





- Sintering technology and properties of permeable bricks prepared using manganese tailings
Jieguang Songa,b, Xueqing Yangc,*, Ping Chena,*, Rongjin Liua, Deping Luod, Jing Lic
and Jingjing LiucaGuangxi Key Laboratory of New Energy and Building Energy Saving, Guilin University of Technology, Guilin 541004, China
bSponge City Research Institute of Pingxiang University, Pingxiang 337055, China
cKey Laboratory for Industrial Ceramics of Jiangxi Province, Pingxiang University, Pingxiang 337055, China
dJiangxi Pingxiang Longfa Enterprise Co., Ltd., Pingxiang 337022, ChinaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
The development of manganese mines has prospered with the rapid development of China’s economy. Manganese tailings have not been reasonably and effectively studied due to capital constraints and backward technology, directly leading to ecological damage, environmental pollution, fast urban development, and incomplete city construction. In China, these phenomena have resulted in long-term waterlogging in the southern cities and water shortages in the northern cities. Permeable bricks, which are prepared through the sintering of manganese tailings, serve as materials for the construction of sponge cities, ease environmental pressure to a certain extent, and contribute to ecological restoration. In this paper, manganese tailings, kaolin, and calcium oxide are used as main raw material, binder, and sintering aid, respectively. The materials are mixed at a certain ratio and subjected to ball milling, sieving, batching, and foaming. The slurry is molded and sintered at a high temperature to obtain permeable bricks that perform well in terms of porosity, compressive strength, and water permeability. Based on the performance of permeable bricks prepared using manganese tailings, the optimal firing system for preparing the porous materials of manganese tailings is as follows: sintering temperature, 1,030 oC; heating rate, 6 oC/min; and holding time, 1 h. The permeable brick prepared using manganese tailings has porosity, shrinkage, compressive strength, and water permeability of about 71%, 8.7%, 2.68 MPa, and 2.2 × 10−2 cm/s, respectively.
Keywords: manganese tailings, permeable brick, sintering process, permeability, compressive strength
Tailings refer to the solid mineral wastes that are discarded after the selection of useful minerals or ingredients and have low use. China has a large demand for manganese. However, the development of manganese ores is based on lean ores, and the mining conditions and selectivity are poor [1, 2]. The demand for manganese ores continues to increase, resulting in shortage. At present, China’s electrolytic manganese production ranks first in the world as China produces about 98% of the world’s total output [3, 4]. All tailings are recyclable and reusable and still contain many useful ingredients. Previously, the useful ingredients contained in the tailings cannot be effectively extracted due to lack of technology and economic constraints. At present, tailings can be recycled and used with the support of today’s technical support and economic conditions. Many examples of reasonable utilization of waste resources at home and abroad are available. For example, the tailings of the beneficiation plant in Hubei Province are rich in gold, silver, copper, and other metal components. As early as 1985, the mining industry has used weak magnetic–strong magnetic technology to reselect the tailings. This technology can recover up to tens of thousands of concentrates from the tailings every year [5, 6] due to the continuous development and progress of beneficiation technology.
China has lower comprehensive utilization rate and efficiency of manganese tailings than some developed countries due to backward technology, insufficient capital investment, and small production scale [7, 8]. The considerable economic benefits, coupled with the lack of attention to environmental protection and the inability to produce competitive products, have led to the insufficient recycling of manganese tailings for various reasons. Today’s treatment methods of manganese tailings are clean, and the comprehensive utilization technology of manganese tailings is the core technology. In the comprehensive utilization of manganese tailings, the predecessor has also made many contributions and used manganese tailings as a cosolvent and colorant for quartz–feldspar–kaolin clay ceramics. Previous studies have shown that the utilization and consumption of manganese tailings is low, but the solid accumulation of manganese tailings increases rapidly. Thus, finding an effective and feasible method to consume manganese tailings is necessary [9-12].
At present, domestic permeable bricks generally have high porosity and ecological characteristics [13, 14]. These bricks have a certain strength, good air permeability, and water permeability. The development of permeable bricks has started late in China due to the insufficient urban construction experience in China and relatively backward technical level. In recent decades, many urban construction problems have gradually been discovered with the rapid development of cities. Flooding disasters occur frequently in southern cities, but insufficient water storage occurs in northern cities, resulting in the study of permeable bricks a concern. At present, the main pavements used in the cities of China are nonsintered and sintered permeable bricks [15, 16]. The main raw materials used are fly ash, residues after aluminum extraction from fly ash, coal gangue, sand, and pebbles. At present, less manganese tailings are used as main raw materials to prepare permeable bricks. In this paper, manganese tailings are used as the main raw materials, and kaolin clay is used as binder. The permeable bricks are prepared by adjusting the sintering process, providing a reference for the future preparation of permeable bricks with good performance.
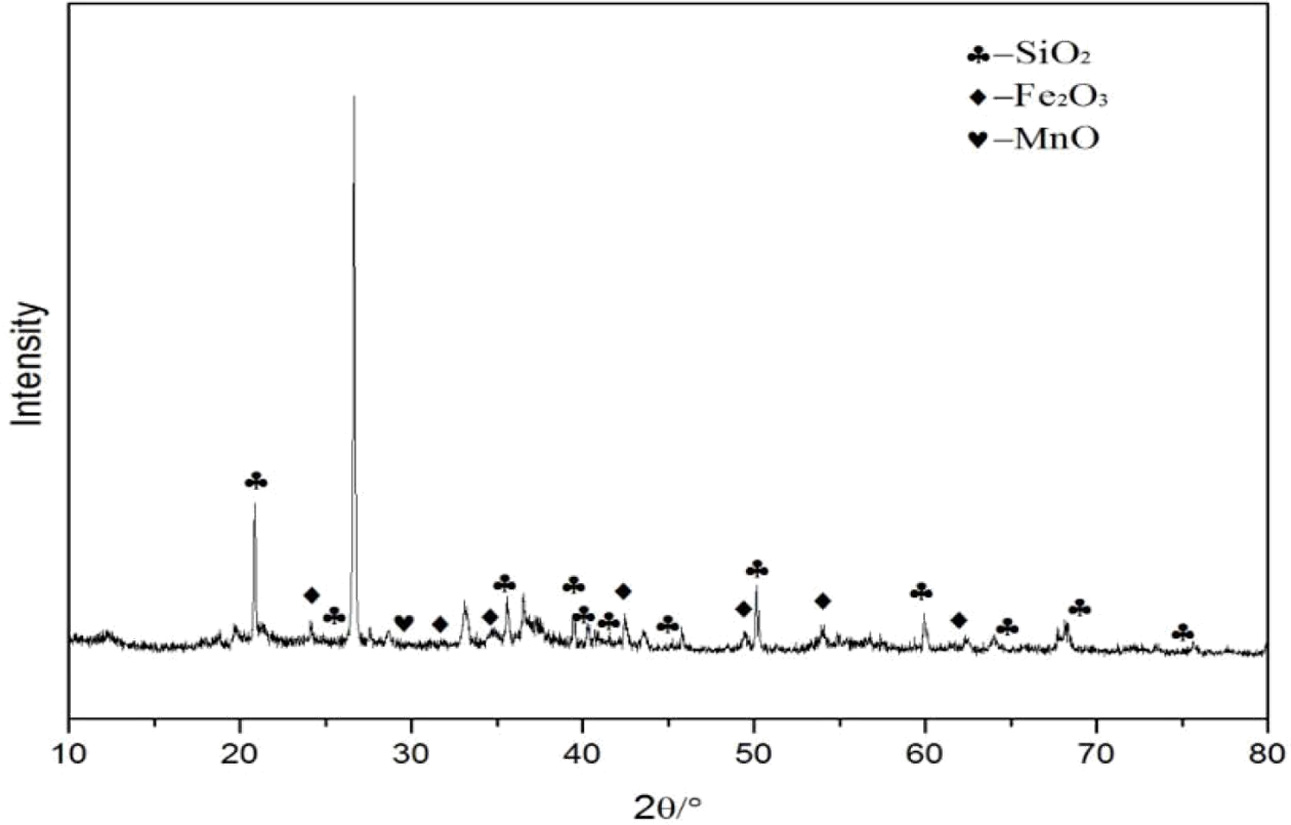
Manganese tailings were collected in this study (Fig. 1). Fig. 2 shows the XRD pattern of the manganese tailings, which are composed of silica, manganese oxide, and ferric oxide. The raw materials used in this experiment are shown in Fig. 2. The main raw material used in the experiment was manganese tailings, and calcium oxide and kaolin were used as sintering aid and binder, respectively. The materials were mixed at a certain ratio, ball milled, and foamed. The slurry was poured into a mold and dried to obtain the blank permeable brick. Atmospheric sintering was carried out using the SX-G12133 high-temperature furnace to study the effect of sintering on the performance of permeable bricks, and the sintered permeable brick samples were obtained and stored for future use. The density of the sintered sample was determined using the AR2140 electronic balance, and the porosity of the sample was determined through the relationship with the theoretical density. According to the standard of permeable pavement bricks and permeable road panels (GB/T25993-2010), the water permeability coefficient of the sample can be measured using the stable water pressure method. The phase separation and microsctructure of the sample were determined using the D8 Advance X-ray diffractometer and the SU8010 scanning electron microscope (SEM), respectively. table 1

|
Fig. 1 Manganese tailings sample powder. |
|
Fig. 2 XRD pattern of the manganese tailings. |

Effect of sintering temperature on the performance of permeable brick
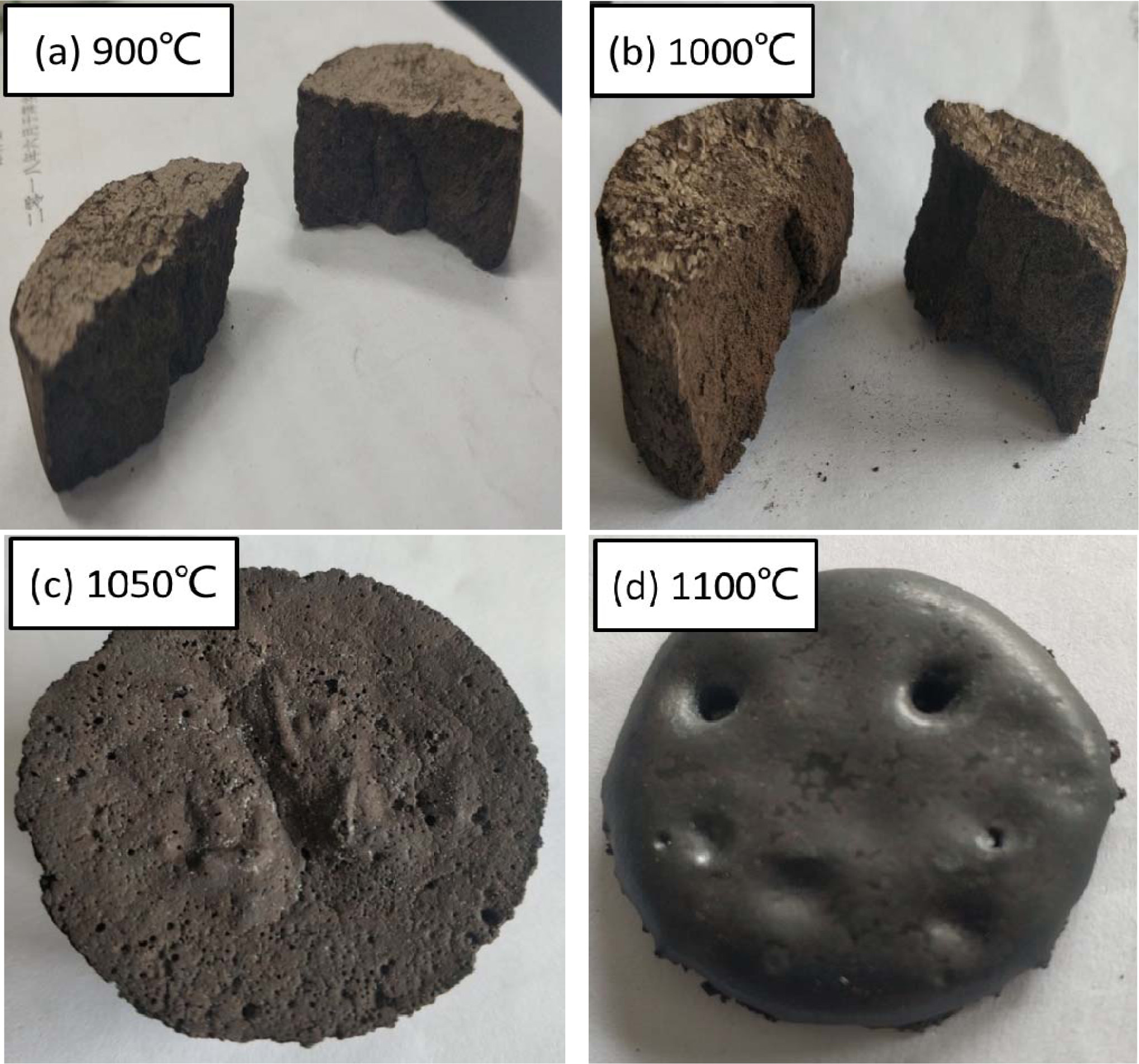
Fig. 3 shows the permeable bricks sintered at different temperatures. The samples sintered at 900 oC and 1,000 oC are evidently underfired and have extremely poor strength. The sample sintered at 1,100 oC is shaped like a pie and shows evident oversintering. Thus, the sintering temperature range should be between 1000 oC and 1,100 oC. The sintering temperature gradient used is 20 oC, and the preliminary sintering temperatures used are set to 1,010 oC, 1,030 oC, 1,050 oC, 1,070 oC, and 1,090 oC.
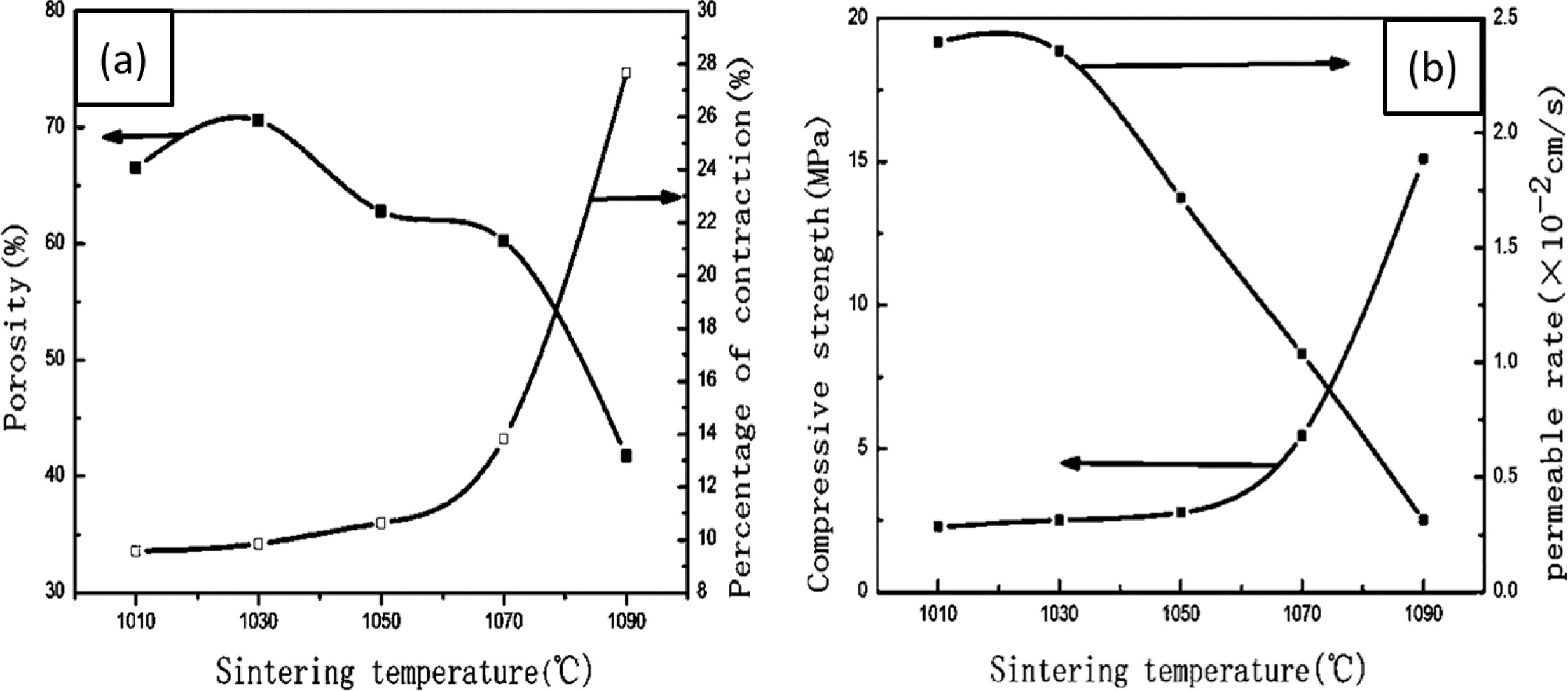
Fig. 4 shows the performance evaluation results of samples prepared at different sintering temperatures at a heating rate of 4 oC/min and holding time of 2 h. Fig. 4(a) shows that increasing temperature results in gradually decreasing porosity and gradually increasing shrinkage. The porosity of the sample sintered at 1,030 oC is the best, and the porosity decreases linearly after 1,070 oC. Fig. 4(b) shows that increasing temperature results in gradually decreasing water permeability and gradually increasing compressive strength.
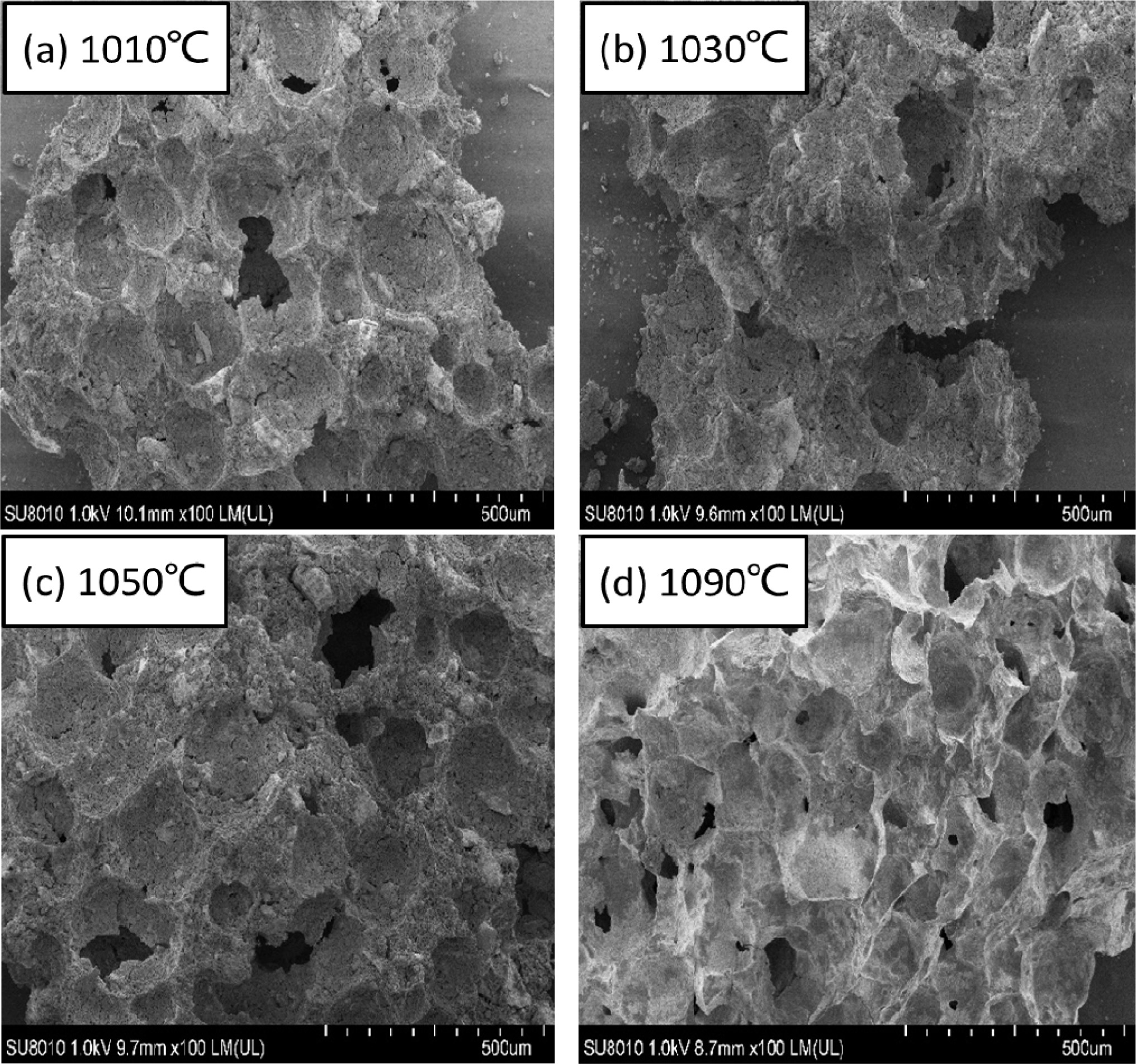
Figs. 5(a-c) show that at sintering temperatures of 1,010 oC, 1,030 oC, and 1,050 oC, the size of the pores on the surface is similar, and some small holes and cracks are observed on the pore wall. The rate is relatively high. Water can pass through the holes, and the water permeability is relatively high. Fig. 5(d) shows the SEM image of the sample prepared at a sintering temperature of 1,090 oC, which have smaller pores, glowing pore wall, and fewer pores compared with the samples sintered at the previous temperatures. The sample has a clear liquid phase, smooth pore walls, and dense pore structure. Thus, low porosity and low water permeability are observed, and some pores are closed by the liquid phase [17-18]. At low temperature, the skeleton of the sample (Fig. 5c) shows porosity and density. However, as the temperature increases, the grains continue to grow, and increasing liquid phase and decreasing pore structure are observed. Fig. 5(d) shows many grains on the surface, and an evident glass phase and a dense structure are observed. The compressive strength of the pore structure continues to increase as the temperature rises but is basically unchanged at 1,010 oC–1,050 oC. At temperatures above 1,050 oC, the compressive strength increases rapidly, and the water permeability decreases continuously. As such, the optimal sintering temperature is 1,030 oC.
Effect of heating rate on the performance of permeable brick
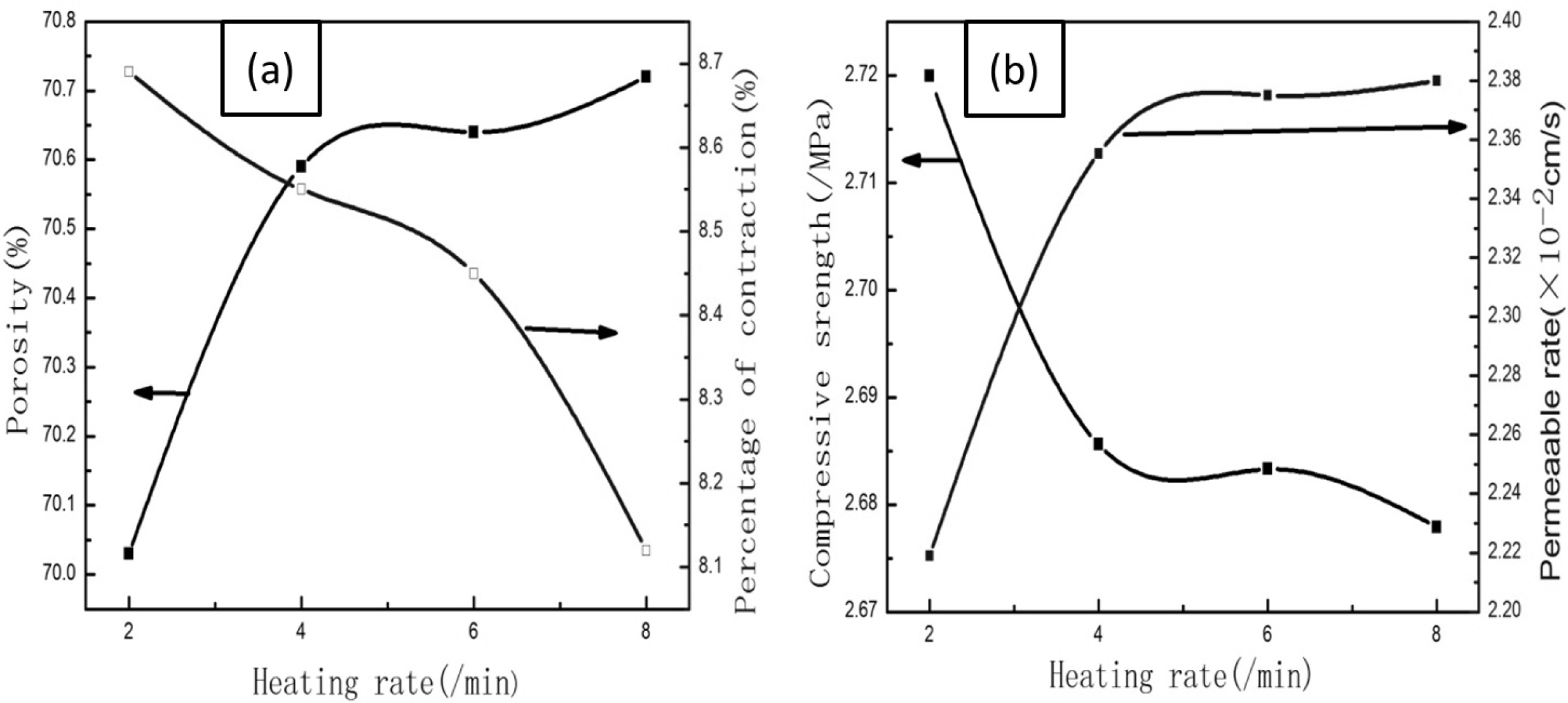
Fig. 6 shows the effect of heating rate on the perfor- mance of the permeable bricks prepared using manganese tailings at a sintering temperature of 1,030 oC and holding time of 2 h. Fig. 6(a) shows that as the heating rate increases, the porosity generally increases. However, at heating rates above 4 oC/min, the porosity growth and the shrinkages rates decrease. A low heating rate results in long sintering cycle. The movement of the particles in the green body results in a dense green body. Fig. 6(b) shows that increasing heating rate results in gradually decreasing compressive strength and gradually increasing water permeability due to insufficient degree of sintering densification, dispersed crystal grains, and large gap. Thus, the sintering neck is not sufficiently formed between the crystal grains, and the bonding surface is not sufficiently formed between the particles, resulting in a relatively loose internal structure of the hole and decreased compressive strength. The compressive strength and porosity are highest at heating rates of 2 oC/min and 8 oC/min, respectively. However, the change is not large. The difference between the maximum and the minimum porosity values does not exceed 1%, and the maximum difference in com- pressive strength is about 0.2. The maximum shrinkage difference is about 0.5%, and the shrinkage rate is smallest at a heating rate of 6 oC/min. Fig. 6(a) shows that as the heating rate increases, the compressive strength gradually decreases. Fig. 6(b) shows that the compressive strength, porosity, and water permeability at heating rates of 4 oC/min and 6 oC/min are not different. Therefore, considering the comprehensive energy consumption, the optimal heating rate is 6 oC/min.
Effect of holding time on the performance of permeable brick
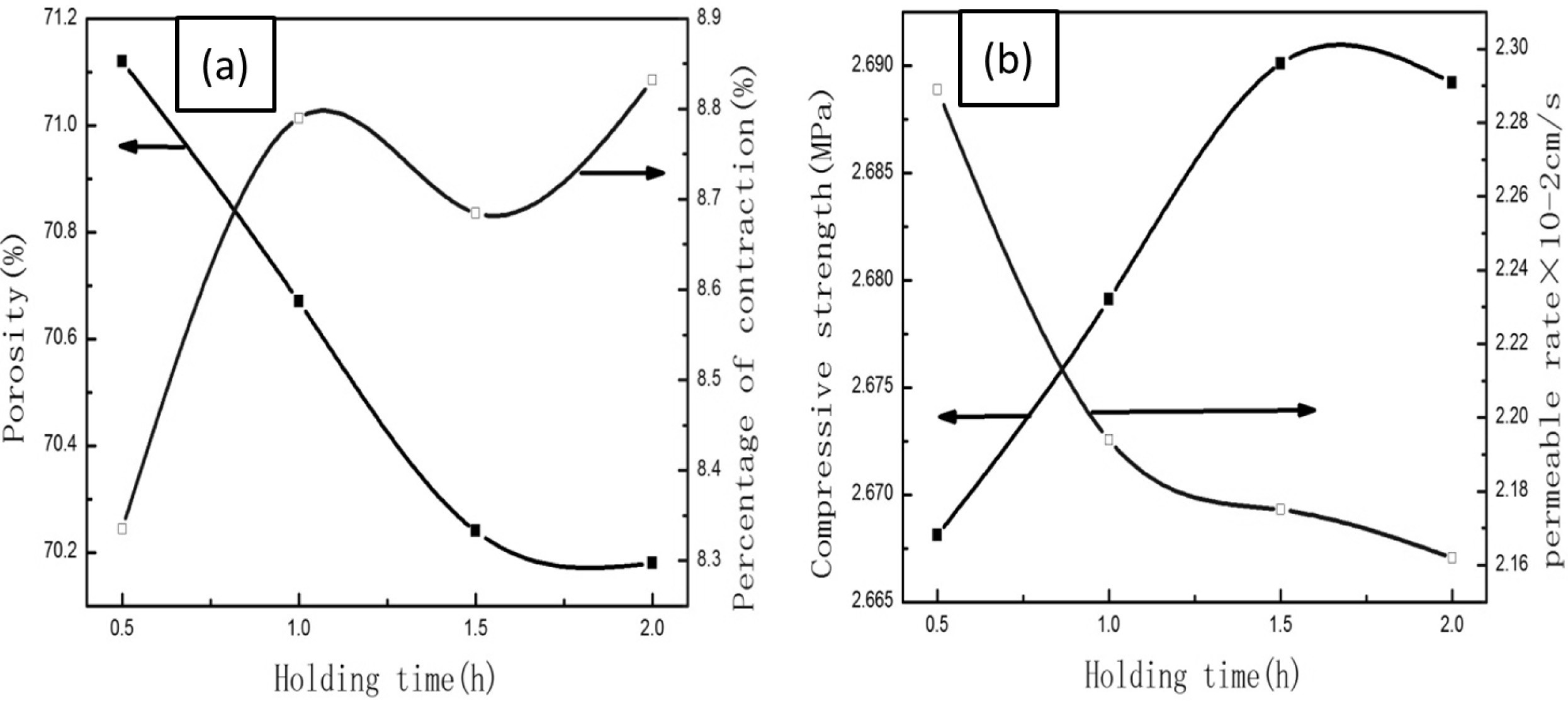
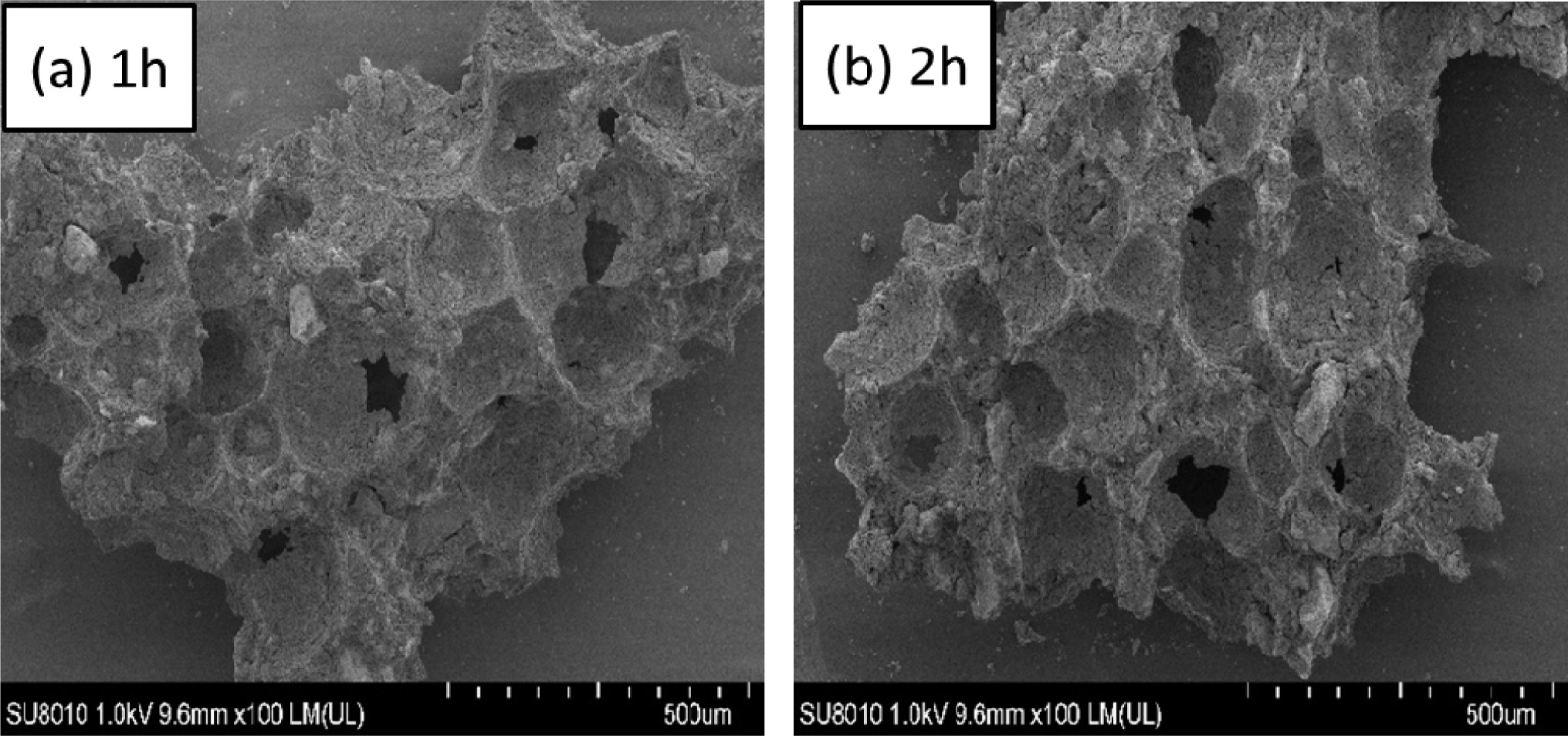
Fig. 7(a) shows that increasing holding time results in gradually decreasing porosity. However, the porosity is about 70%, and the difference is about 1%. The shrinkage rate is almost the same at 8%–9%. Fig. 7(a) also shows that the porosity at holding times of 0.5 and 2 h is similar, which may be caused by the insufficient setting of the holding time. If the holding time is long enough, the green body may change drastically during the sintering process. A new phase may be generated, and the performance may change significantly. If sufficient heat is not provided, the grains cannot grow sufficiently, and the microstructure and the pore structure remain unchanged. Fig. 7(b) shows that as the holding time increases, the water permeability gradually decreases, but the difference is not large. Moreover, the compressive strength gradually increases. At holding time of 1.5 h, the compressive strength almost stabilizes. The compressive strength at holding times of 0.5 and 2 h is not different. Fig. 8 shows that the pore structure at holding times of 0.5 and 2 h has about the same size and sparse structure. Considering the performance requirements of permeable bricks and the factors of energy consumption, the optimal holding time is 1 h.
|
Fig. 3 Effect of sintering temperature on the sample shape. |
|
Fig. 4 Effect of sintering temperature on the performance of the sample. |
|
Fig. 5 Effect of sintering temperature on microstructure of the sample. |
|
Fig. 6 Effect of heating rate on the performance of the sample. |
|
Fig. 7 Effect of holding time on the performance of the sample. |
|
Fig. 8 Effect of holding time on microstructure of the sample |
Permeable bricks are prepared using manganese tailings added with kaolin, calcium oxide, water, and foaming agent. The raw materials are subjected to ball milling, foaming, and drying. The permeable brick is obtained through the sintering process and subjected to performance analysis. As the sintering temperature rises, the pore structure, liquid phase, and compressive strength increase, whereas porosity and water permeability decrease. As the heating rate increases, the porosity and water permeability increase a little, and the compressive strength decreases. A long holding time results in slightly decreased porosity and increased compressive strength, which remain basically unchanged. Based on the performance of permeable bricks prepared using manganese tailings, the optimal firing system is as follows: sintering temperature, 1,030 oC; heating rate, 6 oC/min; and holding time, 1 h. The permeable brick prepared using manganese tailings has a porosity, shrinkage, compressive strength, and water permeability of about 71%, 8.7%, 2.68 MPa, and 2.2 ×10−2 cm/s, respectively.
The authors are thankful for the financial support provide by the Key Research and Development Plan of Jiangxi Province, China (No. 20202BBGL73114), Teaching Reform Research Fund for Higher Education of Jiangxi Province, China (No. JXJG-18-22-2), The 13th Five-Year Plan for Educational Science in Jiangxi Province, China (No. 20YB259), The Science and Technology Support Project of Pingxiang City, China (No. PST2018-013), Open Found of Guangxi Key Laboratory of New Energy and Building Energy Saving, China (No. 2019-J-22-7), The Science and Technology Found of Pingxiang University, China (No. 2018D0229) and The Science and Technology Found of Education Department of Jiangxi Province, China (No. GJJ191160).
- 1. L. Zeng, H.J. Sun, T.J. Peng, and W.M. Zheng, Waste Manag. 106 (2020) 184-192.
-

- 2. D. Liu, M. Edraki, P. Fawell, and L. Berry, Powd. Tech. 364 (2020) 604-621.
-
- 3. J.M. Lu, D. Dreisinger, and T. Gluck, Hydrometallurgy 161 (2016) 45-53.
-
- 4. N. Duan, Z.G. Dan, F. Wang, C.X. Pan, C. Zhou, and L.H. Jiang, J .Clean. Prod. 19[17-18] (2011) 2082-2087.
-
- 5. S.K. Wahono, A. Cavallaro, K. Vasilev, and A. Mierczynska, Environ. Pollut. 240 (2018) 725-732.
-
- 6. T. Yamashiro, K. Morita, and K. Nakajima, Magn. Reson. Imag. 63 (2019) 170-177.
-
- 7. M. Lei, L. Tang, H. Du, L. Peng, B. Tie, P. N Williams, and G. Sun, Process Safety Environ. Prot. 125 (2019) 334-341.
-
- 8. R. Ortiz-Soto, D. Leal, C. Gutierrez, A. Aracena, A. Rojo, and H.K. Hansen, J. Hazard. Mater. 365 (2019) 905-911.
-
- 9. Z.J. Wu, X.F. Wu, Z.H. Yang, and L.N. Ouyang, Ecolog. Mode. 346 (2017) 20-29.
-
- 10. R.A. Ribeiro, T.C. Giannini, M. Gastauer, M. Awade, and J.O. Siqueira, J. Environ. Manag. 227 (2018) 386-394.
-
- 11. Z.J. Wu, X.F. Wu, Z.H. Yang, and L.N. Ouyang, Ecolog. Mode. 374 (2018) 14-21.
-
- 12. O. Santos, C. Carvalho, G. Silva, and C. Santos, J. Environ. Manag. 147 (2015) 314-320.
-
- 13. B.W. Tang, S. Gao, Y.G Wang, X.M Liu, and N. Zhang, Const. Build. Mater. 208 (2019) 697-709.
-
- 14. X.L. Yuan, Y.Z. Tang, Y. Li, Q.S. Wang, J. Zuo, and Z.L. Song, J. Clean. Prod. 171 (2018) 198-208.
-
- 15. C.Q. Zhou, Const. Build. Mater. 188 (2018) 850-859.
-
- 16. M.G. Zhu, H. Wang, L. Liu, R. Ji, and X.D. Wang, Const. Build. Mater. 148 (2017) 484-491.
-
- 17. Y. Liu, X.Q. Yang, K.L. Peng, Q. Wang, J. Huang, Z. Zhang, J. Lu, H. Xu, J.G. Song, and L. Chen, J. Ceram. Process. Res. 20 (2019) 436-441.
- 18. M.H. Xu, J.G. Song, R.H. Wang, S.B. Li, N. Wang, S.Y. Yu, H.X. Yan, T.T. Xiao, and F. Chen, Key. Eng. Mater. 697 (2016) 178-181.
-
 This Article
This Article
-
2021; 22(3): 283-288
Published on Jun 30, 2021
- 10.36410/jcpr.2021.22.3.283
- Received on May 11, 2020
- Revised on Sep 24, 2020
- Accepted on Oct 2, 2020
Services
- Abstract
introduction
experimental materials and methods
results and discussion
conclusion
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Xueqing Yang c, Ping Chen a
-
aGuangxi Key Laboratory of New Energy and Building Energy Saving, Guilin University of Technology, Guilin 541004, China
cKey Laboratory for Industrial Ceramics of Jiangxi Province, Pingxiang University, Pingxiang 337055, China
Tel : +86 799 6682251 Fax: +86 799 6682171 - E-mail: 45102808@qq.com, 215760540@qq.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr