





- Investigation of wear properties of mullite and aluminium titanate added porcelain ceramics
T. Boyraza and A. Akkusb,*
aCumhuriyet University, Department of Metallurgical and Materials Engineering, Turkey
bCumhuriyet University, Department of Mechanical Engineering, Sivas, TurkeyThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
In this study, the effects of aluminium titanate and mullite added porcelain ceramic composites produced by the traditional ceramic production process on the wear behaviour of the applied load and time were investigated. Aluminium Titanate (Al2TiO5) and Mullite (3Al2O3.2SiO2) ceramics were synthesized by reaction sintering from Al2O3, SiO2 and TiO2 powders consisting of homogenization by wet ball milling followed by sintering Al2TiO5 (AT) and 3Al2O3.2SiO2 (M) in atmosphere conditions at 1,550 oC for 2 h and 1,400 oC for 2 h, respectively. AT and M in amounts of 0 and 20 wt.% were mixed with Porcelain (P). AT and M reinforced porcelain ceramics were prepared by the powder metallurgy route. After drying, the powders were compressed to preforms of 56 ´ 12 ´ 10 mm by uniaxial pressing at 200 MPa. The green compacts were sintered at 1100-1200 oC for 1-5 h in air. Investigations were carried out, on the effect of addition of Al2TiO5 and 3Al2O3.2SiO2 in terms of physical properties, microstructure, XRD phases, as well as wear and mechanical properties of 3Al2O3.2SiO2 and Al2TiO5-reinforced porcelain ceramic composites. Phase and microstructural characterizations of the sintered materials were carried out by using X-ray diffraction technique (XRD) and scanning electron microscope (SEM). The Micro Vickers hardness testing was performed using the Shimadzu HMV-MIII hardness tester. PLINT brand abrasion tester was used for the abrasion tests of ceramics. As a result, as the load and time increased in all samples, the amount of wear increased. While the wear volume in the P sample under 70 N load for 5 min was 5.15 ´ 10-2 mm3, it reached 33.33 ´ 10-2 mm3 in 20 min under 120 N load. Similarly, these values were measured as 0,66 ´ 10-2 mm3 and 5.48 ´ 10-2 mm3 in the PAT sample, 1.09 ´ 10-2 mm3 and 7.41 ´ 10-2 mm3 in the PM sample and 1.75 ´ 10-2 mm3 and 38.44 ´ 10-2 mm3 in the PMAT sample. M and AT additives improve the wear properties of porcelain, while M and AT both have negative effects on wear
Keywords: Aluminium Titanate, Mullite, Porcelain, characterization, hardness, wear
Porcelain is a hard, fine-grained, nonporous, and usually translucent, highly vitrified materials. White ceramic ware consisting essentially of kaolin, quartz, and a feldspathic rock and is fired at a high temperature. Porcelains have a triaxial formulation comprising about 50% clay, 25% flux and 25% filler. It is a ceramic material that can be used for technical or artistic purposes, with or without glazing, as well as semi-light transmittance. Porcelain represents one of the most complex ceramics, formulated from a mix of clay, feldspar and quartz, sintered at temperatures between 1,200 oC and 1,400 oC to form a glass-ceramic composite. The clay is comprised of kaolinite conferring plasticity to green paste and is the precursor of mullite crystals. The fluxing agent is feldspar and the filler is quartz, which most likely leads to higher strengths of the unfired tiles. Firing bodies containing these three components exhibit a grain and bond microstructure, which consists of coarse quartz grains joined by a finer bond or matrix that contains mullite crystals and a glassy phase [1-7].
Aluminium Titanate (Al2TiO5) exhibits strength thermal shock resistance and low thermal conductivity, chemical resistance in molten metals. Aluminium Titanate (Al2TiO5) ceramics have low thermal expansion coefficient, low thermal conductivity and excellent thermal shock resistance enabling them for applications in glass, manufacturing industries. These properties and the thermal shock resistance make Al2TiO5 a promising candidate reinforcement in ceramic systems, whereas the expansion coefficient of Al2TiO5 is anisotropic and shows large mismatch with matrix alumina [2, 8-11].
Mullite is the unique stable intermediate crystalline phase of the binary system Al2O3 - SiO2. Mullite (3Al2O3· 2SiO2) is a good and low-cost refractory ceramic. Its applications have very large area in refractory field to technical applications. Mullite ceramics have many desirable properties and very good thermo-mechanical properties such as excellent high-temperature strength and creep resistance, good thermal and chemical stability. Its thermal expansion coefficient is relatively low leading to a good thermal shock resistance [12-19].
Ceramic materials can significantly improve the response of parts for applications involving contact loadings because of their high hardness, low friction, excellent corrosion resistance and ability to operate under high temperatures. Wear of ceramics are anisotropic and relate to crystal structure as with metals [18-25].
Consequently, the main objective of the present study is to investigate the influence of Aluminium Titanate (Al2TiO5) and Mullite (3Al2O3·2SiO2) phases added within porcelain on the wear behaviour of porcelain. On the other hand, physical (density, water absorption and porosity) and other mechanical (hardness, bending strength) properties of ceramic composite materials to be produced under different sintering conditions will also be examined.
In this study, aluminium titanate and mullite added porcelain ceramic composites were produced by the traditional ceramic production process. The powders (Porcelain, Al2O3, SiO2, and TiO2) used in this study were obtained from the Eczacıbaşı (Eczacıbaşı Esan, Turkey). The mixtures were prepared by mechanical alloying method in acetone environment with alumina ball mill. The powders were dried in oven at 110 ºC for 24 h before mixing. Aluminium Titanate (Al2TiO5) and Mullite (3Al2O3·2SiO2) ceramic powders were synthesized by reaction sintering from Al2O3, SiO2 and TiO2 powders consisting of homogenization by wet ball milling. Aluminium Titanate (Al2TiO5) and Mullite (3Al2O3·2SiO2) ceramic powders were synthesized in air at 1,550 oC and 1,400 oC for 2 h, respectively. Then, the ceramic phases formed were made ready by crushing, grinding and screening processes. Then 0 and 20% by weight aluminium titanate (AT) and mullite (M) doped porcelain mixtures were prepared by powder metallurgy method (hereinafter these mixtures will be named P, PM, PAT and PMAT respectively). The prepared mixtures were wet milled with alumina ball mill for 3 h and sieved. After drying, the powders were compacted to preforms of 56x12x10 mm by uniaxial pressing at 200 MPa. The green compacts were sintered at 1,100-1,200 oC for 1-5 h in air conditions using a heating rate of 5 oC min-1 in a high temperature furnace (Protherm Furnace).
The densities, porosity and water absorption of the sintered specimens were measured by the Archimedes method. The morphological parameters of the different phases were characterized by using a semiautomatic image analyser, EDX and the formed phases were analysed by X-ray powder diffractometer (Rigaku, Dmax, IIIC) using Cu Kα radiation. The microstructural characterization of the sintered samples was carried out using scanning electron microscopy (SEM, Tescan Mira). Micro hardness tests (Shimadzu, HMV-MIII) were measured on the polished surface of the samples at room temperature. At least six individual tests with a peak load of 1,000 g and a loading time of 20 s were performed for each set of composites. Plint brand abrasion tester was used for the abrasion tests of ceramics. Steel disc was used as wear disc. Wear tests were performed on each sample at 5, 10, 15 and 20 minute wear duration and 70, 90, 120 N force.
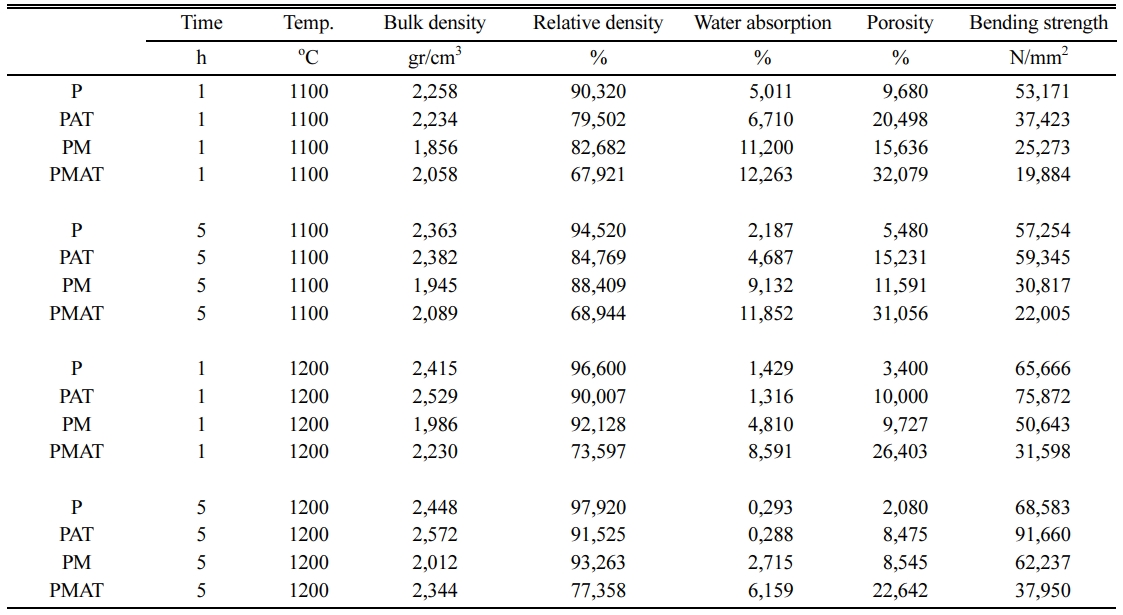
The physical properties of mullite and aluminium titanate-reinforced porcelain ceramics samples, sintered at 1,100-1,200 oC for 1-5 h are given in Table 1 [2, 3, 5, 7, 14].
As the temperature and sintering time increases, the density, relative density and strength are increasing, while the water absorption and porosity decreases. Relative density decreased with the addition of Aluminium Titanate (Al2TiO5) and Mullite (3Al2O3·2SiO2). Water absorption and porosity increased with the addition of Aluminium Titanate (Al2TiO5) and Mullite (3Al2O3·2SiO2). In the strength measurements, increased sintering temperature and time increased with the addition of AT added porcelain, while there was some decrease in the porcelain with M addition. The variation in bulk density with heating temperature is given porcelain compositions showed an increasing trend in their bulk density with temperature due to increased consolidation with temperature. Also, Firat at al. stated that the effect of sintering temperature on the apparent porosity that reduces with increasing sintering firing temperature in all porcelain compositions [28, 30]. Similarly, Koca et al. reported that densifications increase with the increase of sintering time in general [29, 30].
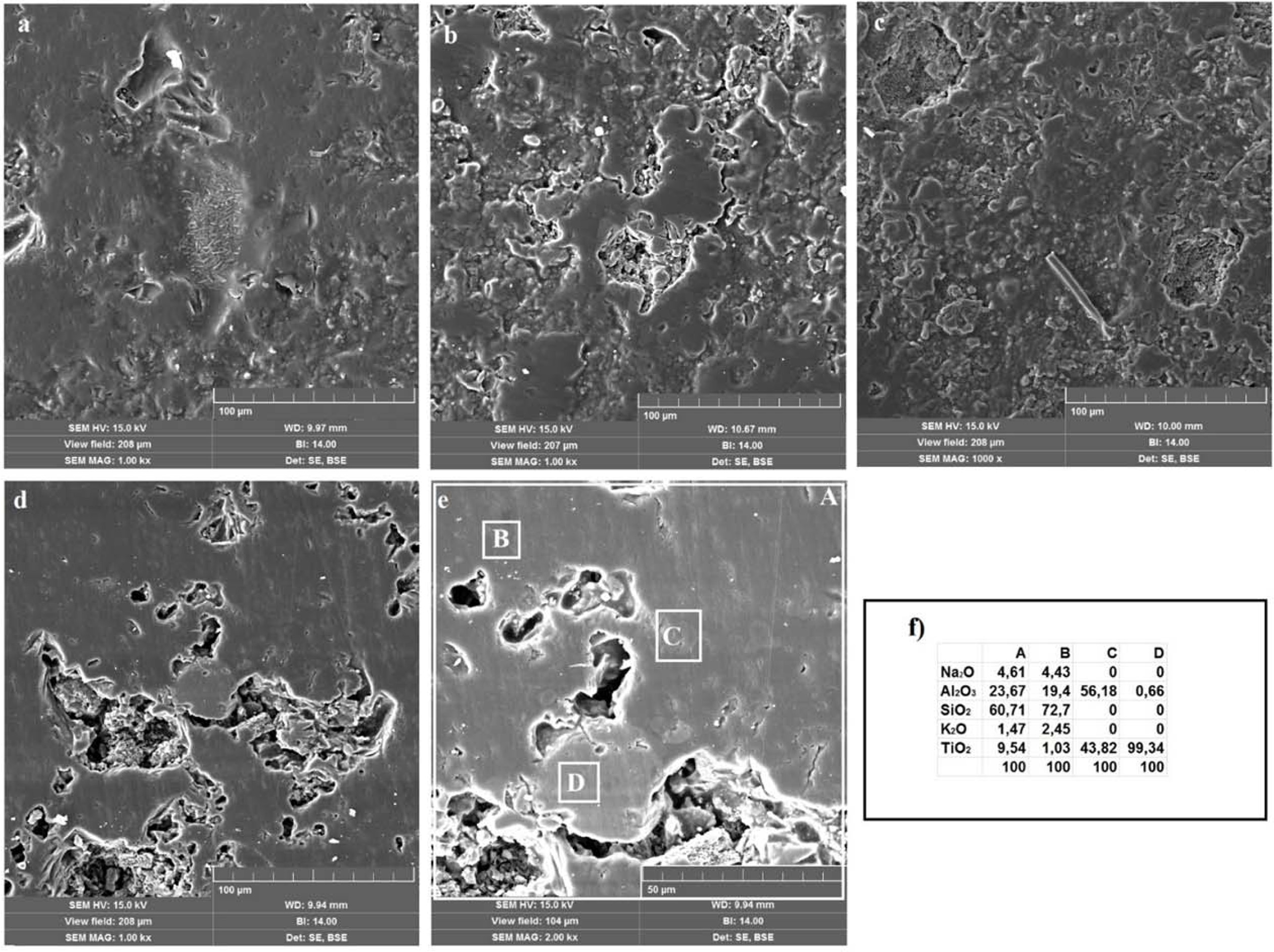
Figs. 1(a-d) are typical SEM micrographs taken from the surfaces of Aluminium Titanate (Al2TiO5) and Mullite (3Al2O3·2SiO2)-reinforced porcelain ceramic composite samples (P, PAT, PM and PMAT). It can be seen that P appears to be denser and to have fewer pores than the samples PAT and PM. Approximately 40% of the P samples are more intense in the vitreous phase. Aluminium titanate and mullite are uniformly dispersed in the porcelain matrix. The addition of aluminium titanate and mullite influences the grain structure, as can be seen in the microstructures of the composites. The grain size grows, as the dosage of aluminium titanate and mullite increases. Figs. 1(e) and 1(f) shows the microstructure of PMAT sample used for phase analysis with EDS. Analysis has revealed that the matrix consists of mullite, quartz and aluminium titanate phases, the A, B and C areas demonstrated porcelain, aluminium titanate and mullite, which consist of K, Al, Si, O and Ti [2, 3, 5, 7, 15].
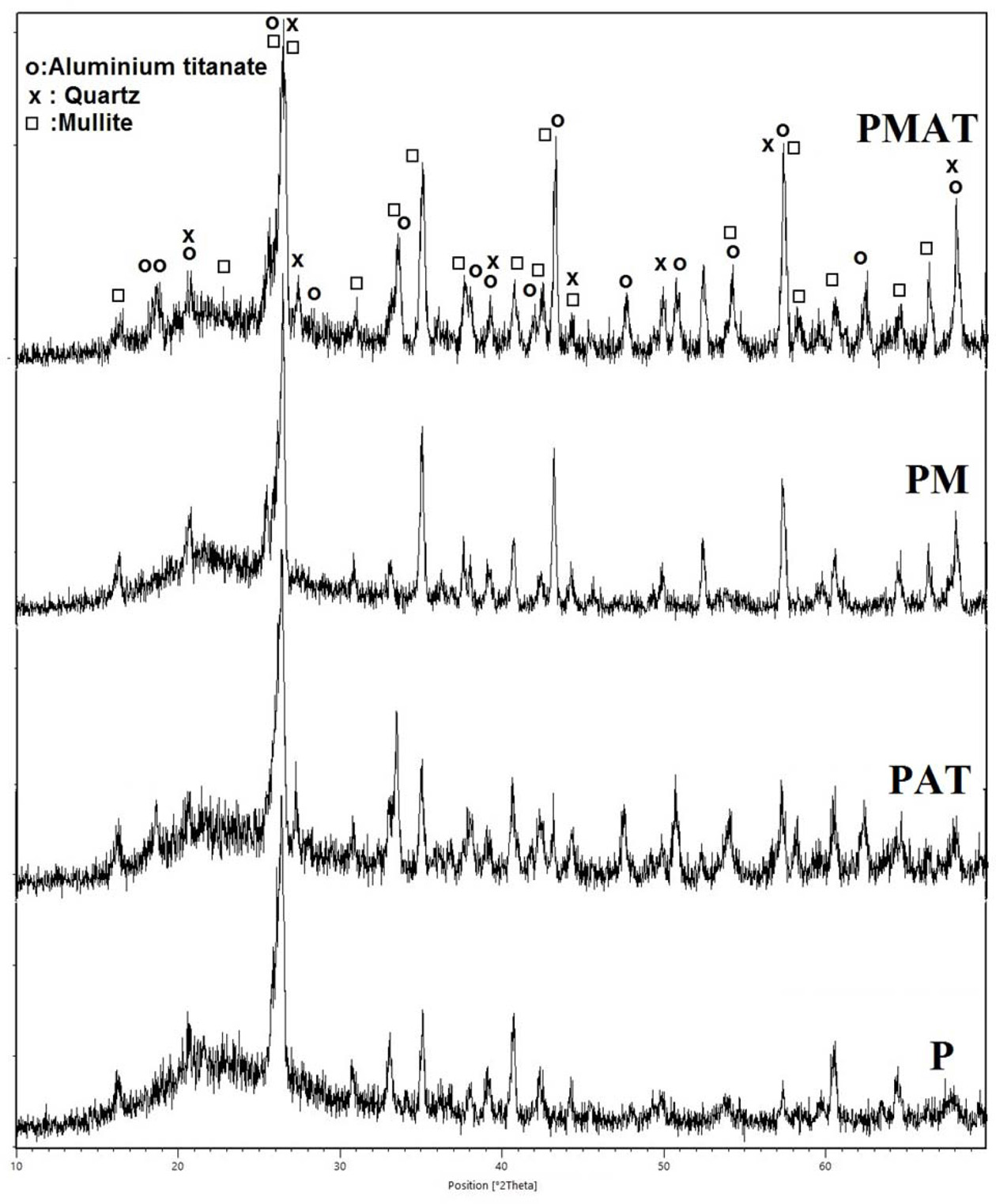
Fig. 2 shows the representative XRD patterns of the ceramic composites (namely P, PAT, PM and PMAT) which were sintered at 1,200 oC for 5 h. XRD patterns of the resultant Aluminium Titanate (Al2TiO5) and Mullite (3Al2O3·2SiO2)-reinforced porcelain ceramic composites revealed that the main phases are Aluminium Titanate (Al2TiO5, PDF card No. 01-070-1434), Mullite (3Al2O3.2SiO2, PDF card No. 00-015-0776) and quartz (SiO2, PDF card No. 01-078-1252). In Fig. 2, the XRD pattern of the pure porcelain (P, PAT and PM) ceramic conform with that in the literature. The Al2TiO5 and mullite phases became present in the pattern of the PAT and PM sample first, while an addition of 20 wt. % Al2TiO5 and mullite completed [2, 3, 5, 7, 12-15].
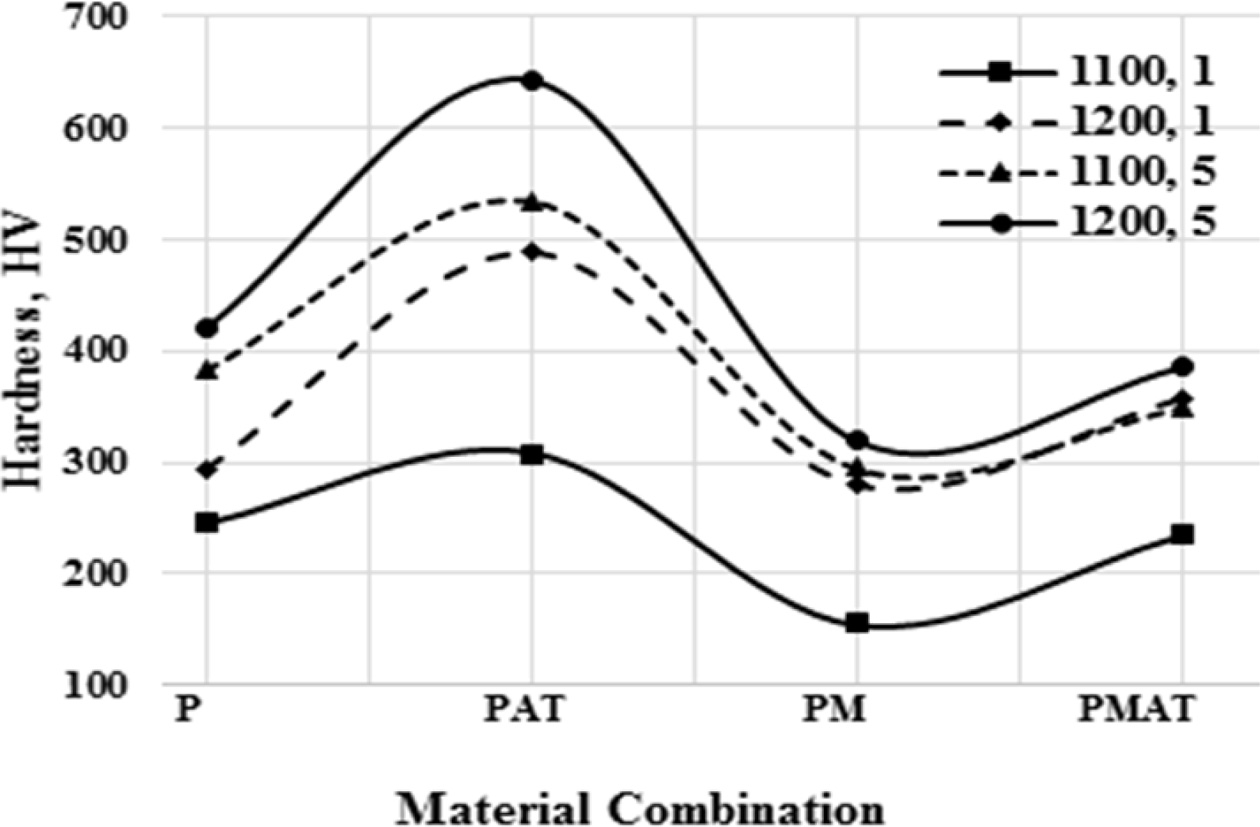
Fig. 3 shows micro hardness plots for the P, PAT, PM and PMAT ceramic composites sintered at 1,100-1,200 oC for 1-5 h. Micro hardness (Shimadzu, HMV) was measured on the polished surface of the samples at room temperature. As the temperature and sintering time increased, the hardness of the all samples increased. In the hardness measurements, increased sintering temperature and time increased with the addition of AT added porcelain, while there was some decrease in the porcelain with M addition.
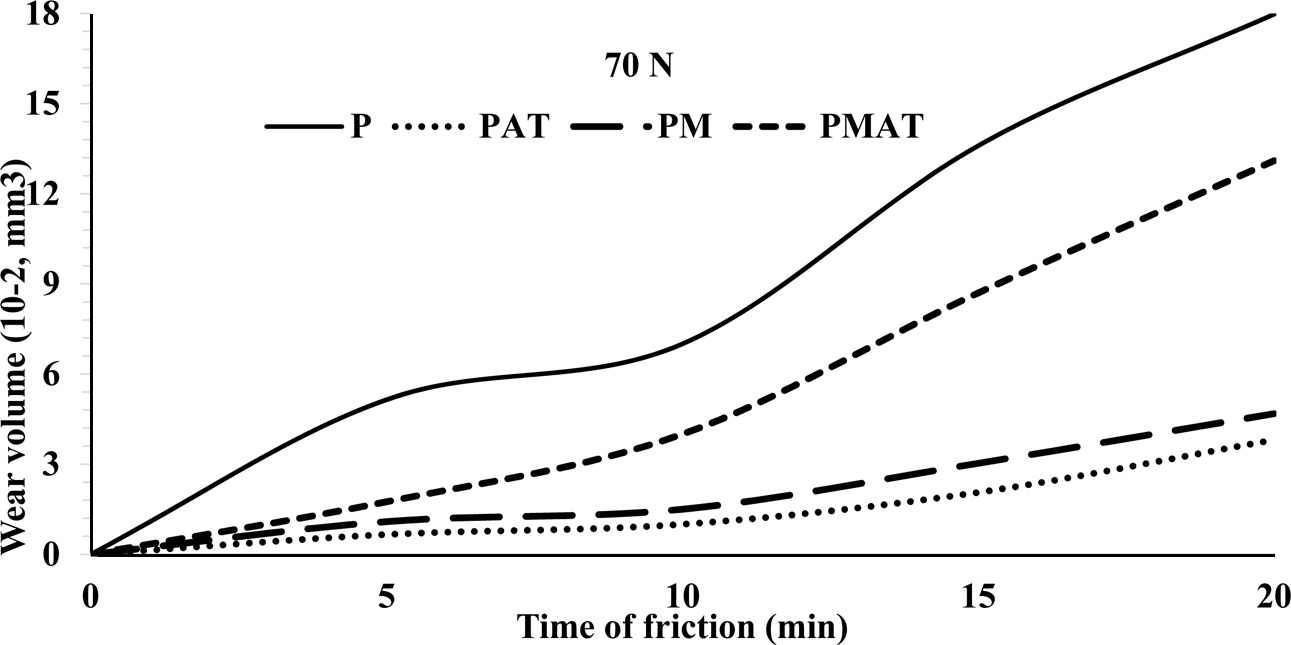
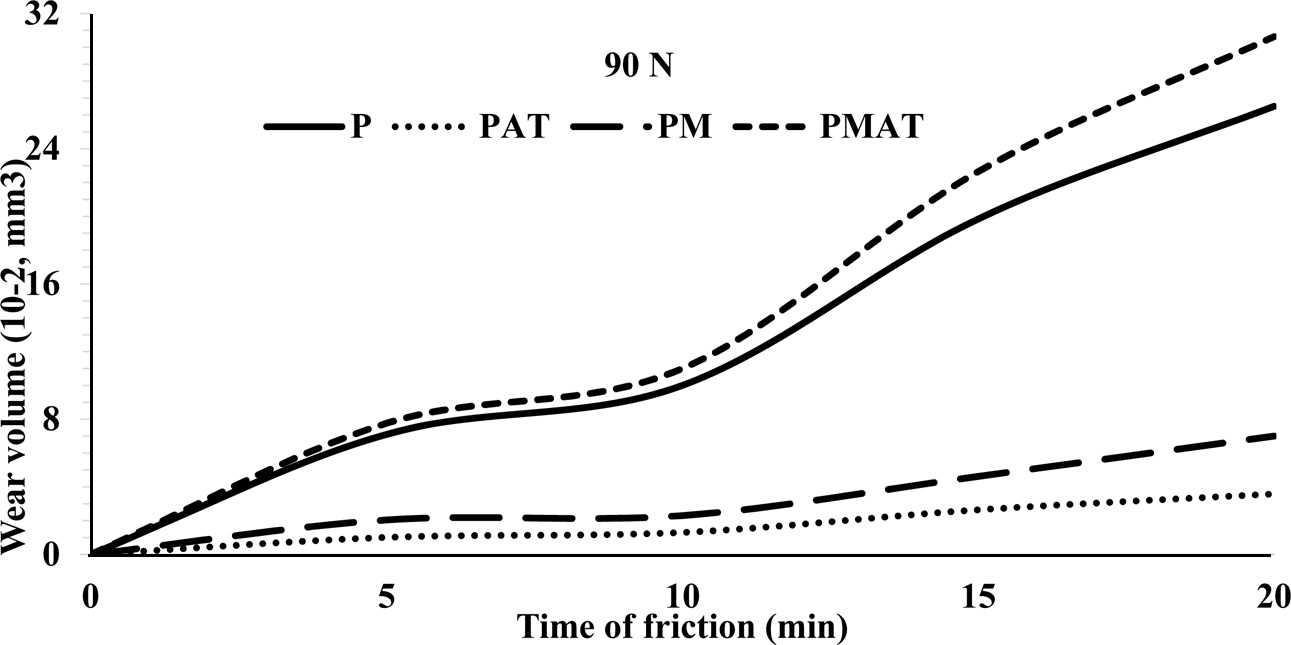
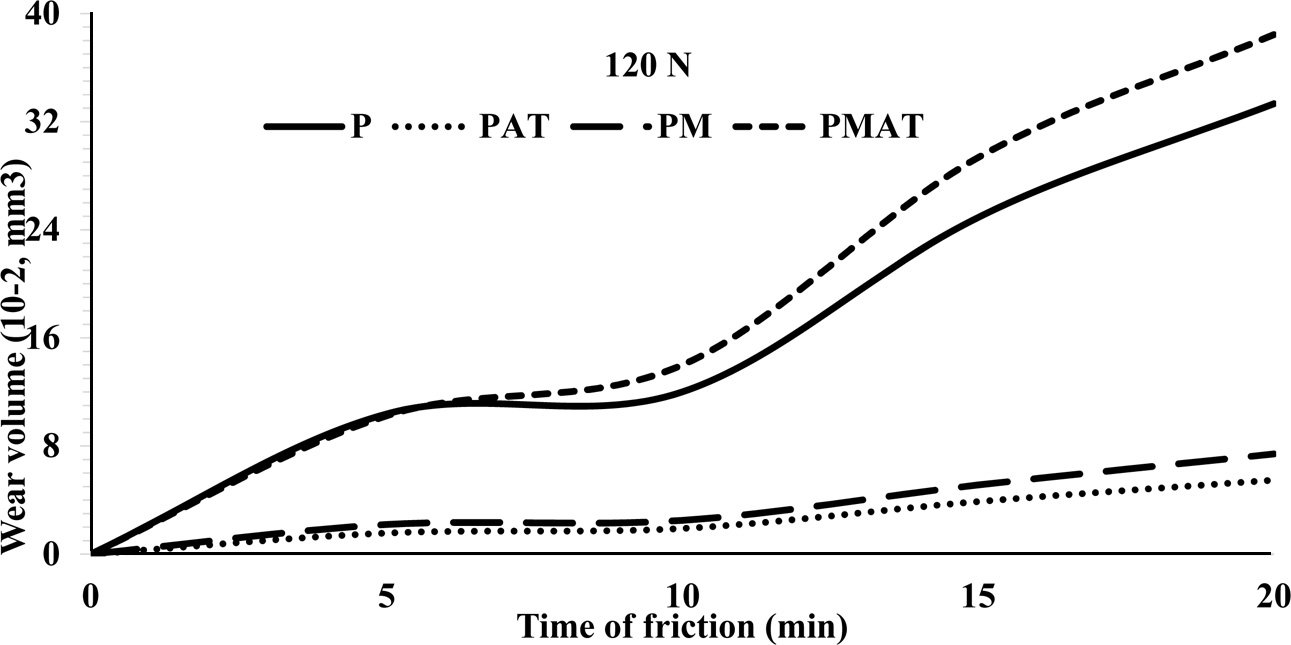
Plint brand abrasion tester was used for the abrasion tests of ceramics. Steel disc is used as wear disc. Wear tests were performed on each sample at 5, 15, 20 min wear duration and 70, 90, 120 N force (550 rpm constant speed). First, the specimen was measured with a precision scale of 0.0001 g, and the amount of wear was determined by measuring again after the specified wear time. The wear results are shown in Fig. 4, 5 and 6.
As the load and time increased in all samples, the amount of wear increased. Zhang et al. concluded that the specific wear rate of B4C-SiC ceramics increased with the increase in load [31]. Similarly, Akkus et al. found that the wear rate increased with increasing wear load and load application time. [20]. The wear volume in the P specimen under 70 N load for 5 min was 5.15 x 10-2 mm3 while it reached 33.33 x 10-2 mm3 at 20 min under 120 N load. The wear volume in the PAT specimen under 70 N load for 5 min was 0.66 x 10-2 mm3 while it reached 5.48 x 10-2 mm3 at 20 min under 120 N load. The wear volume in the PM specimen under 70 N load for 5 min was 1.09 x 10-2 mm3 while it reached 7,41 x 10-2 mm3 at 20 minutes under 120 N load. The wear volume in the PMAT specimen under 70 N load for 5 min was 1,75 x 10-2 mm3 while it reached 38,44 x 10-2 mm3 at 20 min under 120 N load. While M and AT additive improved the wear characteristics of porcelain, P and AT had negative effects on two-in-one wear [20-22].
|
Fig. 1 SEM images of (a) Porcelain (P), (b) Porcelain- aluminium titanate (PAT), (c) Porcelain - Mullite (PM) and (d) Porcelain – Aluminium titanate - mullite (PMAT) ceramic composites obtained. Samples were sintered at 1,200 oC for 5 h. (e) PMAT ceramic sample at 2000× (f) Representative result of EDX analyses performed on the PMAT sample sintered at 1,200 oC for 5 h. |
|
Fig. 2 XRD patterns: Porcelain (P), Porcelain - aluminium titanate (PAT), Porcelain - Mullite (PM) and Porcelain – Aluminium titanate - mullite (PMAT) ceramic composites after sintering at 1,200 oC for 5 h. |
|
Fig. 3 Micro Vickers hardness values of the specimens. |
|
Fig. 4 Wear rates in 70 N. Wear force: Porcelain (P), Porcelain - aluminium titanate (PAT), Porcelain - Mullite (PM) and Porcelain – Aluminium titanate - mullite (PMAT) ceramic composites after sintering at 1,200 oC for 5 h. |
|
Fig. 5 Wear rates in 90 N. Wear force: Porcelain (P), Porcelain - aluminium titanate (PAT), Porcelain - Mullite (PM) and Porcelain – Aluminium titanate - mullite (PMAT) ceramic composites after sintering at 1,200 oC for 5 h. |
|
Fig. 6 Wear rates in 120 N. Wear force: Porcelain (P), Porcelain - aluminium titanate (PAT), Porcelain - Mullite (PM) and Porcelain – Aluminium titanate - mullite (PMAT) ceramic composites after sintering at 1,200 oC for 5 h. |
|
Table 1 Bulk density and porosity, relative density and water absorption values of the mullite and aluminium titanate-reinforced porcelain ceramics obtained. |
The effects of load and time on the wear properties of porcelain ceramic composites with aluminium titanate and mullite were studied. The following results were obtained:
1. Aluminium Titanate (Al2TiO5) and Mullite (3Al2O3· 2SiO2) ceramics were synthesized by reaction sintering from Al2O3, SiO2 and TiO2 powders which consisted of homogenization by wet ball milling followed by sintering Al2TiO5 (AT) and 3Al2O3·2SiO2 (M) in air at 1,550 oC and 1,400 oC for 2 h, respectively.
2. Aluminium Titanate (Al2TiO5) and Mullite (3Al2O3· 2SiO2) added porcelain ceramic composites have been prepared by powder metallurgy process.
3. Generally, As the sintering temperature and sintering time increases, the density, relative density and strength increased, while the water absorption and porosity decreased.
4. In the strength measurements, increased sintering temperature and time increased with the addition of AT added porcelain, while there was some decrease in the porcelain with M addition.
5. Aluminium titanate and mullite are evenly distributed in the porcelain matrix. Phase analysis has revealed that the matrix consists of mullite, quartz and aluminium titanate phases.
6. As the temperature and sintering time increased, the hardness of the all samples increased. In the hardness measurements, increased sintering temperature and time increased with the addition of AT added porcelain, while there was some decrease in the porcelain with M addition.
7. As the load and time increased in all samples, the amount of wear increased. The wear volume in the P specimen under 70 N load for 5 min was 5.15 x 10-2 mm3 while it reached 33.33 x 10-2 mm3 at 20 min under 120 N load. The wear volume in the PAT specimen under 70 N load for 5 min was 0,66 x 10-2 mm3 while it reached 5,48 x 10-2 mm3 at 20 minutes under 120 N load. The wear volume in the PM specimen under 70 N load for 5 min was 1.09 x 10-2 mm3 while it reached 7.41 x 10-2 mm3 at 20 min under 120 N load. The wear volume in the PMAT specimen under 70 N load for 5 min was 1.75 x 10-2 mm3 while it reached 38.44 x 10-2 mm3 at 20 min under 120 N load. While M and AT additive improved the wear characteristics of porcelain, M and AT had negative effects on two-in-one wear.
- 1. O. Turkmen, A. Kucuk, and S. Akpinar, Ceram. Inter. 41[4] (2015) 5505-5512.
-

- 2. M. Saclı, U. Onen, and T. Boyraz, Acta Physica Polonica A. 127[4], (2015) 1133-1135.
-
- 3. S. Kitouni, and A. Harabi, Cerâmica, 57[344] (2001) 453-460.
-
- 4. S.Y.R. Lopez, J.S. Rodriguez, and S.S. Sueyoshi, J. Ceram. Process. Res. 12[3] (2011) 228-232.
- 5. J. Martin-Marquez, J.M. Rincon, and M. Romero, Ceram. Int. 34[8] (2008) 1867-1873.
-
- 6. J. Martin-Marquez, A.G. De la Torre, M.A.C. Aranda, J.M. Rincon, and M. Romero, J. Am. Ceram. Soc. 92[1] (2009) 229-234.
-
- 7. Y. Iqbal, and E.J .Lee, J. Am. Ceram. Soc. 83[12] (2000) 3121-3127.
-
- 8. I. Kucuk, T. Boyraz, H. Gokce, and M.L. Ovecoglu, Ceram. Inter. 44[7] (2018) 8277-8282.
-
- 9. E. Ozsoy, U. Onen, and T. Boyraz, Acta Physica Polonica A 127[4] (2015) 1136-1138.
-
- 10. E. Çitak, and T. Boyraz, Acta Physica Polonica A 125[2] (2014) 465-468.
-
- 11. U. Önen, and T.Boyraz, Acta Physica Polonica A 125[2] (2014) 488-490.
-
- 12. E.J. Lee, and Y. Iqbal, J. Eur. Ceram. Soc. 21[14] (2001) 2583-2586.
-
- 13. J. Martin-Marquez, J.M. Rincon, and M. Romero, J. Eur. Ceram. Soc. 30[7] (2010) 1599-1607.
-
- 14. Z. Aslanoglu, and A. Sesver, J. Aust. Ceram. Soc. 53[2] (2017) 933-938.
-
- 15. A. Kalemtaş, N. Özey, M. Türkay, and A. Aydin, J. Aust. Ceram. Soc. 54[3] (2018) 545-555.
-
- 16. N. Montoya, F.J. Serrano, M.M. Reventós, J.M. Amigo, and J. Alarcón, J. Eur. Cer. Soc. 30[4] (2010) 839-846.
-
- 17. H. Yahya, M.R. Othman, and Z.A. Ahmad, Procedia Chemistry 19 (2016) 922-928.
-
- 18. F. Chargui, M. Hamidouche, H. Belhouchet, Y. Jorand, R. Doufnoune, and G. Fantozzi, Boletin De La Sociedad Española De Cerámica Y Vidrio 57[4] (2018) 169-177.
-
- 19. M.F. Serra, M.S. Conconi, M.R. Gauna, G. Suárez, E.F. Aglietti, and N.M. Rendtorff, J. Asian Cer. Soc. 4[1] (2016) 61-67.
-
- 20. A. Akkus, and T. Boyraz, J. Ceram. Proc. Res. 19[3] (2018) 249-252.
- 21. D.H. Buckley, and K. Miyoshi, Wear 100[1-3] (1984) 333-353.
-
- 22. Y. Kong, Z. Yang, G. Zhang, and Q. Yuan, Wear 218[2] (1998) 159-166.
-
- 23. C. Baudín, A. Tricoteaux, and H. Joire, J. Eur. Ceram. Soc. 34[1] (2014) 69-80.
-
- 24. H.Y. Yu, Z.B. Cai, M.H. Ren, M. H. Zhu, and Z.R. Zhou, Wear 261[5-6] (2006) 611-621.
-
- 25. S. Bueno, L. Micele, C. Melandri, C. Baudin, and G. Portu, J. Eur. Ceram. Soc. 31[4] (2011) 475-483.
-
- 26. S. Taktak, and M. S. Baspinar, Materials and Design, 26[5] (2005) 459-464.
-
- 27. H. H. Luo, F. C. Zhang, and S. G. Roberts, Materials Science and Engineering A, 478[1-2] (2008) 270-275.
-
- 28. F. A. Firat, E. Ercenk and S. Yilmaz, J. Ceram. Proc. Res., 13[6] (2012) 756-761.
- 29. Ç. Koca, N. Karakus, N. Toplan, and H. Ö. Toplan, J. Ceram. Proc. Res., 13[6] (2012) 693-698.
- 30. C. Baudín, A. Tricoteaux, and H. Joire, J. Eur. Ceram. Soc. 34[1] (2014) 69-80.
- 31. W. Zhang, S. Yamashita, and H. Kita, J. of Asian Ceram. Soc. 8[3] (2020) 586-596.
-
 This Article
This Article
-
2021; 22(2): 226-231
Published on Apr 30, 2021
- 10.36410/jcpr.2021.22.2.226
- Received on Oct 30, 2020
- Revised on Feb 1, 2022
- Accepted on Feb 5, 2021
Services
Shared
Correspondence to
- A. Akkus
-
Cumhuriyet University, Department of Mechanical Engineering, Sivas, Turkey
Tel : +90 530 527 6051 - E-mail: aakkus@cumhuriyet.edu.tr
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr