





- Influences of ZrO2 and B4C reinforcement on metallurgical, mechanical, and tribological properties of AA6082 hybrid composite materials
Umar Mohamed J.a,*, Palaniappan PL. K.b, Maran P.b and Pandiyarajan R.c
aResearch Scholar, Department of Mechanical Engineering, Anna University, Chennai 600025, Tamil Nadu, India
bDept. of Mechanical Engineering, Thiagarajar College of Engineering, Madurai 625015, Tamil Nadu, India
cDept. of Mechanical Engineering, K.L.N College of Engineering, Potapalayam 630612, Tamil Nadu, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
In the present work, the metallurgical, mechanical, and tribological behavior of hybrid metal matrix composites of Aluminium alloy (AA6082) reinforced with Zirconium dioxide (ZrO2) and Boron carbide (B4C) particulates has been investigated to maximize the tensile strength and wear resistance. Aluminum Metal Matrix Hybrid Composite (AMMHC) materials are fabricated by reinforcing the AA6082 Aluminium alloy matrix with ZrO2 and B4C, each at different weight percentages using technique of liquid metallurgy (stir casting). The addition of ZrO2 and B4C up to 8% by weight has improved the tensile strength at around 30% (from 149 MPa to 193 MPa) and the hardness at around 27% (from 63 HV to 74 HV) compared to the base matrix AA6082 material. The microstructural, X-Ray Diffraction (XRD), Scanning Electron Microscope (SEM), and Energy Dispersive X-Ray (EDX) analysis are performed on the fabricated AMMHC. All these analyses show the even dispersion of reinforcing particulates with the metal matrix. It also confirms that the mechanical properties like ultimate tensile strength (UTS), micro-hardness and tribological property like resistance to wear have been significantly improved by this reinforcement particulates. The wear rate and coefficient of friction have been found using a pin-on-disc machine. The lowest and highest wear rate obtained for casted AMMHC materials are 1.84 e-7 g/mm and 3.58 e-7 g/mm respectively for the velocity of sliding of 1 m/s, the normal force of 20 N, and at a distance of sliding of 600 m
Keywords: AMMHC, Stir casting, Microstructure, Tensile strength, Hardness, Wear rate
Aluminum-based alloy materials are widely used for lightweight structural engineering applications in the mechanical, aerospace, and automobile industry, because these materials have high performance with good specific strength, high wear resistance and improved thermal behaviors. Nowadays, Aluminum Metal Matrix Composite (AMMC) materials are being developed with reinforcing materials to have excellent mechanical properties, better wear and corrosion resistance, good durability, improved strength to mass ratio, higher ductility, and excellent thermal properties like good thermal conductivity and low thermal coefficient of expansion [1]. The inclusion of hard-ceramic reinforcement particulates like SiC, Si3N4, Al2O3, TiC, TiB2, B4C, C (graphite) are only deciding the characterization of AMMC material's [2].
Ravikumar et al. examined the influence of TiC (2, 4, 6, 8, and 10 wt.%) reinforcement in stir cast AA6082-TiC composite materials on UTS and micro-hardness [3]. The addition of TiC up to 8% improved the UTS and micro-hardness of MMC. These properties decreased when TiC was added beyond 8%. Agnihotri et al. discussed the fabrication ofAA6061/SiC MMCs using the method of stir casting with varying wt.% of SiC (5, 10, and 15%) and found that the addition of SiC particles to the matrix enhances the micro-hardness to 50 HV and UTS to 55.8 MPa and also reduces the wear rate to 0.405977 mm3/m of MMCs [4].
Manikandan et al. manufactured AA6082-alloy based composites through the liquid metallurgy (stir casting) method with several weight proportions (0, 3, 6, and 9%) of ZrB2 [5]. They observed that maximum hardness of 81 HV and maximum UTS of 219 MPa were attained with the reinforcement of ZrB2 particles at 9 wt.%. Priyan et al. focused on the fabrication and analysis of AA6061-B4C metal matrix composites by altering the percentage (3, 6, and 9%) of B4C content by means of stir casting technique to measure the micro-hardness and wear resistance of MMCs [6]. Lower wear rate (0.004 g) was observed for higher percentages of boron carbide at loadings of 4 kg and 2 kg. They also witnessed the maximum micro-hardness (60 HV) for the composite with 9 wt.% of B4C. Gudipudi et al. fabricated AA6061-B4C MMCs using double stir casting method at varied (0, 2, 4, 5, 6, and 8) wt.% B4C. They reported that the improved specific ultimate strength (36.32%), compressive strength (43.92%), vicker’s hardness (53.41%) and brinell hardness (50.89%) were obtained at 4wt.% B4C [7].
Rajesh et al. examined the behavior of MMCs by varying the percentage of B4C particles (5, 10, and 15 wt.%) in the Aluminium alloy 6061 fabricated by stir casting [8]. They reported that the maximum UTS of 158.12 MPa and impact strength of 4J were obtained for the case of 5 wt.% of B4C particles. Suresh et al. examined the impact of SiC nano-particles on the wear rate of AA7075 composites by varying the proportion of SiC by 1, 2, 3, and 4 wt% and concluded that the wear rate of composite decreased on raising the weight percentage of nano-SiC from 1 to 4 wt.% [9].
Kumaran et al. explored the effect of adding B4C particles as a second reinforcing particulates on the tribological behavior of AA6351/SiC MMCs manufac- tured by the method of liquid metallurgy [10]. The stir cast composites were fabricated by reinforcing AA6351 matrix with SiC at fixed 5 wt.% and B4C at three different weight percentages (0, 5, and 10). They reported the lowest wear rate of 21.91 ´ 10-3 mm3/m for the MMC with 5 wt.% of SiC and B4C composition. Sharma et al. developed AA6082 matrix composites reinforced with different wt.% of (0 to 12) of Si3N4 and Graphite (Gr) ceramic particulates using liquid metallurgy process [11]. They found that maximum values of UTS, micro-hardness, and macro-hardness obtained for the hybrid composites were 186 MPa, 84 VHN, and 50.5 BHN respectively.
Pandiyarajan et al. explored the fabrication of AA6061-ZrO2-C hybrid MMCs by reinforcing AA6061 with different weight proportions of ZrO2 and C [12]. They reported that the maximum UTS, maximum micro-hardness, and minimum wear rate obtained were 166.3 MPa, 40.94 HRC, and 6.2 e-9 g/mm respectively. Sharma et al. fabricated hybrid aluminium matrix composites (HAMC) having SiC and graphite as reinforcement particulates. HAMCs were produced with the combined reinforcement composition (5 to 15 wt.%) of SiC and Gr with AA6082 alloy [13]. The maximum Vickers hardness and UTS were 85 VHN and 187 MPa respectively for AA6082/15% (SiC+ Gr). Singh et al. fabricated AA6082-T6 composite by reinforcing with SiC and B4C using the process of liquid metallurgy and reported that maximum micro-hardness and maximum UTS obtained were 113 HV and 385 MPa respectively for the hybrid composite with 15% wt. of (SiC + B4C) [14].
Prasad et al. fabricated the MMCs by reinforcing Aluminium alloy A380 with B4C and ZrO2 particulates (1, 2, and 3 wt.%) by the route of stir casting [15]. They reported that MMC’s with 3 wt.% ceramic particles (B4C+ ZrO2) showed better wear resistance property. Reddy et al. investigated the fabrication of AA6061/B4C-SiC composites using the technique of stir casting [16]. They reported that the AA6061/2% SiC/2% B4C had higher tensile strength (128.24 MPa), flexural strength (214.12 MPa), hardness (45.8 BHN), and impact strength (4.32 J). Pandiyarajan et al. discussed the metallurgical, mechanical (tensile, hardness), and tribological characterizations of two types of MMCs manufactured using the method of stir casting [17]. The first type involved the addition of different wt.% of primary reinforcement of ZrO2 only and the second type involved the inclusion of different wt.% of ZrO2 and C reinforcement particulates. They concluded that the maximum UTS obtained was 169 MPa for MMC (AA6061 with 6% wt. addition of ZrO2) and 175 MPa for MMC (AA6061 with 6 wt.% of ZrO2 and 2 wt.% of C addition).
From the literature, it is evident that AA6061 and AA6082 alloys are broadly employed in aircraft and auto vehicle sectors as a metal matrix for the composite materials owing to its lightweight, excellent strength, and superior wear and corrosion-resistant characteristics. Compared to the effects of single reinforcement parti- culate, double reinforcement particulates have provided superior metallurgical, mechanical, and tribological characteristics to the composite materials. The alloys of Si, Zr, B, and Ti have been successfully used by the researchers as reinforcement particulates to fabricate MMC to improve the UTS, micro-hardness, and wear resistance characteristics of composite materials. However, the use of ZrO2 and B4C as reinforcement particulates have been rarely reported. ZrO2 has excellent fracture toughness, better wear resistance, low thermal conductivity, high resistance to mechanical stress and crack development. It is well adapted for various applications in medical products, electronics equipment, oxygen sensors, fuel cell membranes, and engine valve seats [17-19]. B4C has excellent thermal and chemical stability, low density, high hardness, good neutron absorption capability, and easy net shape workability. It is well adapted for various industrial and nuclear applications like control rods for the reactor, dies for wire drawing and ceramic forming, shielding for neutron absorbing, nozzles, and armor [6, 20-21].
In this present work, Zirconium dioxide (ZrO2) and Boron carbide (B4C) have been used as reinforcement particulates to improve the metallurgical, mechanical and tribological properties of the AA6082 metal matrix and the effects of different composition of matrix and reinforcing elements on these properties are also discussed.
Materials
AA6082 has been selected as the matrix of the newly proposed composite as it is unique of the Aluminium alloys of 6000 series, having the highest strength of the series with excellent resistance to corrosion. It also has an excellent specific strength, superior resistance to wear, and low thermal coefficient of expansion. Table 1 presents the chemical composition of AA6082. The presence of significant amount of manganese in the alloy helps to control the grain structure, which makes this alloy stronger.
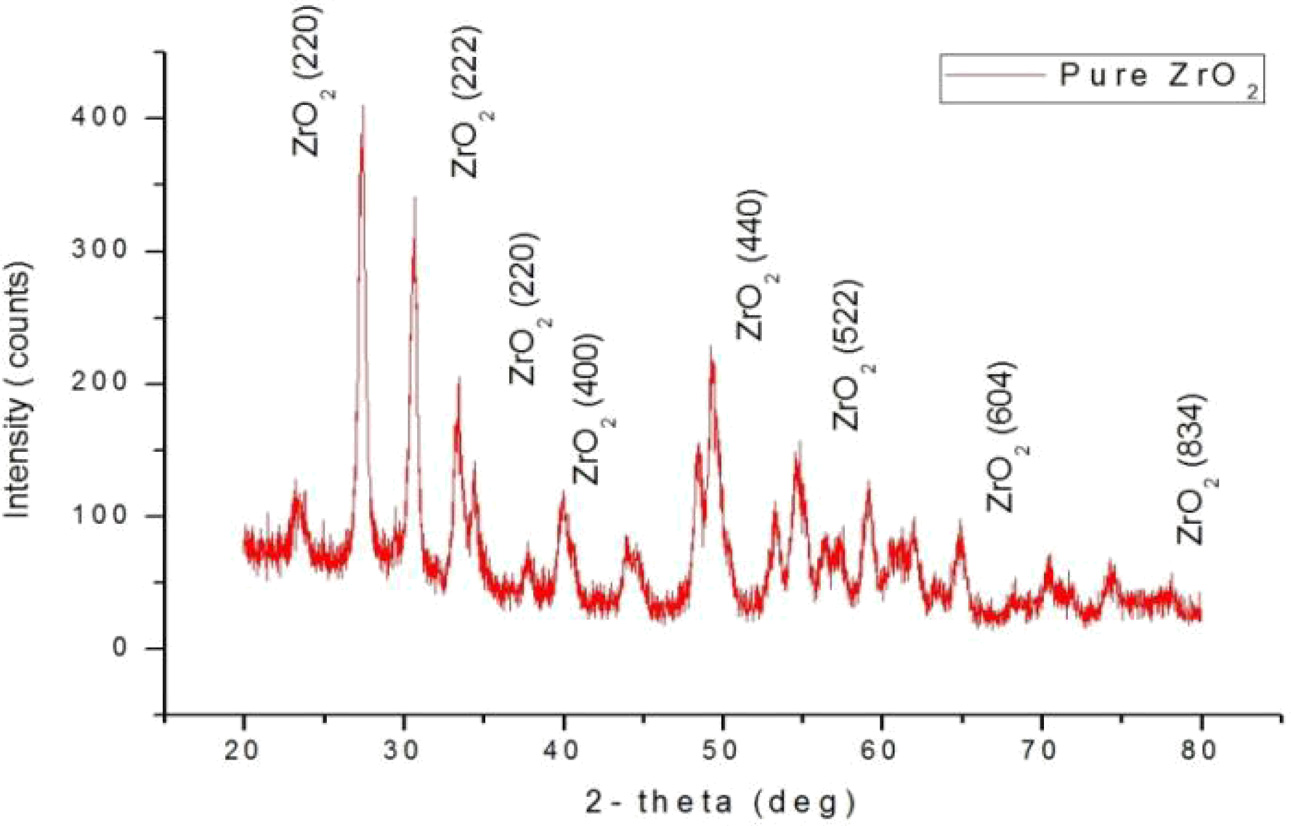
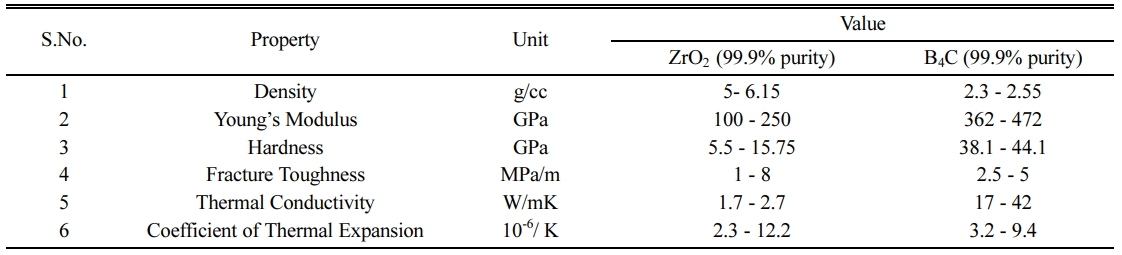
Zirconium dioxide (ZrO2) has been selected as the primary reinforcement particulate. Table 2 presents the properties of the ZrO2 reinforcement particulate of size 11-39 μm. Fig. 1 shows the XRD spectrum of ZrO2 particulates. It shows the omnipresence of ZrO2 and its peak value.
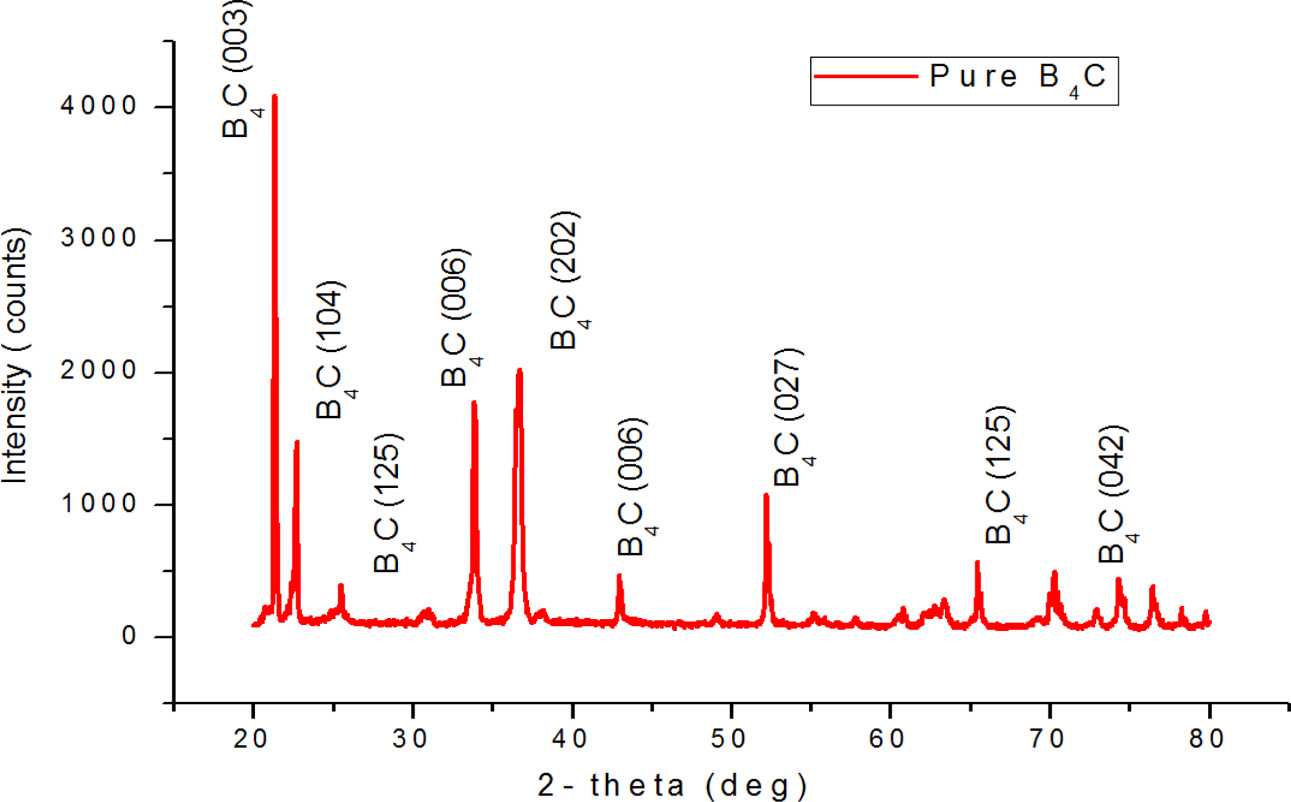
Boron carbide (B4C) has been used as the secondary reinforcement particulate in this research work for improving the resistance to wear of AA6082 MMC. Table 2 presents the properties of B4C reinforcement particulates of size 90 Mesh. Fig. 2 shows the XRD spectrum of B4C particulates. It shows the omnipresence of B4C and its peak value.
Stir casting
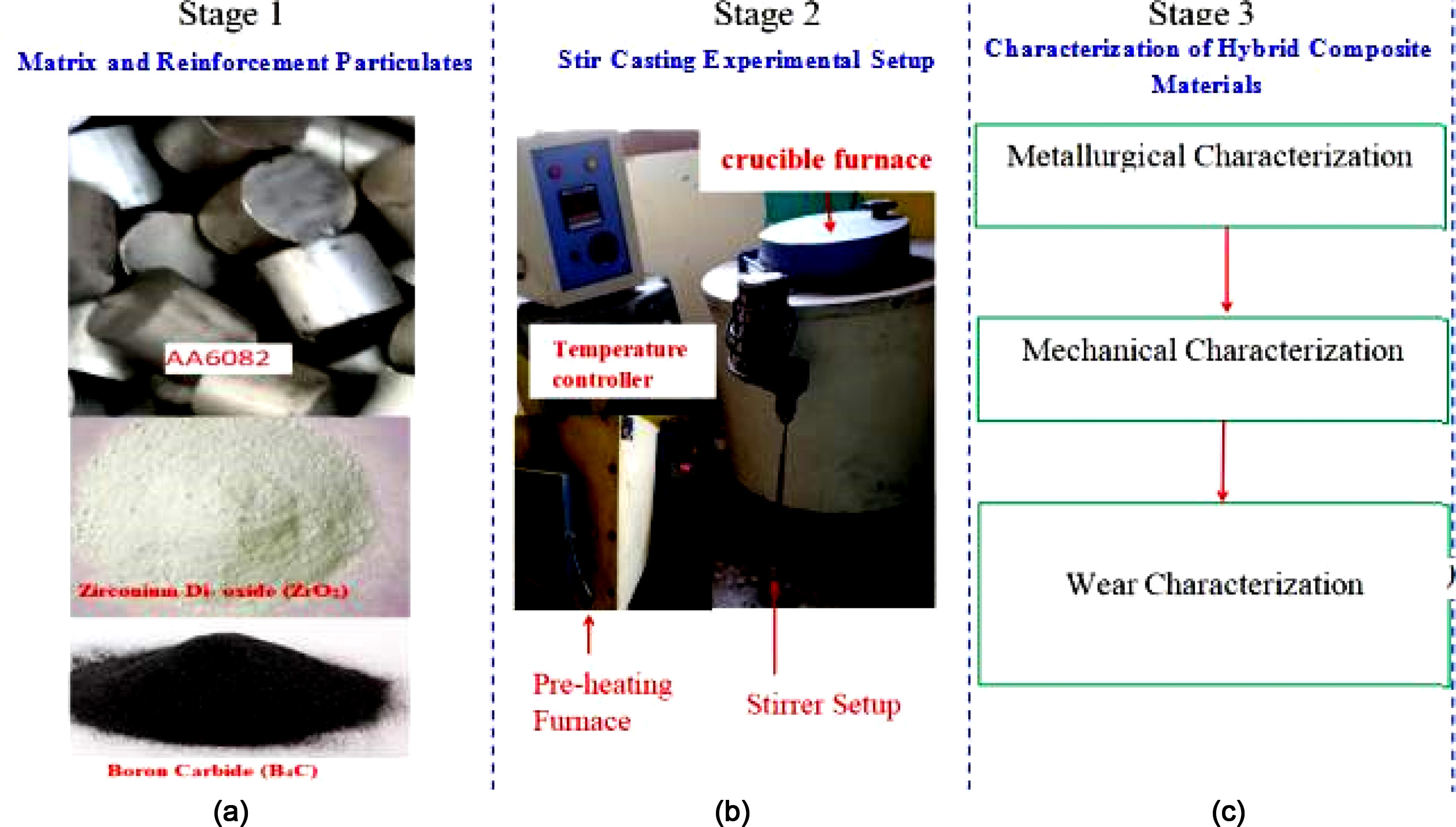
The various stages of the fabrication of newly proposed AMMHC by the stir casting process are represented in Fig. 3. In the current work, AA6082 grade Aluminium alloy is employed as the metal matrix and ZrO2 and B4C are employed as reinforcement particulates. The samples are fabricated with various compositions of ZrO2 and B4C as per the details presented in Table 3. The sliced small pieces of AA6082 aluminum alloy are heated in a crucible of the induction furnace and melted at 850 ºC. The ZrO2 and B4C reinforcement particulates are also preheated using a baking oven at 350 ºC to remove the moisture content in the reinforcement particulates. The pre-heated ZrO2 and B4C particulates with different weight proportions are added to the molten aluminum AA6082 alloy to manufacture a novel AMMHC with high tensile strength and wear resistance properties. The molten matrix of AA6082 along with reinforcement particulates of ZrO2 and B4C is stirred with a mechanical stirrer for 10 to 15 minutes at a speed of 600 rpm. This stirring process provides a uniform and homogeneous spreading of reinforcement particulates in the molten matrix. After stirring, the molten mix is poured into a cast iron rectangle mold of size 100 mm length ´ 100 mm breadth ´ 6 mm depth.
Microstructural analysis
The examination of microstructures of composite material is an essential procedure to reveal the structure of matrix, reinforcement elements and the distribution of reinforcing particulates in the matrix. This will help us to correlate the significant improvement in the mechanical and tribological properties owing to the variation in the microstructures of various AMMHCs of different composition. The microstructures of newly fabricated AMMHC materials for the present work were examined using Optical Microscopy (OM), X-Ray Diffraction (XRD), Scanning Electron Microscope (SEM) and Energy Dispersive X-ray Spectroscopy (EDX). Each fabricated AMMHC specimen is cut into rectangular pieces of 15 mm length x 15 mm breadth x 10 mm thickness as per ASTM standard by using a wire-cut EDM process. The surfaces of the specimen were polished by different emery papers of grit size varying from 150 to 1,200 etc. and etched with Keller's reagent (HCl + HF + HNO3) as per standard procedures to get a metallographic finish. De-Wintor Inverted Trinocular Metallurgical Microscope was used to examine the microstructures for studying the morphological grains characteristics, distribution of reinforcement particulates (ZrO2 and B4C) and interfacial integrity between AA6082 matrix and reinforcement particulates. Scanning Electron Microscope (SEM) analysis is also performed on the AMMHC specimens using FEI SEM-Apreo Model to determine the microstructure of matrix and the distribution and agglomeration of ZrO2 and B4C reinforcement particulates in the grains and boundaries. EDX analysis is performed to find out the various reinforcing elements present in the AMMHCs.
Mechanical characterization (Micro-hardness and Ultimate tensile strength)
The specimens used in micro-hardness and ultimate tensile strength tests have been carved from the hybrid composite samples using wire-cut EDM process. Hardness test specimens are prepared as per the American Society for Testing and Materials standards (ASTM) E10-08. The rectangular specimen is prepared with the dimension of 15 mm length x 15 mm breadth x 10 mm thickness for micro-hardness testing. A Micro Vickers Hardness Tester (Make: Wilson Wolpert, Germany) is used with a load of 500 g. The highly polished, pointed, square-based pyramidal diamond indenter is loaded for 10 seconds at four various regions on all prepared specimens. The average of four readings is taken as the final value of the micro-hardness of the composites.
The tensile test specimens are tested according to the ASTM standard D 638-03. The experiments are executed on a Computerized Universal Testing Machine (Make: Associated Scientific Engg. Works, Model: F-100 and Capacity: Max 5 Ton). The specimen is clamped firmly into grippers of the universal testing machine and pulling force is applied using a hydraulic system to stretch the specimen till it breaks. An extensometer is used to measure the localized strain variations in the specimen. The relation between engineering stress and strain is calculated for each specimen.
Wear rate measurement
Wear is the slow, gradual or progressive removal or deformation of material from the solid surface, which is having sliding or rolling contact against a counter surface. Sliding wear refers to the types of contact between two surfaces in relative motion. Tests for dry sliding wear are performed utilizing a pin-on-disc machine as per the ASTM standard G0099. The pin of diameter 8 mm and length 32 mm is carved out from the casted hybrid composite. The rotating disc of diameter 55 mm is made of EN 31 of hardness 60 HRC is used on the pin on disc test. The frictional forces are measured by conducting the wear test on the pin at the condition of the velocity of sliding of 1.0 m/s, the normal force of 20 N, and at a distance of sliding of 600 m. The frictional force and applied normal force are used for calculation of the frictional coefficient for each AMMHC. Wear rate loss (g/mm) is calculated by subtracting the initial mass of the test sample with the final mass of the test specimen.
|
Fig. 1 XRD analysis of ZrO2 reinforcement particulates. |
|
Fig. 2 XRD analysis of B4C reinforcement particulates. |
|
Fig. 3 Fabrication of novel AMMHCs: (a) Stage 1: Materials, (b) Stage 2: Stir Casting, (c) Characterization of AMMHC. |


Micro structural analysis
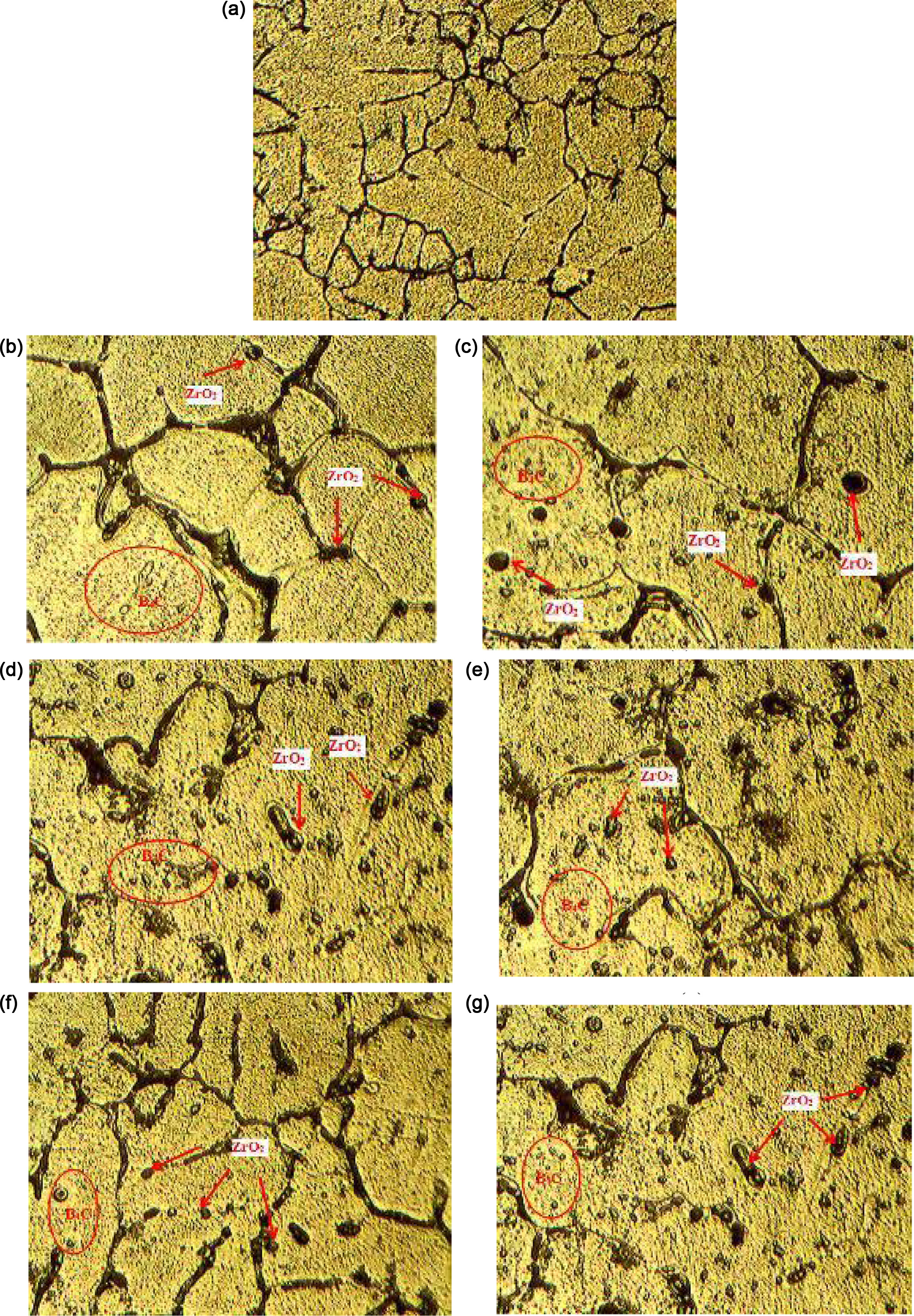
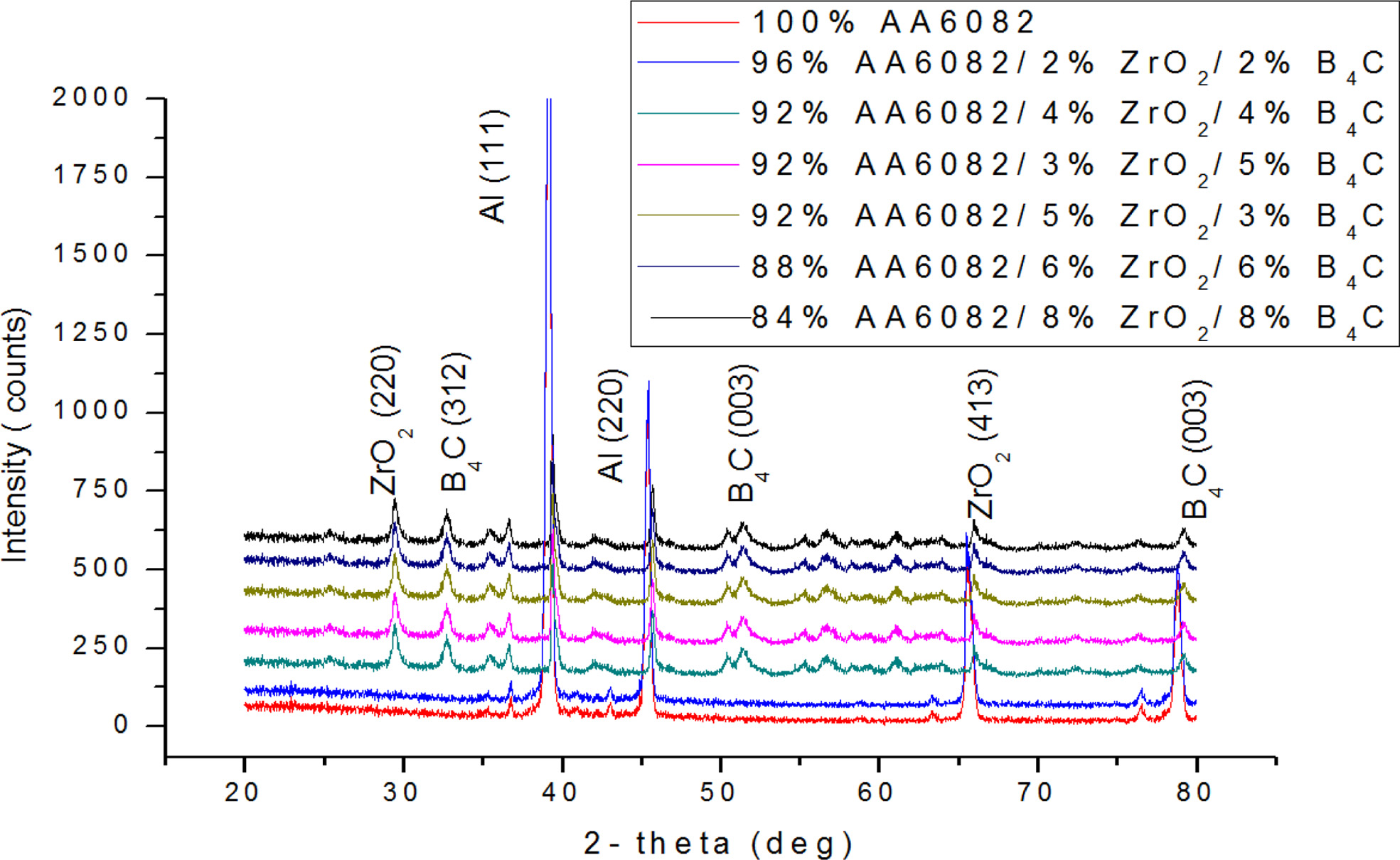
Fig. 4(a) presents the microstructural image of the AA6082 alloy. The dendritic growth is seen in the clear boundaries of AA6082 grains. Fig. 4(b-g) shows the microstructures of different types of AMMHC listed in Table 3. The perfect and strident interfaces between reinforcement particulates (ZrO2 and B4C) and AA6082 matrix material are seen because of their better interfacial bonding to the metal matrix. It also shows clearly the existence of ZrO2 and B4C as a large dark phase and small dark phase respectively, while the metal phase as yellow. It is observed that more concentration of ZrO2 and B4C in the AMMHCs with higher percentages of reinforcing particulates. The spreading of these particulates start uniformly from the grain boundaries at their lower percentages. At high percentages, the particulates are distributed at the grain boundaries and the interior of the grains. This uniform distribution of this reinforcement particulates may attribute to the enhancement of the micro-hardness, UTS, and resistance to wear of hybrid (AA6082/ZrO2/B4C) composite materials. Moreover, Fig. 5 shows the XRD analysis of stir cast AA6082 and AA6082/ZrO2/B4C Hybrid Com- posites for samples 2 to 7. The results obtained from XRD data reveal that the strong peaks represent Al2O3 (aluminum), the medium peaks represent ZrO2 particles and smaller peaks represent B4C particles in the hybrid composites. The microstructure analysis and XRD analysis confirm that the presence of ZrO2 and B4C particulates along with Al2O3 in the fabricated AMMHCs. It is clearly seen from the XRD analysis that existence of B4C and ZrO2 with aluminium it forms Al2O3, Al3BC and Al3Zr as interfacial reactions [22]. This acts as strengthening mechanism, which improves the mechanical characteristics of AMMHCs as mentioned in the literature [23].
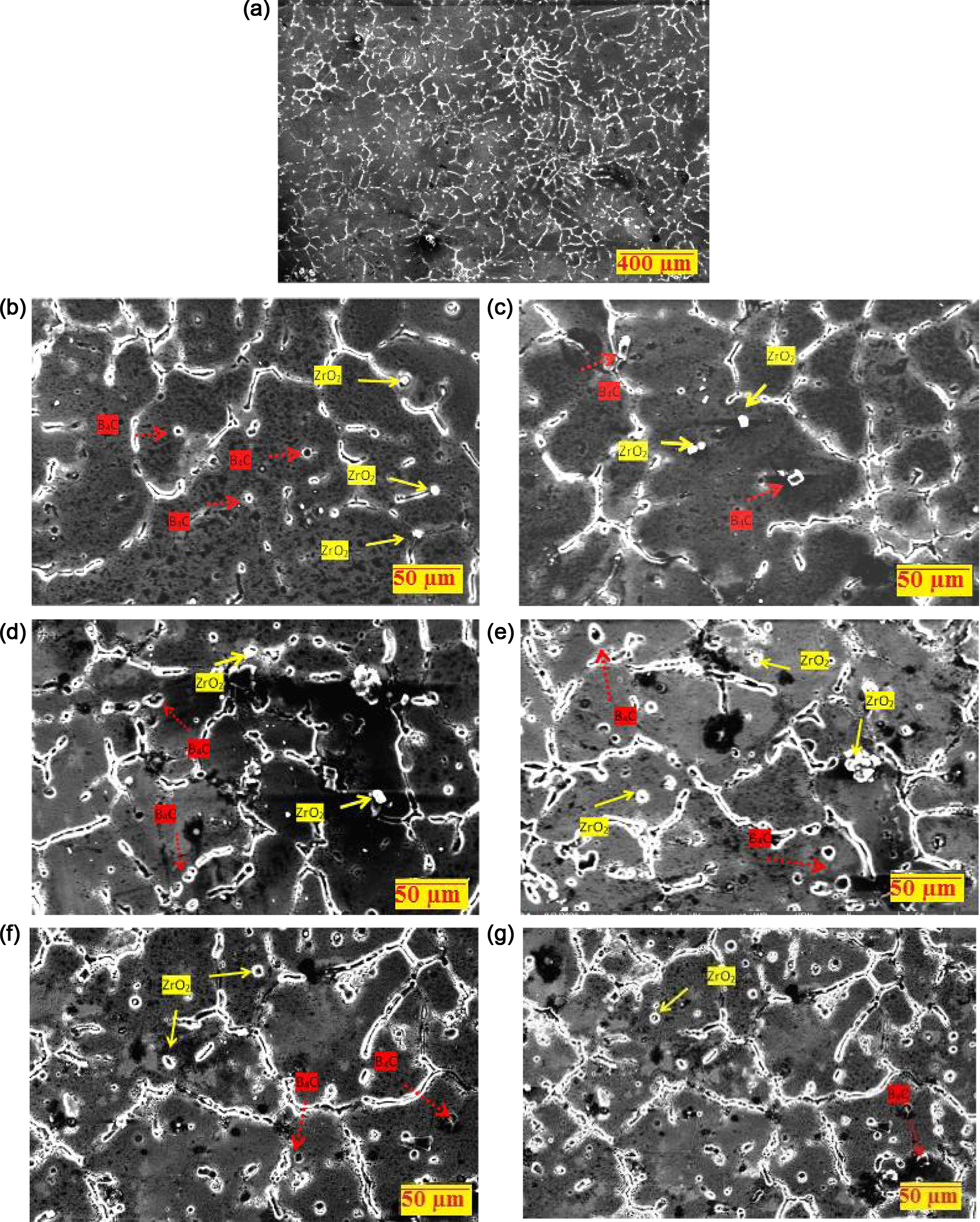
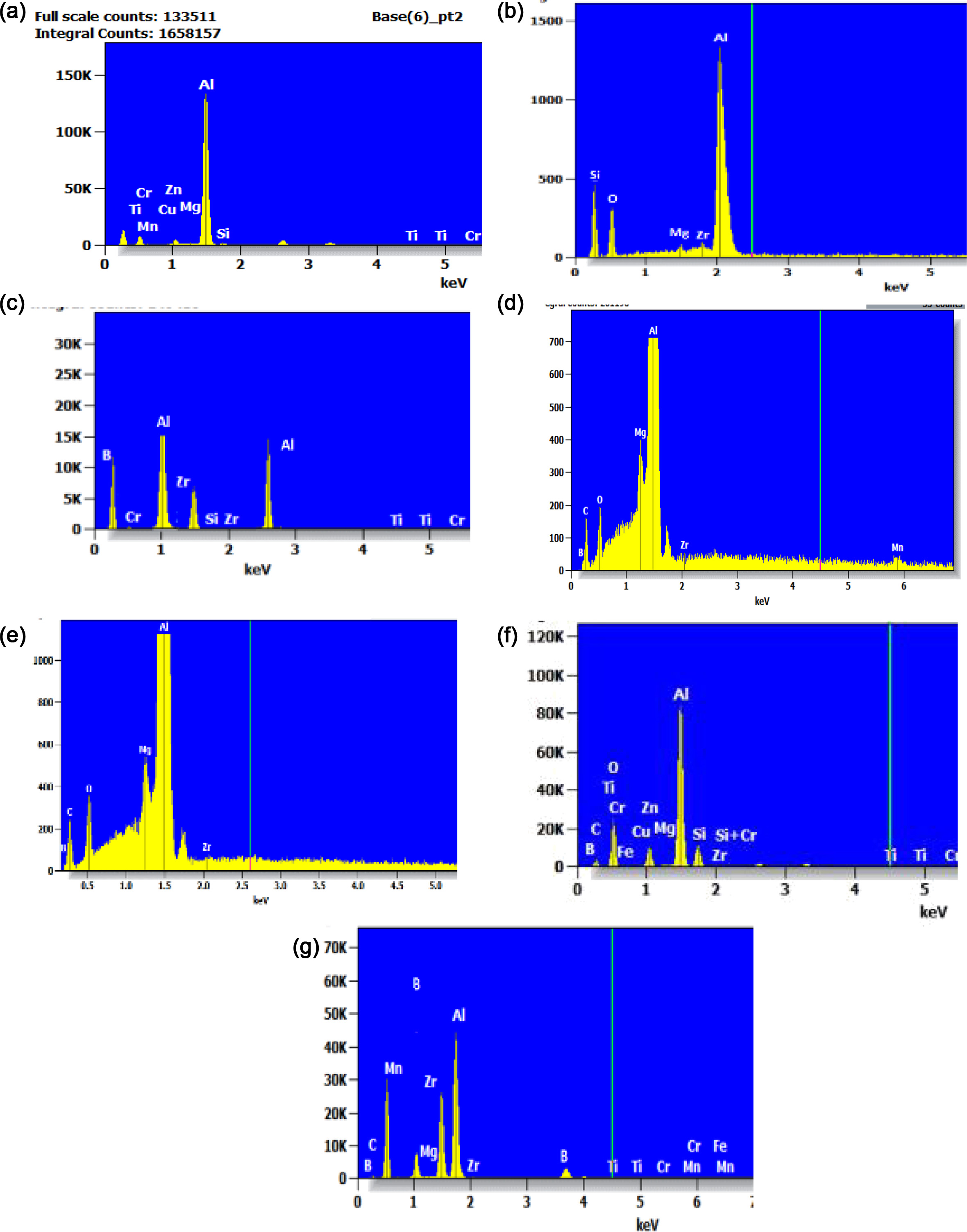
Fig. 6(a) presents the SEM analysis of stir cast AA6082. Fig. 6(b-g) shows the SEM analysis of AA6082/ZrO2/B4C hybrid composites for samples 2 to 7. SEM analysis shows the presence of reinforcement particulates (ZrO2 and B4C) which are acting as a barrier to dendritic growth in the grain boundaries. A decrease in the dendritic growth improves the UTS and micro-hardness of MMCs. It also shows the degree of accumulation of clusters and its growth with the addition of ZrO2 and B4C particulates provides strong strength to MMCs. Fig. 7 shows the EDX analysis of AA6082 alloy and AA6082/ZrO2/B4C hybrid composites. Fig. 7(a) shows the strong peaks which exhibit the presence of aluminium and many small peaks which shows the presence of Mg, Mn, Si, Cr, Zn, Cu, Ti, etc. Fig. 7(b, c, f, g) show the strong peaks which reveals the presence of aluminium and two equal medium peaks which present the presence of Zr and B along with many small peaks which shows the existence of Mn, C, O, Si, etc. Fig. 7(e) shows the strong peaks, which show the presence of aluminium, and medium peaks, which shows the presence of Zr along with many small peaks that shows the existence of B, Mn, C, O, Si, etc. Fig. 7(f) shows the strong peak, which presents the presence of aluminium, and the medium peak that shows the presence of B along with many small peaks that shows the existence of Zr, Mn, C, O, Si, etc.
Tensile strength
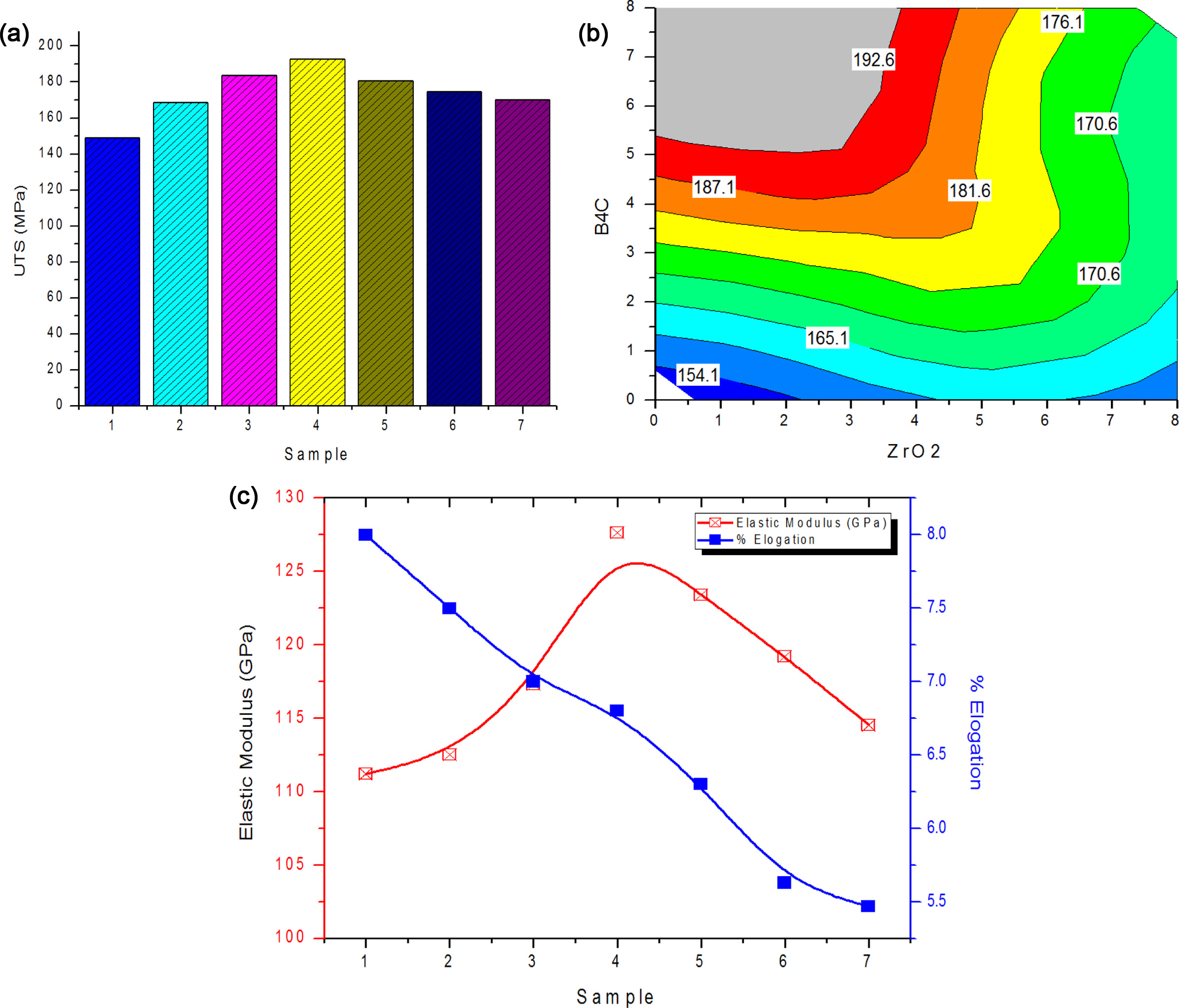
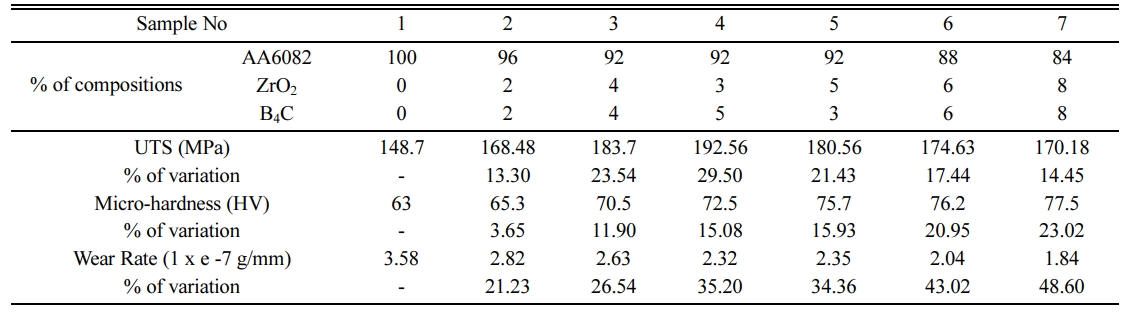
The Ultimate Tensile Strength (UTS) of all samples including the AA6082 (Sample No.1) and its composites AMMHCs (Sample No. 2 to 7) are found using the Computerized Universal Testing Machine and the values are presented in Table 4. Initially, samples (Sample No. 1, 2, 3, 6 and 7) with equal wt.% (0, 2, 4, 6 and 8) of reinforcing ceramic particulates of ZrO2 and B4C are fabricated and the UTS values are found. The maximum tensile strength is found for the sample 3 (ZrO2 and B4C each at 4 wt.%), which is 183.7 MPa. The effect of other compositions of ZrO2 and B4C on UTS is investigated with a contour plot to improve the UTS. This contour plot is drawn using Origin 2019 Software in order to identify the interaction effect of ZrO2 and B4C on UTS. Fig. 8(b) shows the distribution of UTS on contour plot for different composition of ZrO2 and B4C (0 to 8 wt.%) in AA6082 matrix. It is clear from the plot that any values higher than 5% for both ZrO2 and B4C resulted in lower value of UTS. However to maximize the UTS, two more compositions are considered with the composition very close to that of Sample No. 3. So two more samples (Sample No. 4 and Sample No. 5) are fabricated keeping total wt.% of ZrO2 and B4C as 8 wt.% and the UTS is found. UTS is found to be increased to 192.56 MPa for sample No. 4 and decreased to 180.56 MPa for Sample No. 5. Fig. 8(b) also confirms that the maximum tensile strength (192.56 MPa) is attained on the curve with the minimum addition of ZrO2 at 3 wt.% and B4C at 5 wt.%. The values of these samples are also compared in a bar chart as shown in Fig. 8(a). It is very clear that UTS value increases gradually from 148.7 MPa for the Sample No.1 to the maximum of 192.56 MPa for the sample No. 4 (AMMHC of AA6082 with 3% ZrO2 and 5% B4C).
AMMHC will undergo elastic-plastic behavior up to reinforcement of 3% ZrO2 + 5% B4C with AA6082 due to presence of ZrO2 and B4C. Generally, Aluminium has FCC structure and has high strength due to work hardening but zirconia has monoclinic structure. As result of their dissimilar structure, their interface becomes incoherent. Therefore, this incoherent structure increases stress generation as well as strength improvement. Due to this presence of a strong interface and further addition of ZrO2 particulate, prevent plastic formation of matrix. It subsequently increases work hardening, forms more number of dislocations, and increases the tensile strength [24]. Hence, the addition of ZrO2 in Aluminium metal matrix also produces fine-grained and high-strength in composites [22]. The addition in wt.% of B4C particles in the MMCs can oppose the flowability of aluminum metal matrix for reducing the ductile metal matrix content [25].
Fig. 8(c) shows the plot between Sample No. versus % elongation and elastic modulus. The plot shows that elastic modulus is increased from 111.21 GPa for the base Alloy AA6082 to 127.63 GPa for the Sample No. 4 and after its peak, the slope of the curve becomes negative, leading to the decrease of 114.56 GPa. The decrease in elastic modulus is also due to an increase in brittleness property after increasing 5% of ZrO2. The plot also shows the decrease in percentage elongation for AMMHCs as the wt.% of the increase in ZrO2 and B4C.
Hardness
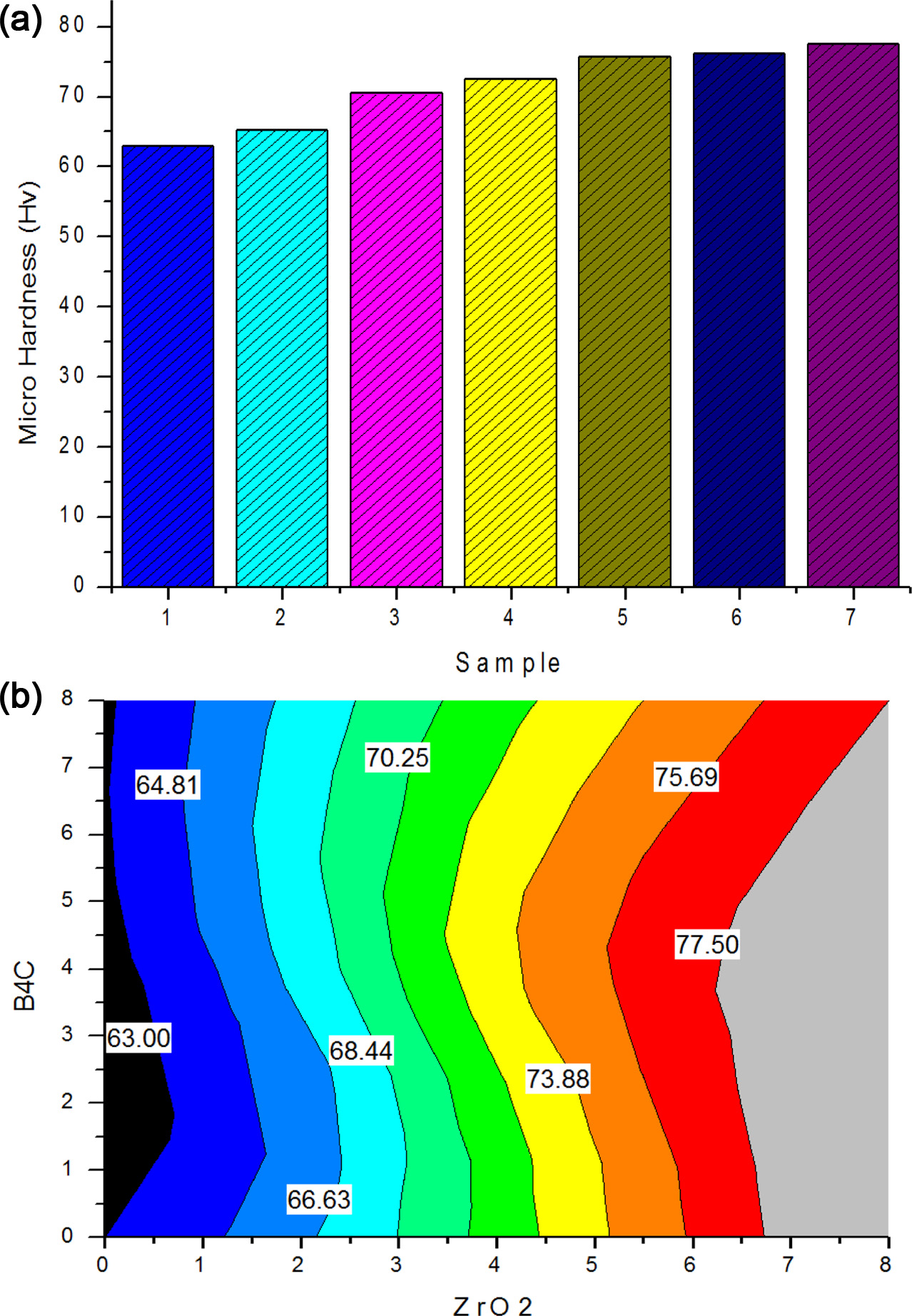
Fig. 9 represents the micro-hardness analysis of the hybrid MMCs. From the plot 9(a), it is very clearly showing that the hardness of MMC’s hybrid increase gradually from un-reinforced alloy AA6082 to reinforced MMC’s by the addition of various wt.% of ZrO2 and B4C. Fig. 9(b) shows the effect of reinforcement of ZrO2 and B4C on hardness. This contour plot is drawn using Origin Software in order to identify the interaction effect of ZrO2 and B4C on hardness. From the contour plot, it is easy to obtain the individual contribution of re- inforcement particle like ZrO2 or B4C on hardness value of MMC. It also shows the effect of other compositions of ZrO2 and B4C on hardness. The minimum and maximum hardness value obtained were 63 HV and 77.5 HV respectively and it is increased to 23.02% compared to the base alloy AA6082. Even though the hardness value continuously increases with the increase for reinforcement in the AMMHC material, it seems that the rate of increase in the hardness is not significant beyond 6 wt.% for both the reinforcement particulates.
Wear behavior
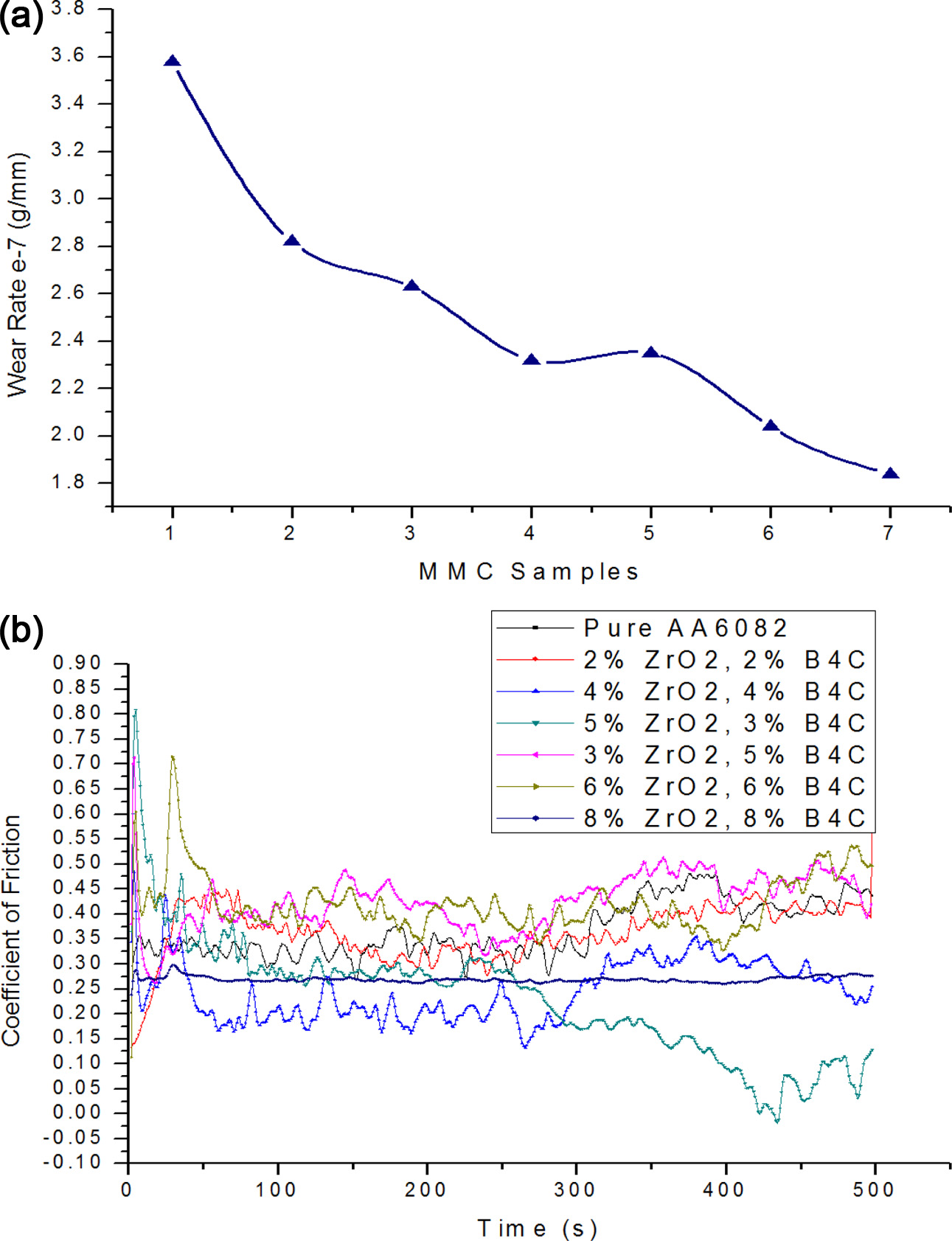
The decrease in wear rate depend upon on increase in micro hardness of AMMHC.Fig. 10(a) shows the values of wear rate for the various samples of the present work. It is very clear that the wear rate value decreases gradually from un-reinforced base alloy AA6082 to reinforced hybrid MMC’s by the addition of various wt.% of ZrO2 and B4C. The average wear rate of base metal is obtained to be 3.58 e -7 g/mm and for the AMMHC’s the wear rate is attained as 2.82, 2.63, 2.32, 2.35, 2.04, 1.84 e -7 g/mm respectively as reported in Table 4. The minimum wear rate obtained is 1.84 e -7 g/mm for the Sample No. 7 (84% AA6082 / 8% ZrO2/ 8% B4C), which is 47% lower than that of AA6082 matrix. Even though the wear rate decreases continuously with the gradual addition of ZrO2 and B4C, it seems that the rate of decreases in wear rate is not significant beyond 6 wt.% for both the reinforcement particulates. Fig. 10(b) represents the values of coefficient of friction of all the samples with sliding time. It presents that coefficient of friction value for all the samples increase gradually with increase in sliding time.
|
Fig. 4 Microstructures of AA6082 (Sample 1) and its composites with ZrO2 and B4C (Sample 2 to 7): (a) Sample 1 Casted AA6082, (b) Sample 2 (96% AA6082/ 2% ZrO2/ 2% B4C), (c) Sample 3 (92% AA6082/ 4% ZrO2/ 4% B4C), (d) Sample 4 (92% AA6082/ 3% ZrO2/ 5% B4C), (e) Sample 5 (92% AA6082/ 5% ZrO2/ 3% B4C), (f) Sample 6 (88% AA6082/ 6% ZrO2/ 6% B4C), (g) Sample 7 (84% AA6082/ 8% ZrO2/ 8% B4C). |
|
Fig. 5 XRD analysis of AA6082 alloy and AA6082/ZrO2/B4C hybrid composites |
|
Fig. 6 SEM analysis of AA6082 alloy and AA6082/ZrO2/B4C hybrid composites: : (a) Sample 1 (Casted AA6082), (b) Sample 2 (96% AA6082/2% ZrO2/2% B4C), (c) Sample 3 (92% AA6082/ 4% ZrO2/4% B4C, (d) Sample 4 (92% AA6082/3% ZrO2/5% B4C), (e) Sample 5 (92% AA6082/5% ZrO2/3% B4C), (f) Sample 6 (88% AA6082/6% ZrO2/6% B4C), (g) Sample 7 (84% AA6082/ 8% ZrO2/8% B4C). |
|
Fig. 7 EDX analysis of AA6082 alloy and AA6082/ ZrO2/B4C hybrid composites: (a) Sample 1 (Casted AA6082), (b) Sample 2 (96% AA6082/2% ZrO2/2% B4C), (c) Sample 3 (92% AA6082/ 4% ZrO2/4% B4C), (d) Sample 4 (92% AA6082/3% ZrO2/5% B4C), (e) Sample 5 (92% AA6082/5% ZrO2/3% B4C), (f) Sample 6 (88% AA6082/6% ZrO2/6% B4C), (g) Sample 7 (84% AA6082/ 8% ZrO2/ 8% B4C). |
|
Fig. 8 Analysis of tensile with MMC vs Samples) of AMMHC: (a) Tensile strength and AMMHC Samples, (b) Effect of Reinforcement of ZrO2 (in %) and B4C (in %) on UTS of AMMHC, (c) Elastic modulus and % elongation of MMCs. |
|
Fig. 9 Micro-hardness analysis of AMMHC: (a) Micro-hardness analysis of hybrid MMC, (b) Effect of Reinforcement of ZrO2 (in %) and B4C (in %) on Hardness of AMMHC. |
|
Fig. 10 Analysis of Wear Rate for MMC Samples: (a) Wear Rate Vs MMC Samples, (b) Coefficient of Friction Vs Sliding Time |
The present work investigated the influence of varying wt.% of Zirconium dioxide (ZrO2) and Boron carbide (B4C) reinforcement particulates on the metallurgical, mechanical, and tribological behavior of hybrid metal matrix composites of Aluminium alloy (AA6082) fabricated by using stir casting method. The metallurgical studies (OM, XRD, SEM and EDX) had revealed the homogeneous distribution of AA6082 matrix and reinforcement particulates (ZrO2 and B4C). The mechanical characteritics such as hardness (from 63 HV to 74 HV) and tensile strength (from 149 MPa to 193 MPa) had improved at around 27% and 30% respectively at 3 wt.% of ZrO2 and 5 wt.% of B4C particulates. The minimum wear rate of 1.84 e-7 g/mm was obtained at 8 wt.% of ZrO2 and 8 wt.% of B4C particulates.
- 1. S. Kumar, R. Singh, and M.S.J. Hashmi, Adv. Mater. Process. Technol. 6[1] (2020) 13-24.
-

- 2. G. Moona, R.S.Walia, V. Rastogi, and R. Sharma, Indian J. Pure Appl. Phys. 56[2] (2018) 164-175.
- 3. K. Ravikumar, K. Kiran, and V.S. Sreebalaji, Measurement. 102 (2017) 142-149.
-
- 4. A. Rajesh and D. Santosh, Res. Med. Eng. Sci. 2(5) (2017) 1-6.
-
- 5. A. Manikandan, M. S. Omkumar, and V. Mohanavel, Mater. Technol. 53[3] (2019) 327-332.
-
- 6. M. Shunmuga Priyan and A. Azad, J. Mater. Sci. Surf. Eng. 6[2] (2018) 779-782.
-
- 7. S. Gudipudi, S. Nagamuthu, K. Subbian, S. Rao, and S. Chilakalapalli, Eng. Sci. Technol. Int. J. 23[5] (2020) 1233-1243.
-
- 8. N. Rajesh Jesudoss Hynes, S. Raja, R. Tharmaraj, C.I. Pruncu, and D. Dispinar, J. Braz. Soc. Mech. Sci. Eng. 42[4] (2020) 155.
-
- 9. S. Suresh, G. Harinath Gowd, and M.L.S. Deva Kumar, Advanced Composites, and Hybrid Materials. 1[4] (2018) 819-825.
-
- 10. S. Thirumalai Kumaran, M. Uthayakumar, S. Aravindan and S. Rajesh, J. Mater.: Des. Appl. 230[2] (2015) 484-491.
-
- 11. P. Sharma, S. Sharma, and D. Khanduja, Part. Sci. Technol. 34[1] (2016) 17-22.
-
- 12. R. Pandiyarajan, P. Maran, S. Marimuthu, and K.C. Ganesh, J. Mech. Sci. Technol. 31[10] (2017) 4711-4717.
-
- 13. P. Sharma, V. Dabra, S. Sharma, D. Khanduja, N. Sharma, R. Sharma, and K. Saini, Refract. Ind. Ceram. 59[5] (2019), 471-477.
-
- 14. G. Singh and S. Goyal, Part. Sci. Technol. 36[2] (2018) 154-161.
-
- 15. V.M. Prasad and K. Mallikarjuna Rao, Mater. Today: Proc. 5[13] (2018) 26843-26849.
-
- 16. P. Subramanya Reddy, R. Kesavan, and B. Vijaya Ramnath, Silicon. 10[2] (2018) 495-502.
-
- 17. R. Pandiyarajan, P. Maran, S. Marimuthu, and M.P. Prabakaran, Adv. Mater. Process. Technol. 1 (2020) 1-9.
-
- 18. G. Singh and S. Goyal, Part. Sci. Technol. 36[2] (2018) 154-161.
-
- 19. R.K. Bhushan and D. Sharma, Int. J. Struct. Integr. 11[2] (2019) 277-285.
-
- 20. D. Patidar and R.S Rana, Mater. Today: Proc. 4[2] (2017) 2981-2988.
-
- 21. M. Patel, S.K. Sahu, M.K. Singh, and A. Kumar A, Int. J. Eng. Res. Curr. Trends. 2[3] (2020) 8-13.
- 22. P. M. Sheedy, H. S. Caram, H. M. Chan, and M. P. Harmer, J. Am. Ceram. Soc. 84[5] (2001) 986-990.
-
- 23. F. Toptan, A. Kilicarslan, A. Karaaslan, M. Cigdem, and I. Kerti, Mater. Des. 31 (2010) S87-S91.
-
- 24. M. Baghchesara, H. Abdizadeh, and H. Baharvandi, Asian J. Chem. 22[5] (2010) 3824-3834.
- 25. N. Ramadoss, K. Pazhanivel, and G. Anbuchezhiyan, J. Mater. Res. Technol. 9[3] (2020) 6297-6304.
-
- 26. S. Gatea, H. Ou, and G. McCartney, Mater. Charact. 142 (2018) 365-376.
-
- 27. M.K. Sahu and R.K. Sahu, Intechopen. (2018) 111-126.
- 28. S.V. Prasat, A.S. Ram, S. Sivaprakash, and K. Suresh, Int. Res. Eng. Tech. 4[9] (2017) 1261-1265.
- 29. M. Shukla, S.K. Dhakad, P. Agarwal, and M.K. Pradhan, Mater. Today: Proc. 5[2] (2018) 5830-5836.
-
 This Article
This Article
-
2021; 22(3): 306-316
Published on Jun 30, 2021
- 10.36410/jcpr.2021.22.3.306
- Received on Sep 24, 2020
- Revised on Oct 20, 2020
- Accepted on Oct 23, 2020
Services
Shared
Correspondence to
- Umar Mohamed J.
-
Research Scholar, Department of Mechanical Engineering, Anna University, Chennai 600025, Tamil Nadu, India
Tel : +9443477839 - E-mail: umarmjamaludeen@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr