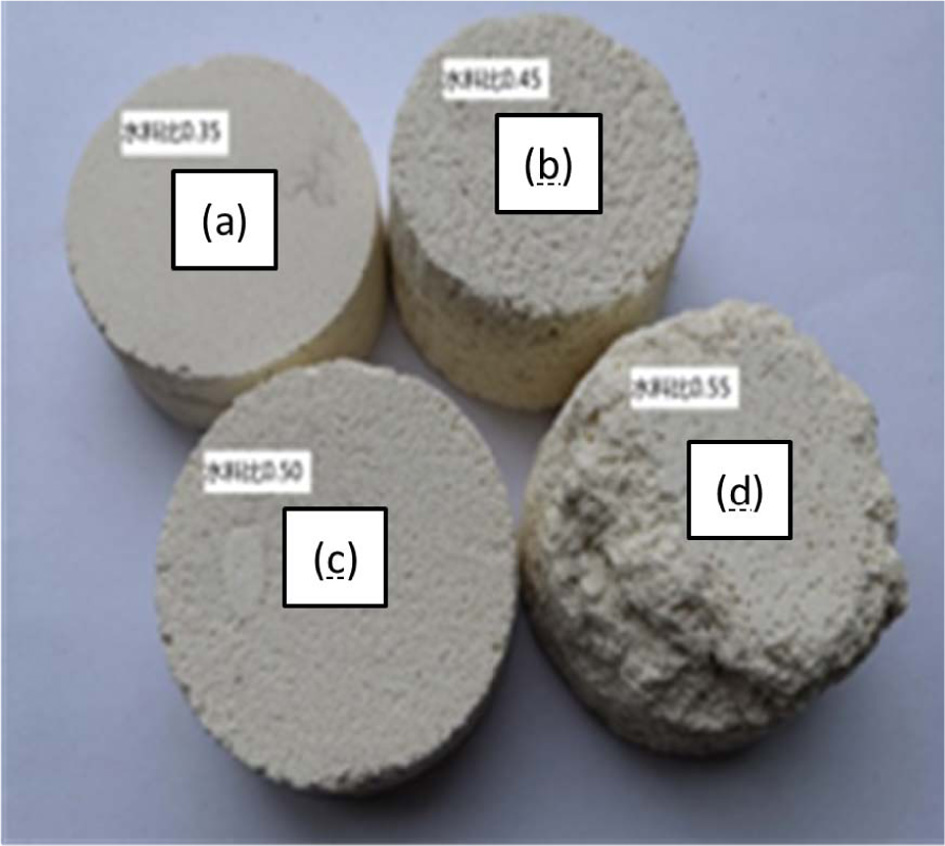
Fig. 6 shows the change trend graph of the viscosity coefficient of the slurry with the water-to-material ratio at a speed of 80 r/min and a milling time of 2 h. As the water-to-material ratio gradually increases, the viscosity coefficient of the slurry continues to decrease, and the slurry-forming performance of the mixed powder increases. When the water-to-material ratio is 0.5, the slurryability is better at this time. When the water-to-material ratio continues to increase to 0.5 and above, the slurry fluidity is extremely large, the foaming is serious, and the grouting performance is poor. When the water-to-material ratio is less than 0.5, the powder does not form a slurry, has poor fluidity, poor foaming effect, less foam, and low porosity after molding. This finding is due to the importance of the water-to-material ratio for foaming and molding in the slurry foaming process. They are all related to the viscosity of the slurry. Bubbles can be generated in the slurry through the impact of corundum balls. Thus, the viscosity of the slurry should be suitable to stabilize the generated bubbles in the slurry to ensure the porosity of the final product and better forming performance of the green body.
The influence of drying system on the formability of permeable brick body
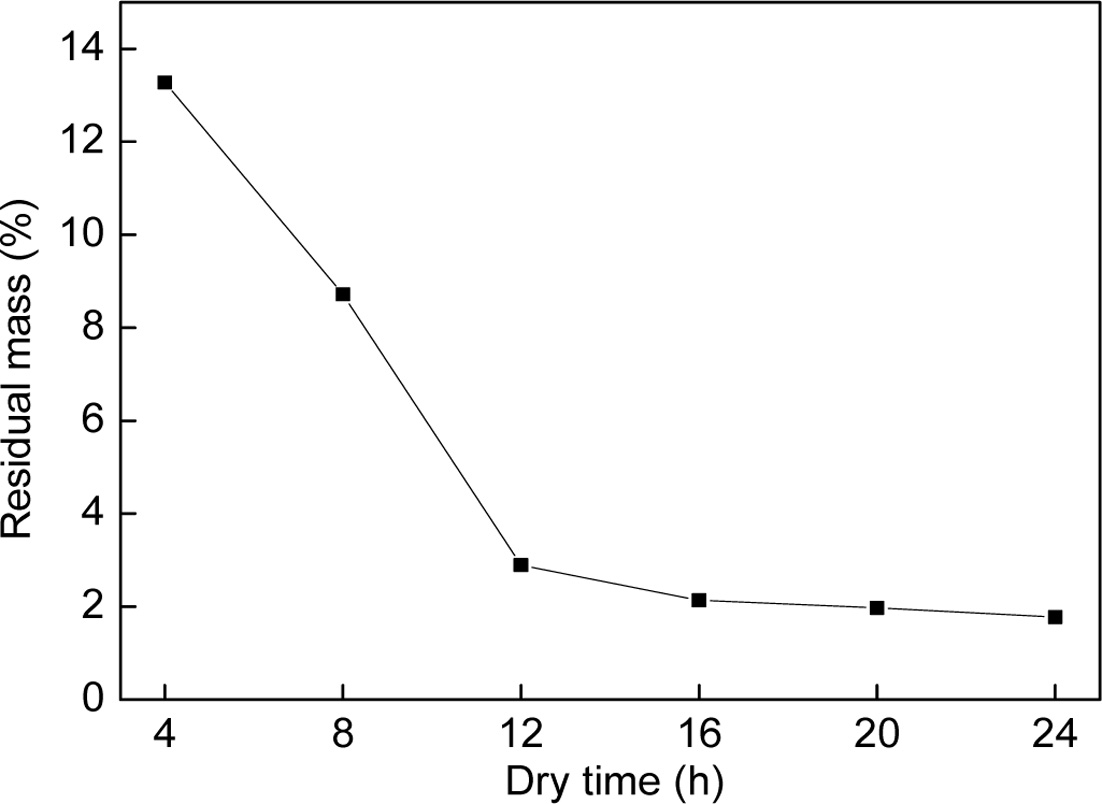
When the mixed powder is water-milled and foamed, the slurry is injected into the mold for drying and molding. The drying temperature and drying time have different effects on the molding of the sample (Fig. 7). Many experiments have shown that the drying temperature is 45 oC-50 oC. When the temperature is higher than 50 oC, the green body is easy to crack due to the rapid dehydration of the sample, resulting in poor molding effect. When the temperature is lower than 45 oC, the green body has extremely long drying time and is difficult to dry completely. Therefore, we use the percentage of the residual mass of the blank in the mold to analyze and characterize the influence of the drying time on the forming of the blank after drying for different time and demolding. The results are shown in Fig. 8. The figure shows that when drying at 45 oC for 4 h to 12 h, the residual mass percentage of the green body rapidly drops from 13.3% at the beginning to approximately 2%. When the drying time is extended to 24 h, the residual mass percentage of the green body exhibit no significant decrease. Therefore, the drying temperature is between 45 oC and 50 oC, and the best demolding is after 12 h of drying. Under the premise of ensuring the excellent forming effect of the blank, no evident crack is found on the surface of the blank at this time, and no excess adhesion is observed on the inner wall of the mold, the molding effect is good.
The effect of sintering temperature on the performance of permeable bricks
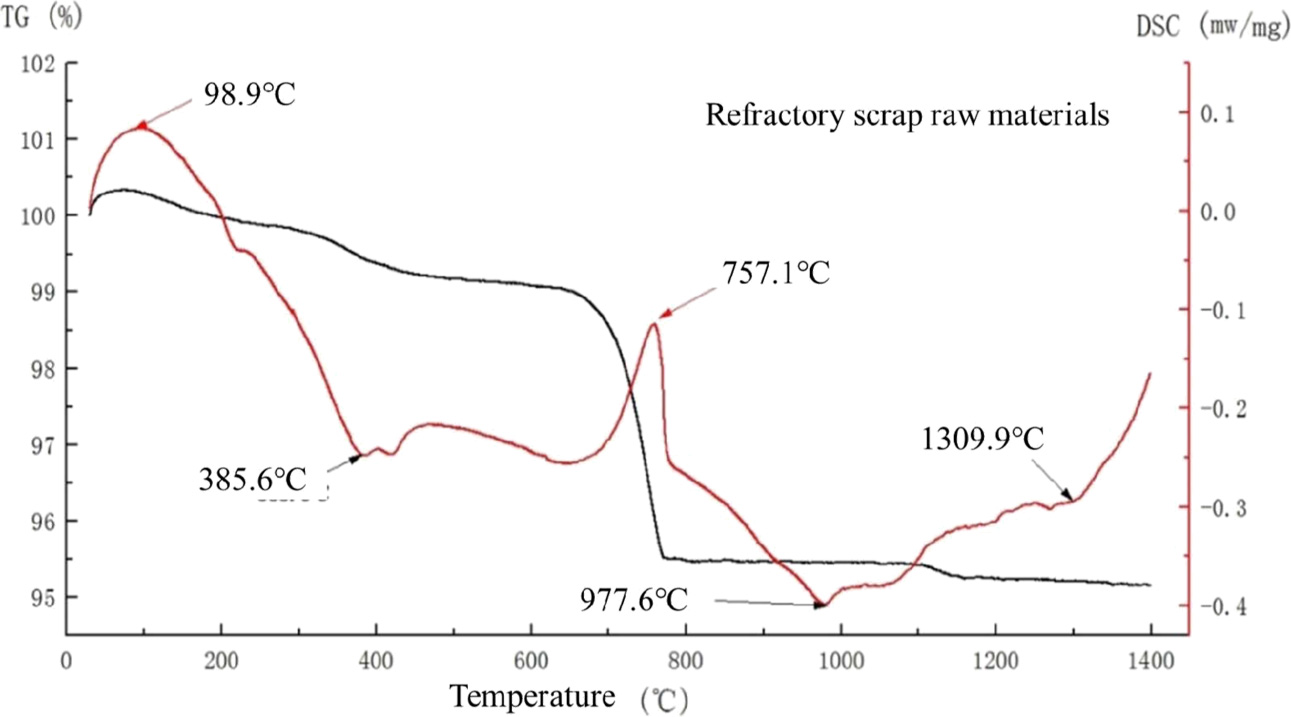
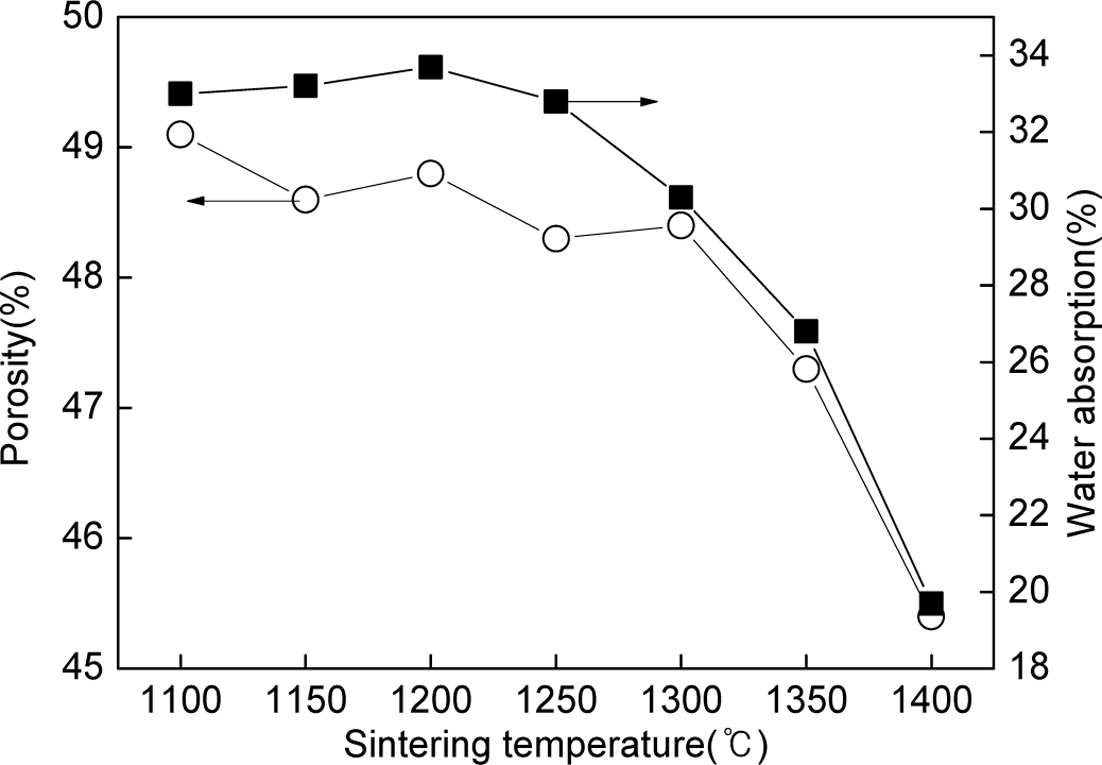
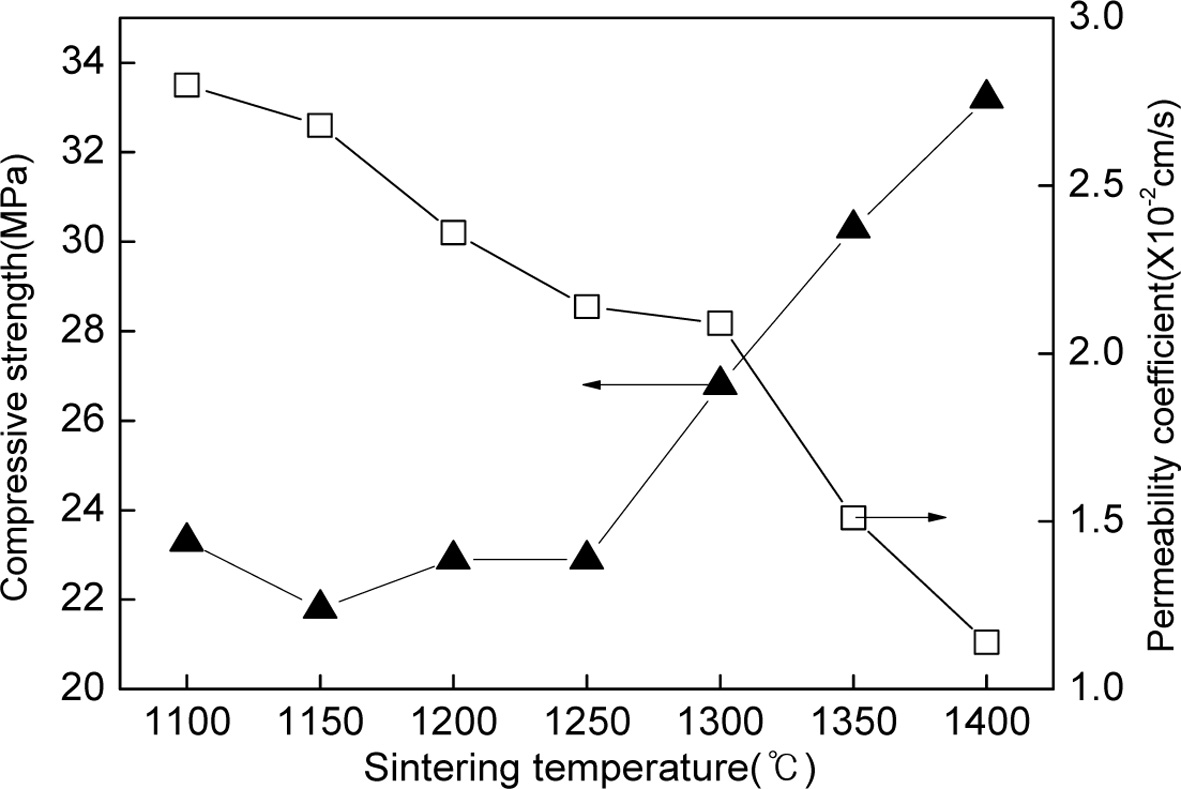
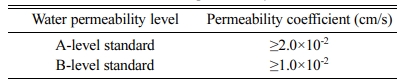
The mixed powder is used as the sample, and STA 449 F3 is used for thermogravimetry differential scanning calorimetry (TG-DSC) analysis (Fig. 9). Fig. 9 shows that the final firing temperature is approximately 1300 °C. Fig. 10 shows the effect of sintering temperature on the porosity of permeable bricks. The porosity of permeable bricks increases initially and then decreases, and the porosity is 48.4% at 1,300 oC. Fig. 11 shows that the water permeability coefficient of permeable bricks remains basically unchanged between 1,100 oC and 1,300 oC, and then decreases rapidly after 1,300 oC. At 1,300 oC, the water permeability coefficient of permeable bricks is 2.1×10-2 cm/s; the water absorption rate changes. The trend is consistent with the permeability coefficient, and the maximum value is 30.3% at 1,300 oC. The national standard GB/T25993-2010 on the water permeability coefficient of permeable bricks is shown in Table 2. Fig. 12 shows that as the sintering temperature increases, the flexural strength and compressive strength of permeable bricks increase slowly at 1,100 oC-1300 oC. After 1,300 oC, the flexural strength and compressive strength of permeable bricks increase rapidly, and the trend is basically the same. However, the porosity and water permeability coefficient decrease rapidly. In summary, when the ratio of water to material is 0.5, the mixture has good slurry forming performance, the porosity of the permeable brick reaches 48.4%, the water permeability reaches the national Class A standard, and the compressive strength is excellent.
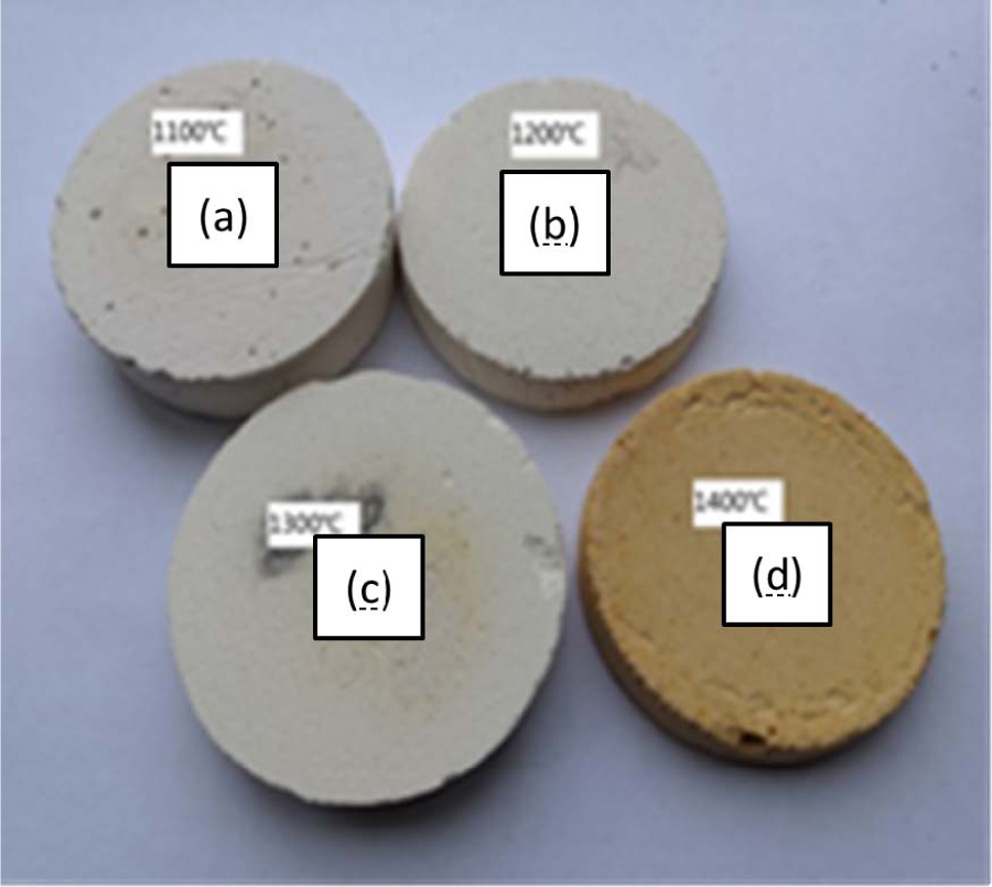
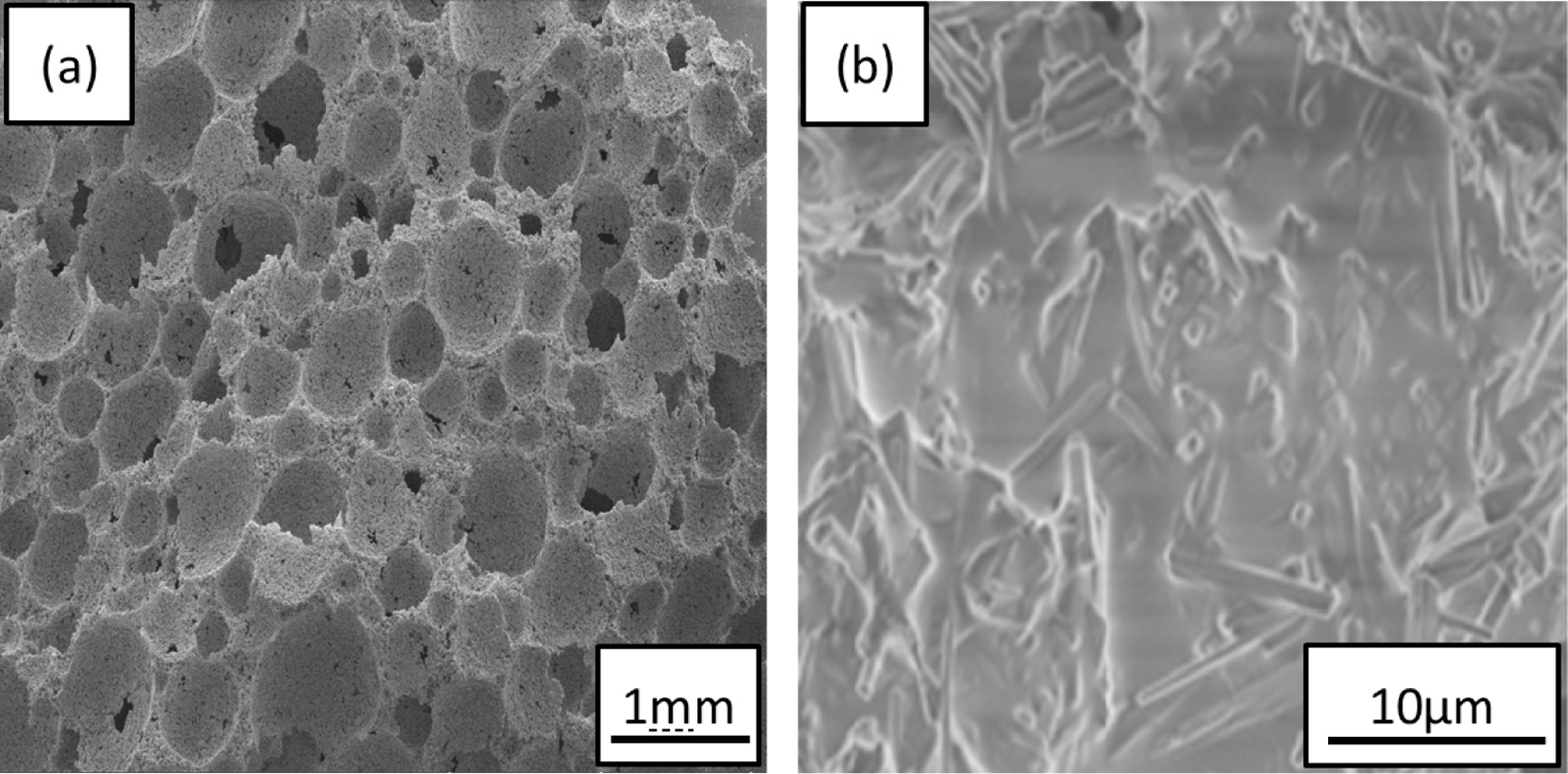
The actual photo in Fig. 12 shows that when the permeable brick is sintered between 1,100 oC and 1,200 oC, the sample is “underfired,” the surface is powdered, and the strength does not satisfy the standard. The surface strength is higher when sintered at 1,300 oC, reaching the national standard. When sintered at more than 1,300 oC, the sample “overfires,” the surface has evident color changes, the volume shrinks seriously, and the porosity is seriously reduced. The scanning electron microscope image of the permeable brick in Fig. 13 shows that the large pores of the permeable brick present a bowl-like structure, many small pores are found in the large pores (Fig. 13a), and the micro- structure of the permeable brick has a typical liquid phase. A large number of mullite phases are preserved after sintering, most of which present needle-like or rod-like crystals (Fig. 13b). These needle-like and columnar mullite crystals intersect each other in the structure to form a strong framework [19, 20] to provide support for the strength of the permeable bricks. Reason analysis: when the temperature is 1,100 oC-1,200 oC, the calcium carbonate in the green body liberates gas, and the porosity increases. When the sintering temperature reaches 1,200 oC, the permeable brick body starts high temperature sintering, and liquid phase is generated and begins to flow. The liquid phase is filled, causing the porosity to begin to decrease. According to comprehensive consideration, to ensure that the performance of permeable bricks can satisfy the requirements, the best sintering temperature is 1,300 oC.
The influence of heat preservation time on the performance of permeable bricks
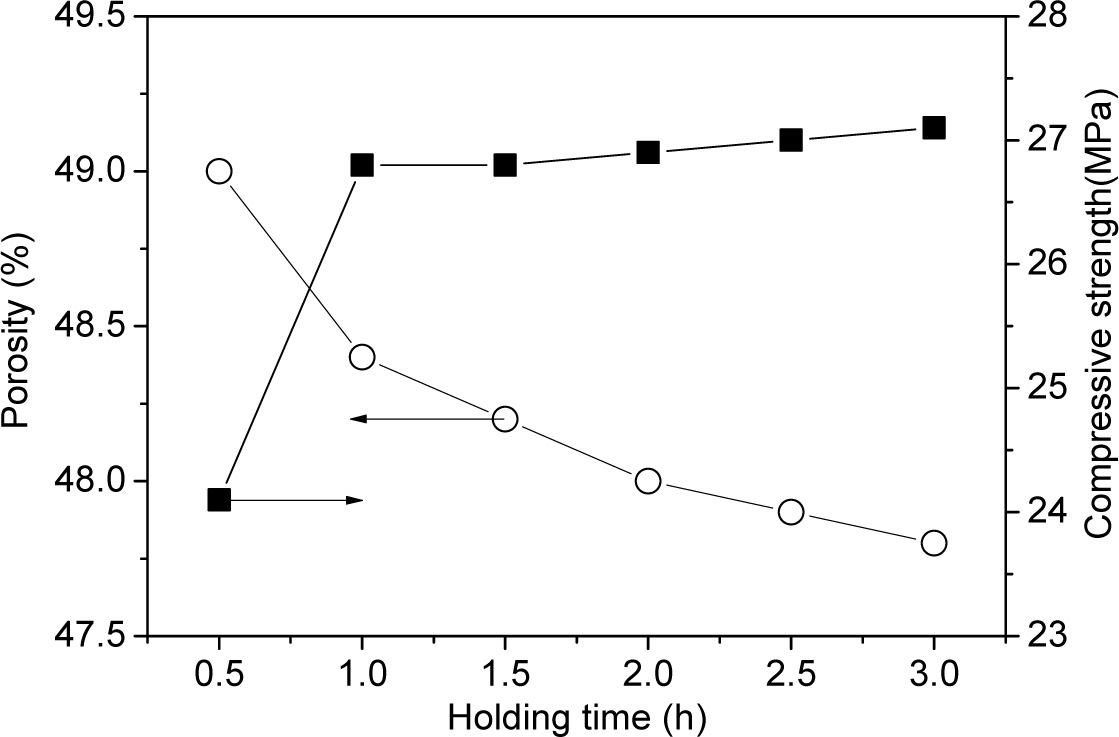
As shown in Fig. 14, when the sintering temperature is 1,300 oC, different holding times affect the porosity of permeable bricks. When sintered at 1,300 oC, the holding time is increased from 0.5 h to 3 h, and the porosity is between 47.5% and 49%. The change difference is small, indicating that the holding time slightly affects the porosity of the permeable brick. The compressive strength of permeable bricks increases with the extension of the holding time, but the increase is more evident before 1 h. This finding indicates that the liquid phase is produced in the green body. However, the amount of liquid phase produced at this temperature is limited. Thus, the highest value of the liquid phase is achieved with shorter holding time. The energy cost of preparing permeable bricks shows an upward trend with the extension of the holding time, but the performance improvement is less. Therefore, the holding time is determined to be 1 h.
|
Fig. 1 XRD analysis of refractory wast |
|
Fig. 2 The influence of ball mill speed on slurry viscosity |
|
Fig. 3 The foaming effect of ball milling slurry for 2 h at different speeds. |
|
Fig. 4 The effect of ball milling time on viscosity. |
|
Fig. 5 The influence of milling time on foaming effect. |
|
Fig. 6 The influence of different water-to-material ratios on viscosity |
|
Fig. 7 Photos of permeable brick bodies with different water-tomaterial ratios: (a) 0.35, (b) 0.45, (c) 0.5 and (d) 0.55 |
|
Fig. 8 The percentage of residual mass of the green body at different drying times. |
|
Fig. 9 TG-DSC analysis chart of ingredients. |
|
Fig. 10 The effect of sintering temperature on the porosity and water absorption of permeable bricks |
|
Fig. 11 The effect of sintering temperature on the compressive strength and water permeability of permeable bricks. |
|
Fig. 12 Photographs of real objects prepared at different sintering temperatures: (a) 1,100 o C, (b) 1,200 o C, (c) 1,300 o C amd (d) 1,400 o C. |
|
Fig. 13 Microstructure of pores and skeleton of permeable brick fired at 1,300 o C. |
|
Fig. 14 The effect of holding time on the porosity and compressive strength of permeable bricks. |

Waste refractory bricks are used as raw materials and the slurry method is used to prepare permeable bricks. The influence of ball milling parameters, water-to-material ratio, drying system, and firing system on the performance of permeable bricks is explored. Through experimental results and analysis, the following conclusions are drawn: the raw material ratio of refractory brick waste material: binder: foaming agent: sintering aid is 80:10:1:9 for slurry water mill foaming. When the ratio of water to material is 0.5, the ball mill revolution is 80 r/min, and the ball milling time is 2 h, the foaming effect and molding performance are better. In the drying stage, drying at 45 oC for 12 h has the best molding effect. The best sintering performance is achieved when the sintering system is 1,300 oC and the holding time is 1 h. After optimizing the process, the porosity of permeable bricks can reach 48.4%, the water permeability coefficient is 2.1×10−2 cm/s, the national permeable brick has A-level standard, and the compressive strength is 26.8 MPa.
The authors are thankful for the financial support provide by the Key Research and Development Plan of Jiangxi Province, China (No.20202BBGL73114), the Teaching Reform Research Fund for Higher Education of Jiangxi Province, China (No.JXJG-18-22-2), The 13th Five-Year Plan for Educational Science in Jiangxi Province, China (No.20YB259), The Science and Technology Support Project of Pingxiang City, China (No.PST2018-013), Open Found of Guangxi Key Laboratory of New Energy and Building Energy Saving, China (No.2019-J-22-7), The Science and Technology Found of Pingxiang University, China (No.2018D0229) and The Science and Technology Found of Education Department of Jiangxi Province, China (No.GJJ191160).
- 1. L. Zeng, H.J. Sun, T.J. Peng, and W.M. Zheng, Waste Manag. 106 (2020) 184-192.
-

- 2. Y. Liu, W. Lian, W.F Su, J.H. Luo, L.M. Wang, Int. J. Appl. Ceram. Tech. 17[1] (2020) 205-210.
-
- 3. A. Shemi, A. Magumise, S. Ndlovu, and N. Sacks, Miner. Engin. 122 (2018) 195-205.
-
- 4. Y.C. Ma, Y. Jiang, and S. Swallow, J. Sci. Total Environ. 729 (2020) 139-148.
- 5. D. Su, Q.H. Zhang, H.H. Ngo, M. Dzakpassu, W.S., Guo, and X.C. Wang, Sci. Total Environ. 685 (2019) 490-496.
-
- 6. Y.F. Chen, D.M. Zhu, and L.Y. Zhou, Habitat Int. 86 (2019) 91-100.
-
- 7. R. Bendikiene, A. Ciuplys, and L. Kavaliauskiene, J. Clean. Prod. 229 (2019) 1225-1232.
-
- 8. M.G. Zhu, H. Wang, L.L. Liu, R. Ji, and X.D Wang, Const. Build. Mater. 148 (2017) 484-491.
-
- 9. Q.H. Zhang, X.L. Xi, Z.R. Nie, L.W. Zhang, and L.W. Ma, Int. J. Ref. Meta. Hard Mater. 79 (2019) 145-153.
-
- 10. L.Y. Leng, X.H. Mao, H.F. Jia, T. Xu, A.S. Chen, D.K. Yin, and G. Fu, Sci. Total Environ. 728 (2020) 1-14.
-
- 11. P. Buragohain, S. Sreedeep, L. Peng, and A. Garg, Measurem. 124 (2018) 522-528.
-
- 12. Y.J. Sun, L. Deng, S.Y. Pan, P.C. Chiang, S.S. Sable, and K.J. Shah, Water-Energy Nexus. 3 (2020) 29-40.
-
- 13. C. Mei, J.H. Liu, H. Wang, Z.Y. Yang, X.Y. Ding, and W. Shao, Sci. Total Environm. 639 (2018) 1394-1407.
-
- 14. H.R. Gavali, A. Bras, P. Faria, and R.V. Ralegaonkar, Const. Build. Mater. 215 (2019) 180-191.
-
- 15. N. Xie, M. Akin, and X.M. Shi, J. Clean. Prod. 210 (2019) 1605-1621.
-
- 16. J.G. Song, R.H. Wang, and S.B. Li, Bull. Chin. Ceram. Soc. 1 (2015) 66-69.
- 17. B. Matej. Adv. Colloid Interf. Sci. 256 (2018) 256-275.
-
- 18. B.F. Ma, B. Tan, W.B. Zhao, X. Liang, F. M. Hu, G. S. Yang, L. L. You, R. L. Wang, H. Y. Liu, J. G. Song, F. Wang, and R. J. Liu, Adv. Mater. Res. 1058 (2014) 44-47.
-
- 19. P.J. Sanchez, D. Elichel, S. Martinez, E. Ganzon, L. Villarego, and J. M. Rincon, Mater. Lett. 7 (2018) 154-158.
-
- 20. Z.W. Xiao, C.M. Li, and Z.K. Sun, Bull. Chin. Ceram. Soc. 39 (2020) 513-519.
 This Article
This Article
-
2021; 22(4): 394-400
Published on Aug 31, 2021
- 10.36410/jcpr.2021.22.4.394
- Received on Oct 8, 2020
- Revised on Mar 21, 2021
- Accepted on Apr 19, 2021
Services
- Abstract
introduction
experiment and materials
results and discussion
conclusion
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Xueqing Yang c, Ping Chen a
-
aGuangxi Key Laboratory of New Energy and Building Energy Saving, Guilin University of Technology, Guilin 541004, China
cKey Laboratory for Industrial Ceramics of Jiangxi Province, Pingxiang University, Pingxiang 337055, China
Tel : +86 799 6682251 Fax: +86 799 6682171 - E-mail: 45102808@qq.com (X.Q. Yang) 215760540@qq.com (P. C
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr