





- Synthesis and mechanical characterization of alumina based composite material for armor application
Muhammad Shahida, Rizwan Ahmed Malika,*, Hussein Alrobeib,*, Jaehwan Kimc, Muhammad Latifc, Azhar Hussaina, Muhammad Uzair Iqbala and Azeem Hafizb
aDepartment of Metallurgy and Materials Engineering, University of Engineering and Technology, Taxila, 47050, Pakistan
bDepartment of Mechanical Engineering, College of Engineering, Prince Sattam bin Abdul Aziz University, AlKharj 11942, Saudi Arabia
cCenter for Nanocellulose Future Composites, Department of Mechanical Engineering, Inha University, 100 Inha-Ro, Michuhol-Ku, Incheon 22212, South KoreaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
This study focuses on development of advance ceramic with improved toughness which can be used as armor material for personnel protection. Toughness is the characteristics that defines material resistance to fracture. Ceramics are important class of materials with combination of good strength, toughness and with stand multiple-striking. In this study, three different samples i.e. alumina, Zirconia toughened alumina (ZTA), and alumina incorporated with SiC (SiCA); hexagonal shape samples were made by dry pressing and sintered at 1600 oC in argon atmosphere. Microstructural characterization: SEM and Optical microscopy demonstrated fine grain size distribution in matrix phase. BSE images confirmed the presence of ZrO2 particles. High porosity of about 6.35% was observed in SiCA samples. EDX analysis confirms the composition. Mechanical characterization showed improved toughness at the expense of hardness. SiCA samples showed maximum value of hardness while ZTA showed maximum toughness of 4.6 MPa·m1/2. The obtained properties are comparable to other ceramic materials prepared by different methods
Keywords: Ceramic Matrix Composites, Zirconia Toughened Alumina, Dry Pressing, Mechanical Characterization
Engineering ceramics show excellent mechanical properties (e.g., hardness, high strength, and stiffness) over a broader range of temperatures and are suitable for high temperature applications such as fabrication processes of advance functional materials to be used in various fields i.e. electronic industry, automotive and aerospace industry etc. [1-4]. As firearms are becoming increasingly sophisticated, sufficient efforts have been made to improve armor ballistic performance, with ceramic materials at the forefront of such studies at the moment. Such initiatives focused on improving processing and reinforcing microstructure and most importantly improving toughness. Although, steel is thought to be a major material used in armor system due to its excellent mechanical properties, but lighter composites and ceramics are gaining the ground. Similarly guns now days in use are capable of producing multiple shots at a time. Therefore in case of steel multihit properties are diminishing one[5].
Al2O3, B4C SiC, and ceramic matrix composites (CMCs) such as Al2O3/ZrO2 are the major ceramics materials that are commonly used for ballistic armor’s production. Ceramic composite materials are presently being developed to reduce weight, price and to improve ballistic performance. The major drawbacks of ceramics armor are manufacturing hindrance, comparatively high cost and difficulty in predicting the ballistic efficiency. Fracture strength of more than 1 GPa and fracture strength of 4.7 MPa·m1/2 was reported [6,
7]. For that purpose many of scholars and manufacturer are working to enhance the strength and fracture toughness of ceramics but not at the expense of weight.Al2O3 is thought to be potential candidate for ballistic application because of its low cost to benefit ratio and ease of processing, high modulus of elasticity and high hardness [8]. However, the ballistic efficiency of alumina is lower as compared to SiC and B4C because of poor fracture and bending strength. Such properties can be improved by addition of tetragonal zirconia/SiC/CNTs and/or developing the CMCs structures.
Zirconia toughened Alumina (ZTA) is the composite of zirconia and alumina which results improved fracture toughness and bending strength. This increased toughness is mainly because of phase transformation of zirconia from tetragonal to monoclinic associated with expansion and generation of compressive strength [9].D. Casellas et al studied the influence of ZrO2 particle on toughness of monolithic Al2O3 tiles and a ZrO2 toughened Al2O3 (ZTA) composite was studied as a result of different heat treatments. It was observed that the addition of ZrO2particles results in an increase in the toughness of the fracture relative to that shown by the matrix of Al2O3. Also microstructural coarsening within ZTA results in an increase in fracture toughness primarily associated with the impact of ZrO2 particle size on the transformability of their stage.it was concluded that grain growth of a Al2O3 matrix is hindered effectively by ZrO2 particle. Also by adding ZrO2particles to a Al2O3 matrix leads to a reduction in hardness which is associated with tetragonal ZrO2 reduce hardness relative to Al2O3. The increased transformation potential of ZrO2 resulting from heat treatment leads to a further reduction in hardness but the toughness increases. This increase in toughness is due to the coarsening of ZrO2 particles [10]. Tadashi Hotta et.al. Studied the effect of coarse particle on strength and microstructure of sintered alumina bodies manufactured by slip casting. Agglomerates particles were added in slurry just before casting. Facture toughness and strength were examined [11, 12]. Penetration tests have been performed on four different ceramic materials, including alumina, modified alumina, silicon carbide and boron carbide, in support of improved personal armor protection. The results are described in terms of ballistic efficiency, and the validity of using ballistic efficiency as a measure of ceramic performance has been tested. Furthermore, the association between the properties of ballistic efficiency and ceramic materials, such as elastic modulus, hardness, spall strength and Hugoniot, Elastic Limit, was considered [13-15]. A study was made by Silva et al. [16], with the aim to find out the ballistic performance and mechanical characterization of Al2O3 based armor plate. Different composition varying Al2O3 contents were processed and sintered in furnace at 600 oC for up to 6 h and reported improved. Momohjimoh et al. [17], study focuses on the recent development in the synthesis of alumina-SiC nanocompoiste which can alter the mechanical and thermal properties of alumina. Adding SiC to alumina alters the fracture mode from intergranular to transgranular as a result of grain boundary strengthen. SiC nanoparticles also inhibit grain boundary movement in alumina matrix. This refinement in microstructure by SiC addition is deemed to the unusual increase in strength and hardness of alumina SiC nanocompoiste. In addition, different combinations of ceramic matrix composites were studied and effect of reinforced particles on base matrix were investigated. Nihara et.al reported that addition of SiC in alumina can enhance the fracture strength and toughness.Aluminum creep resistance was also found to increase with the addition of 5 wt percent of SiC.Fibres or nanotubes with characteristic dimensions of less than 100 nm, nanocompoiste can be defined as a composite system consisting of a matrix and homogeneously dis- persed phase particles [18].Alumina based nanocompoiste which are developed by adding suitable nanoparticles or fibres in the second phase can have improved performance in comparison to alumina, mechanically and functionally. Many other materials, have been used to reinforce alumina including titanium carbide (TiC) [19], silicon nitride (ZrO2) [20] titanium nitrite (TiN) [12] titanium oxide (TiO2) and silicon carbide (SiC) [17]. Seung et.al proposed a novel way to manufacture CNTs reinforced alumina nanocompoiste by molecular mixing method [21].Several attempts have been made to produce CNT / alumina nanocompoiste with improved hardness and toughness [22-24]. However, as mentioned earlier mechanical properties of CNT / ceramic nano- compoiste are much lower than predicted or much worse than monolithic ceramics in some cases [22-25].
Badmos and Douglas et al., [26] investigated and characterized the structural Al2O3 ceramics for ballistic armor and wear application manufactured by slip casting and dry processing method. Characterization was done in term of fracture toughness, hardness, elastic modulus and microstructural characteristics. It was found that with increasing hardness fracture toughness decreases for a given composition. It was also noted that the samples prepared by dry processing showed lower fracture toughness and higher hardness for same Al2O3 percentage. In the study done by Zhang et al. [27, 28], high purity alumina was incorporated with oxides of zirconia and magnesia. Samples were then sintered and machined as per experimental scheme. Adding Al2O3 in alumina ceramic usually improves its toughness but decreases its hardness. Improved toughness of the ceramic, particularly in the anti-penetration phase, is much needed to have both beneficial and detrimental effect.
As ceramic materials show low density, high compression strength with good durability; these are being used extensively in aircraft frames, armor systems, tanks, and combat vehicles. However, ceramic being naturally brittle with low toughness, limits their applications. This limitation can be overcome by making ceramic matrix composite by addition of some second phase particles i.e. tetragonal zirconia, silicon carbide (SiC) nanoparticles etc. It is found that the investigation of a ceramic matrix composite comprises of alumina as a matrix material reinforced with SiC and Zirconia made by dry pressing in argon atmosphere, their microstructural study, investigation of toughness and hardness properties and their systematic comparison are a new field yet to be explored.
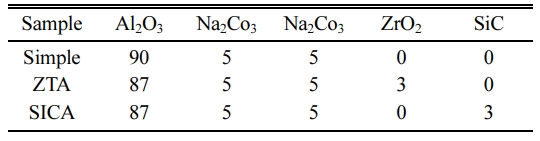
Alumina was chosen as a base material because of its ease of processing. Alumina were doped with tetragonal zirconia and silicon carbide. The slip containing com- position (Table 1) was first dried and were then dry pressed at 110 MPA. The pressed samples were then sintered in argon atmosphere at 1600 oC.
Material selection
As discussed above by comparing the properties of most commonly used ceramic material for armor application, alumina is found to be the most suitable because of its easily process ability and comparable properties in accordance with the other two.ie Boron carbide and silicon carbide. Al2O3 Is probably the most commonly available ballistic ceramic due to its low cost and easy availability. It has overall good ballistic efficiency even gains the tungsten core bullet and it can be used against small caliber mild steel ammunition. It can easily be found in purity ranging from 90 to 100% but the composition between 96 to 99.8% shows excellent price and performance ratio.it can also be provided with zirconia content that increases the ballistic efficiency but at the cost of density. Alumina powder was bought from a local vendor with particle size of about 6 mm. (Fig. 1)
Slip preparation
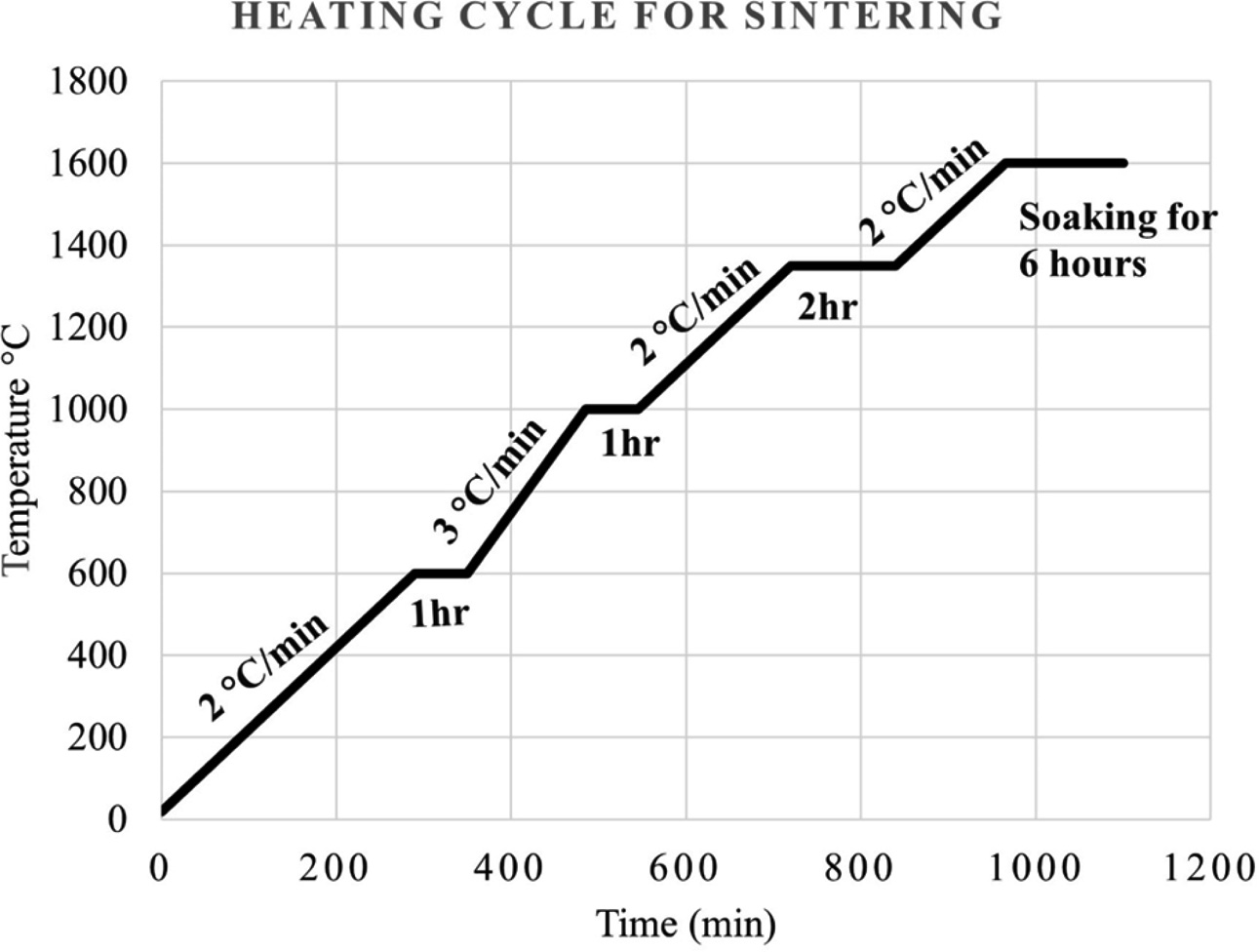
Slip was made using Alumina powder as raw material with distilled water/ethanol, binder and different additives were put in a cylindrical shell that contains manganese steel balls. In the light of the work done by researcher’s sodium carbonate was used as a binder from 3 to 5%. It was made to rotate at 68 rpm for homogenized mixing of the composition. This process was kept continued from 6 to 30 h. Three compositions were made as given in table 1, that were named as; sample containing alumina is named as Simple, sample containing ZrO2 named as (ZTA) and samples incor- porated with SiC is named as (SiCA). Slip made was then poured to plaster of Paris mold and was kept in air for 24 h for partial drying. The slip was then removed in a box upon removal of the moisture and is then processed further. After complete drying of the slip product it was then pressed to desire Shape/geometry. Pressing of ceramic powder was done using hydraulic press at 2500 psi. The pressed product has the thickness in the range of 10 mm. Green density was measured which was found quite relative to the desired one. The samples were then loaded into a vacuum sintering furnace having argon atmosphere and were sintered at 1600 oC with prescribed heating rate. The sample were given soaking time of about 6 h. The sintering cycle used was as fallows in Fig. 2.
Physical properties characterization
As known, it is important to inspect and test the ceramics to ensure the final product. To check the physical properties i.e., apparent density bulk density relative density and apparent porosity were measured.
Density measurement
Density was measured by displacement method in which test specimen were suspended in water and the weight known as suspended weight (s) was measured. After this samples were taken out of the water and the dry weight was measured in air. This weight is called soaked weight (w). Bul1k and the apparent density is calculated as [29, 30]
Distilled water was used as media in this case having density of 1.00 g/cm.
Relative density was also found by the formula [30]

Porosity measurement
Porosity was determined using equation [31]

Mechanical characterization
Hardness measurement
Sample Hardness was measured by Vickers hardness tester using diamond indenter. The diagonal measurement of indentation was measured by using the micrometer fixed on the machine. The results were calculated by machine automatically. The micro hardness profile of three different types of samples were measured from center to both sides. Almost 6 indents were made on each sample after every 2 mm. The force of indentation was selected 1470N. Vickers hardness number will be determined by the following formula [32]

Here P is the load indentation and d are the diagonal size.
It can also be calculated by

Toughness measurement
Cracks from the Vickers indentations were used to measure the fracture toughness by Anstis method. Fracture toughness was estimated by Vickers indentation method and is termed as Kc or Kic fracture toughness can be calculated in N/m1.5 using Anstis method given by Eq. (7).

Here,
H is hardness in GPa
E is the modulus of elasticity in GPa
P is the Indentation load in N
C Crack length in m
E and H can also be written in combined form as

|
Fig. 1 Sintering cycle. |
|
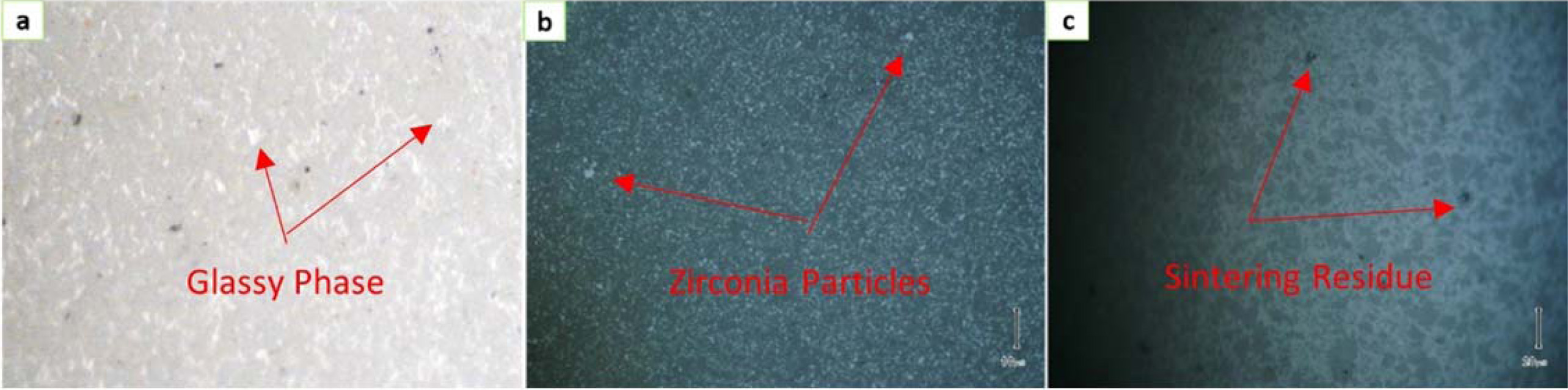
Fig. 2 Optical micrographs of simple alumina (a), ZTA (b), SiCA (c). |
Density and porosity measurement
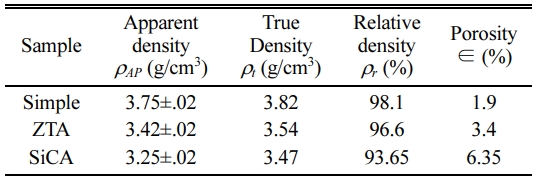
True or theoretical density was measured by rule of mixture using theoretical densities of Al2O3, ZrO2 and SiC are 3.95 g/cm3, 5.71 g/cm3 respectively. Density was also measured using displacement method. Density of ZTA was found to be 4.004 g/cm3 while that of SiCA and simple alumina was 4.1 g/cm3 and 3.99 g/cm3 respectively. In view of the sensitivity of density it was also measured using pycnometry and the values are given in the Table 2. Relative density as calculated using equation 3 while porosity was measured using Eq. (4). It can be seen form the table that pure alumina has the highest density value and the SiC sample has the lowest in comparison while reduced ZTA samples have the intermediate values of density and porosity so it is thought to be best suitable in view of physical and mechanic al properties.
Metallography
Micrographs of Polished surfaces of the samples are shown in Fig. 2. Fig. 2(a) shows that it contains more a-Al2O3 phase also the residue of sintering additives can be clearly seen in Fig. 2(b) white particles are ZrO2 grains which are smaller and widely distributed. It shows that the ZrO2 addition has significant effect on grain growth of ZTA. Also, as ZrO2 act as the elongated second phase particle in ZTA so it is located at grain boundaries for crack arrest. White particles in the figure are clearly ZrO2. In Fig. 2(c) black particles seems to be the residue of sintering additives. But there is indication from the literature that it may act as the second phase particle to tailor the grain size and to improve densification, while the blackish region shows the porosity or sintering additives.
Scanning Electron Microscopy and EDX
SEM analysis of the samples shows morphology and surface texture as given in following figures. It was seen that Pores were widely distributed within the samples but were ideally situated at the boundaries of grains. They were different in sizes with larger pores up to 5 mm in diameter, as shown in Fig. 3-5. ZTA's high level of porosity makes this semi-transparent to light. As the use of zirconia as second phase particle usually inhibit grain growth especially in pressure less sintering that reflects in high porosity value [33, 34]. Pores in SiC tend to be trapped in residues of sinter or inclusions. SiCA Pores have a much larger scale.
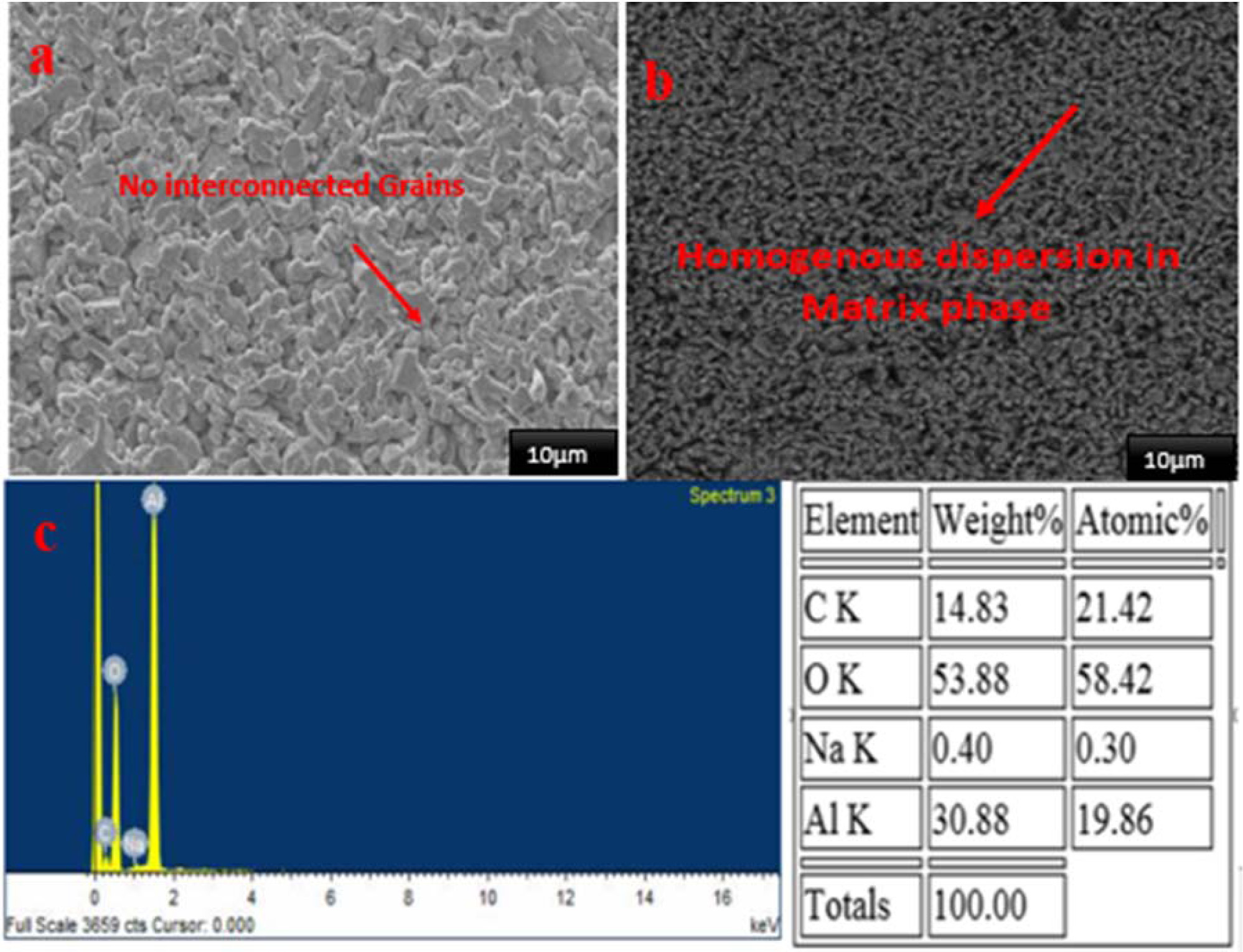
Fig. 3(a) shows that the grains of alumina appear to lose the distinctive feature of interconnected grain boundaries and sharp corners while Fig. 3(b) which is a BSE image shows very less porosity. Fig. 4 shows the development of sintered ZTA ceramics microstructure with increased zirconia material. The increasing content of zirconia is expected to increase the white component. With increasing concentration of zirconia, the degree of homogeneousness in the microstructure of synthesized ZTA increases. The increasing proportions of alumina and zirconia in these composites are enriched. With the increase in zirconia material, the amount of open porosity appears to decrease [27, 28].
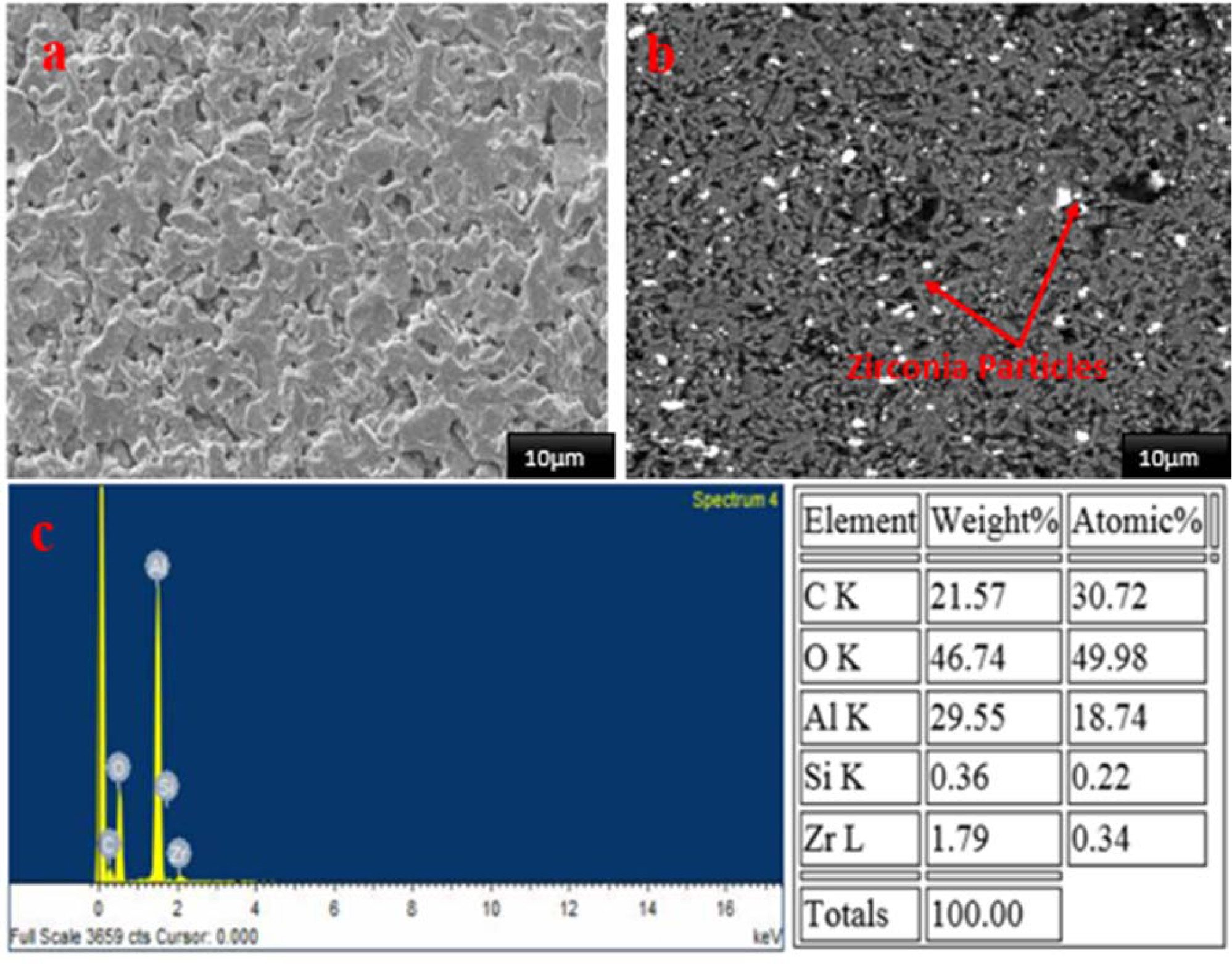
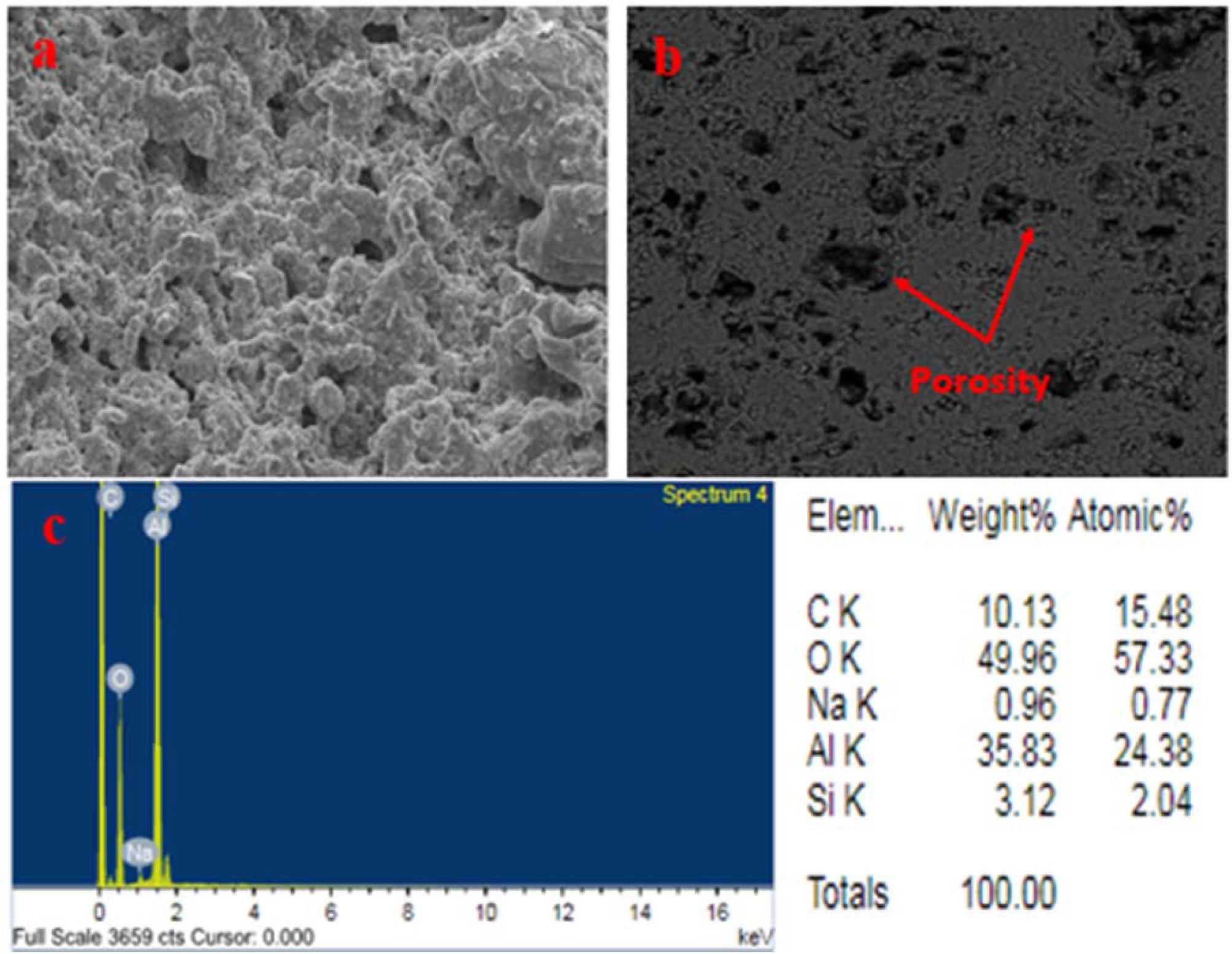
Fig. 4(a) shows the fine crystal structure and Fig. 4(b) clearly depicts that the ZrO2 particles of different shape and size which are homogenously dispersed in alumina matrix phase. Most of the particles are located at the grain boundaries [26]. The area of the surface formed a glassy phase between the ZTA matrixes (darker region). The SiC particles were uniformly distributed through the aluminium matrix in the alumina-SiC nanocompoiste system as can be seen in Fig. 5. Largest proportions of SiC particles were identified in Al2O3 grains, while small numbers of big particles were observed at grain boundaries, resulting in the forming of fine alumina microstructures, and resulting in the pinning effects of SiC particles on Al2O3 grains. The improvement in alumina mechanical performance is mainly due to the refining of their microstructural composition, while SiC inhibits alumina's grain limit mobility [35, 36].
Fig. 5(a) displays the glass penetrated samples surface area with the extra glass remaining on the surface. In Fig. 5(b) there is much porosity which confirms the porosity values measured. The blackish region clearly shoes the porosity in SiCA samples.
Grain size distribution
The grain structure of matrix phase in simple alumina, ZTA, and SiCA was found with varying grain size, measured using SEM micrograph by ImageJ. The grain size for all the samples were found out in the range of 1-10 mm [7]. Micrographs of ZTA and SiCA shows elongated and eqiaxed grains respectively. ZTA showed mostly grains in the range of 1.5 mm with few larger particles while in case of SiCA the grain size measured is in the range of 2.5 to 6 mm. The small grains size of zirconia allows the retention of a larger amount of tetragonal phase in the alumina matrix which tends to inhibit the process of densification in the alumina matrix. Also, the grain size of simple alumina lies in the range of 5 to 8 mm.
It is clear that simple alumina has the variable grain size with mostly grains lying in the range of 5 to 8 mm with few larger grains also. The alumina grains are bimodal, and the use of zirconia as a second phase inhibits grain growth. The grain structure of alumina matrix is larger, with elongated grains up to 10 μm grain size and a grain aspect ratio of around 2 μm [37]. ZTA showing mostly grains in the range of 1.5-2 mm with few larger particles. The small grains size of zirconia allows the retention of a larger amount of tetragonal phase in the alumina matrix which tends to inhibit the process of densification in the alumina matrix that results in high porosity value [33]. In case of SiCA the grain size measured is in the range of 2.5 to 6 µm. Most of the grains are found to be in this range. The large grain size resulted in decrease in hardness as a result of which toughness value will be increased.
SEM-EDX analysis of samples are investigated by using SEM for compositional Analysis. EDX analysis of the samples confirms the presence of ZrO2 and SiC particles respectively as shown in Fig. 3(c)-5(c). The high percentage of carbon is due to the carbon tape and graphite electrode which was used for sputtering of samples so the electrons may pass through. The little percentage of oxygen is due to the no 100 percent inert atmosphere because nitrogen gas is used to create the inert atmosphere and that is not exactly to create inert atmosphere like noble gases. Fig. 3(c) showing the elemental composition of simple alumina samples. This analysis confirms the presence of alumina as the matrix phase as it has the second maximum percentage after oxygen. There is also the little amount of sodium (Na) which may be because of the deflocculating agent or from binder residue. The high percentage of carbon is mainly because of the sputtering media.
EDX analysis of ZTA (Fig. 4(c)) confirms the presence of zirconia as the second phase particle in alumina matrix. Again, the high percentage of carbon is because of sputtering and carbon tape. While the very little Si content is from Na2SiO3 which was used as doflocculant. Fig. 5(c) shows the EDX analysis of SiCA, Si content confirming its presence as the second phase particle in alumina while very little percentage of Na is because of sintering additives, i.e. Na2CO3 or Na2CO3.
Vickers hardness
Hardness was calculated at 980N. Five measurements were made at a distance of 3 mm using Eq. (6). Table 3 demonstrated the Vicker hardness value at given applied load. From the Table 3 it can be seen that SiCA shows the highest value of hardness at applied load because of coarser grain size. The main reason for this load is as we increase indentation load the hardness value decreases as evident by literature [5, 37]. Both ZTA and SiCA showed the same trend. This is due to indentation size effect (ISE) which results in incomplete and reversible deformation at low load. SiCA displayed the cracking which is due to the porosity value that made the indent too invisible at low loads.
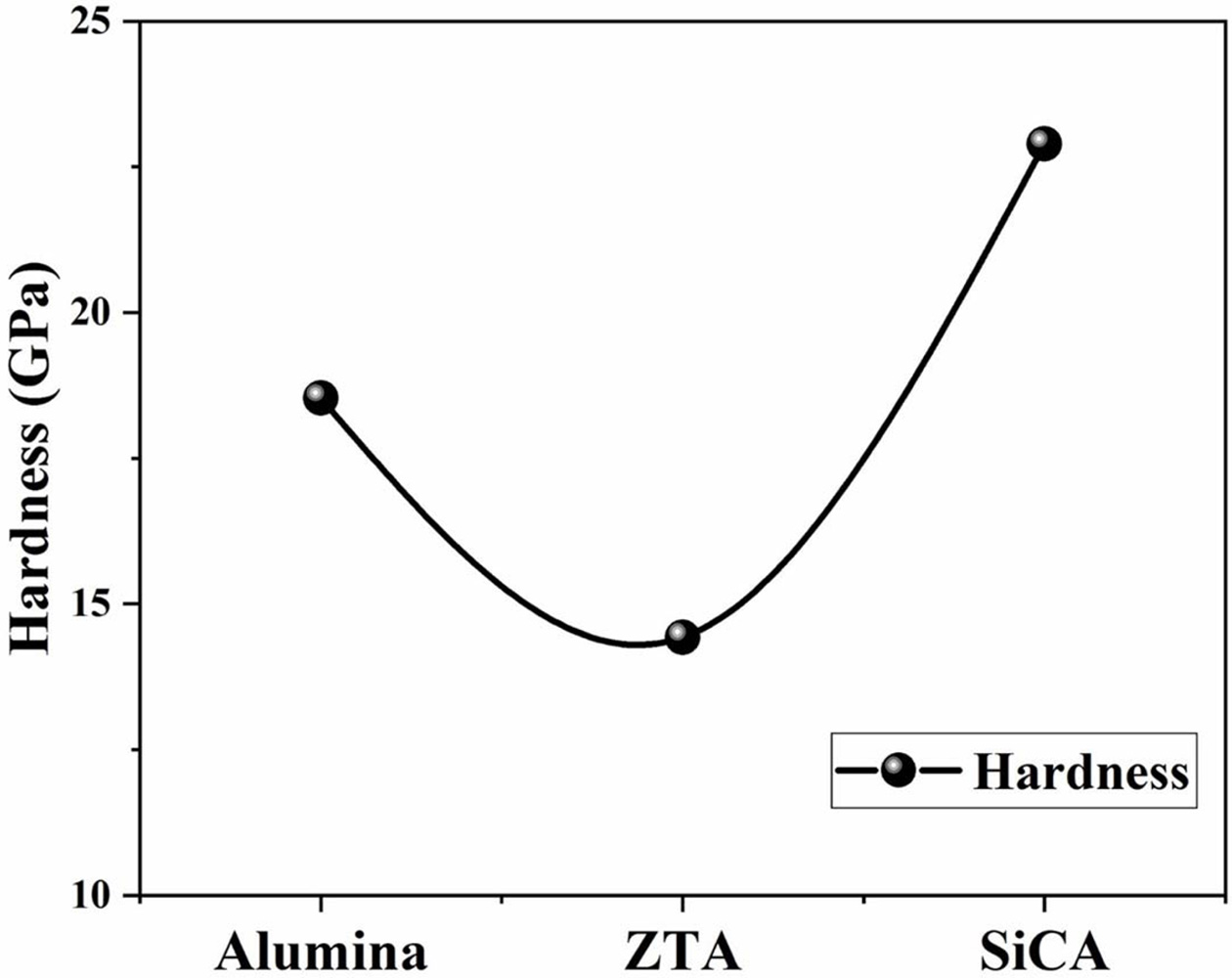
Fig. 6 shows the Vickers hardness value of the samples. It can be seen that SiCA samples have the highest value of hardness because of the highest value of porosity while alumina sample has the lowest hardness value which is because of the densification as grain size in case of alumina is mostly in the range of 5-6 mm. ZTA samples have the intermediate values of hardness which is because of the very fine grain size and the grain size measured. The theoretic Vickers hardness value can be determined by the rule of mixture and hardness of fully dense Al2O3 and ZrO23 and it is estimated to be in the range between 16 and 17 GPa while the actually calculated hardness is 14.43 GPa. In short, the hardness value can be attributed to variation in grain size and porosity reported in literature [38-40].
Toughness test
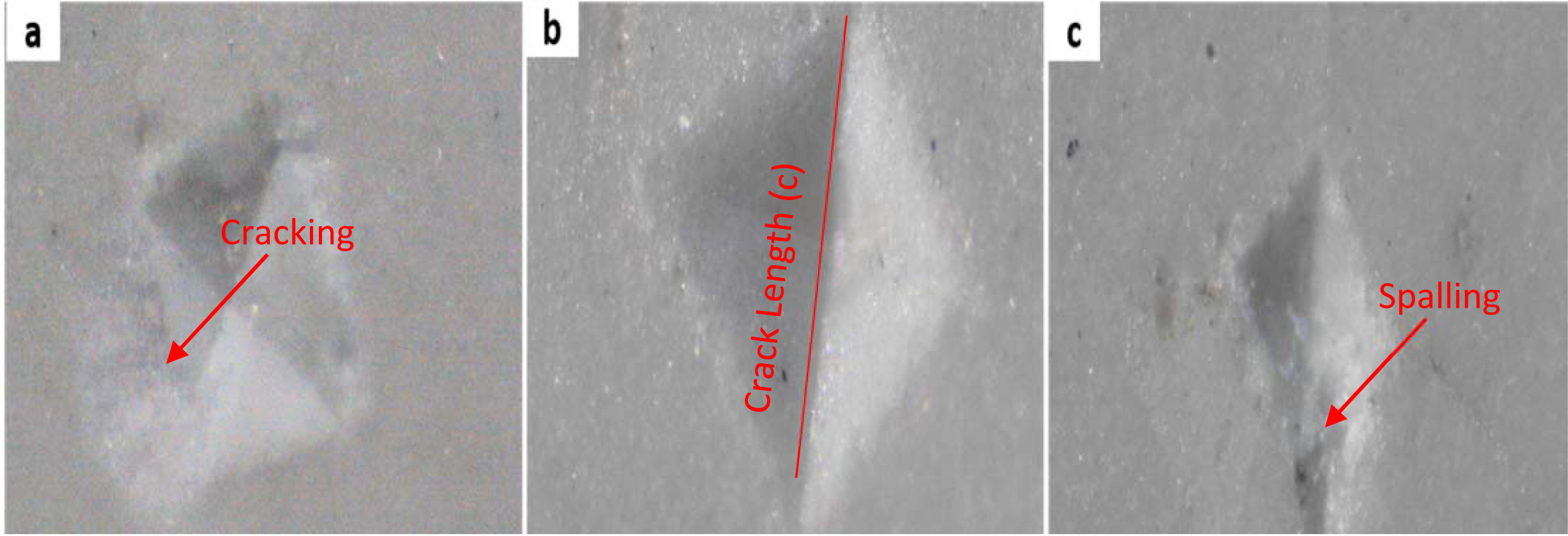
Anstis method was used to calculate fracture toughness using Eq. (6) [37]. For fracture toughness evaluation indents with clear crack were measured as shown in Fig. 7. Crack size value will increase with load as suggested by researcher [18].
Fig. 7(a) shows the indentation in simple alumina while Fig. 7(b) showing the indentation in ZTA samples. The cracks on load of 1kgf in ZTA can clearly be seen. From the figure it can be seen that ZTA samples has shown resistance to indentation while the SiCA samples, Fig. 7(c) showed spalling and cracking. In addition, during indentation, residual stresses may also be produced that can accelerate crack growth and underestimate toughness of materials [41].
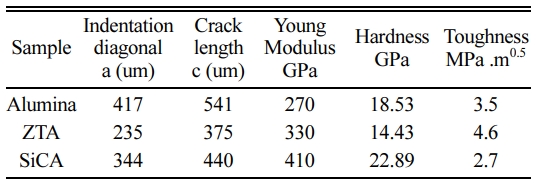
In case of SiCA it showed excessive cracking and spalling. The crack length c measured is the length from midpoint to tip of crack which was measured at average of 3mm. Crack size c and the relative toughness value for samples are given in Table 3. In table modulus of elasticity for samples was taken from the literature which was 270 GPa for simple alumina 330 GPa for ZTA and 410 GPa for SiCA [42].
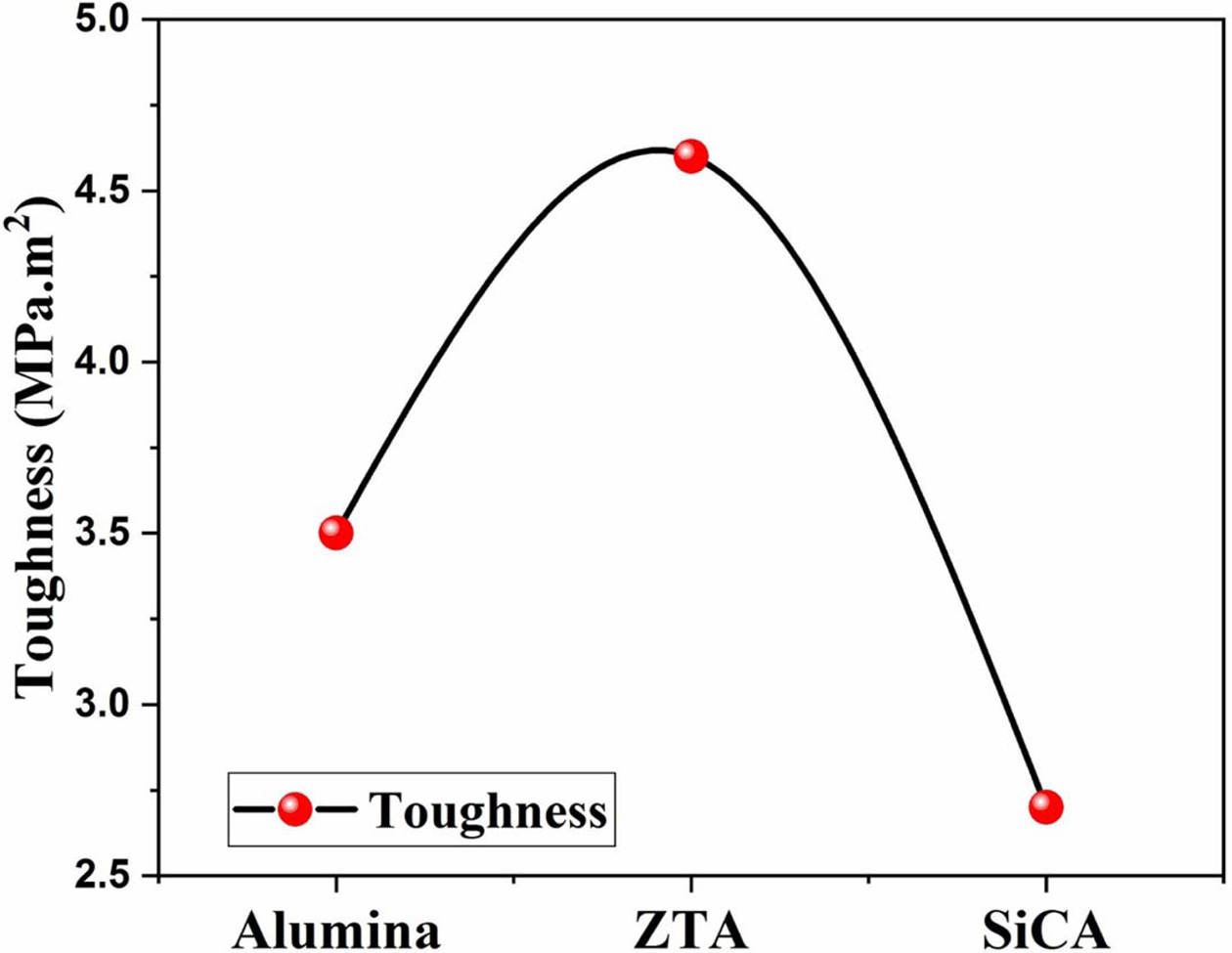
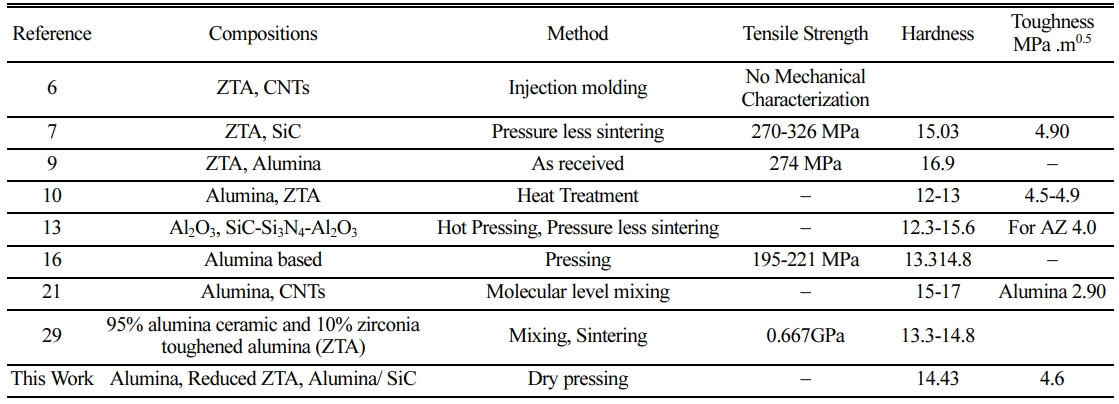
Fracture toughness values were measured using Eq. (7). Fig. 8 showing the toughness values of the samples. It is clear from the figure that ZTA samples showed maximum toughness value which is 4.6 MPa·m1/2 while simple alumina showed much lower value of fracture toughness. This toughness value is in agreement with previous study with zirconia content in the range of 0-20% [39]. The highest value of toughness of ZTA indicates that it has good resistance against projectile because of its lower density. ZTA also showed much better toughness than simple alumina which is because of the fine grain size and homogeneous dispersion of ZrO2 in alumina matrix [43]. The calculated toughness is comparable table 4 with that of monolithic alumina, ZTA showed an increase of 82.6% [44].
|
Fig. 3 SEM images and EDS Spectra shows the chemical composition of base alumina (a) SE (b) BSE (c) EDS analysis confirming composition. |
|
Fig. 4 SEM images and EDS Spectra shows the chemical composition of ZTA (a) SE (b) BSE (c) EDS analysis confirming composition. |
|
Fig. 5 SEM images and EDS Spectra shows the chemical composition of base alumina (a) SE (b) BSE (c) EDS analysis confirming
composition. |
|
Fig. 6 Vickers hardness comparison plot. |
|
Fig. 7 Crack length of samples. |
|
Fig. 8 Fracture toughness plot. |
|
Table 2 Apparent and true density with relative density and porosity measurement. |
Alumina reinforced with SiC and Zirconia ceramic matrix composite materials were successfully developed by using dry pressing method. Their microstructural and mechanical properties were systematic studied, and a comparison was ZrO2 made with other ceramic matrix composites. Improvement in densification was found by incorporation of SiC and Zirconia. It was observed that introduction of second phase particles like ZrO2 and SiC not only downplaying of the grain size but also enhanced the fracture toughness value. The fracture toughness value of ZTA and SiCA was found higher than the simple alumina samples. On the other hand hardness value is decreased slightly but still comparable to other previously reported ceramic matrix composites.
This project was supported the Deanship of Scientific Research at Prince Sattam bin Abdul Aziz University, under the research project no. 2020/01/17063.
- 1. R.A. Malik, A. Hussain, T.K. Song, W.-J. Kim, R. Ahmed, Y.S. Sung, and M.-H. Kim, Ceram. Int. 43 (2017) S198-S203.
-

- 2. F. Akram, A. Hussain, R.A. Malik, T.K. Song, W.-J. Kim, and M.-H. Kim, Ceram. Int. 43 (2017) S209-S213.
-
- 3. A. Ullah, C.W. Ahn, R.A. Malik, and I.W. Kim, Phys. B 444 (2014) 27-33.
-
- 4. M. Raza, H. Alrobei, R.A. Malik, A. Hussain, M. Alzaid, M. Saleem, and M. Imran, Metals. 10[1] (2020) 1492.
-
- 5. O. Fakolujo, A. Merati, M. Bielawski, M. Bolduc, and M. Nganbe, Ceram. Trans. 249 (2014) 83-91.
-
- 6. R. Gadow, and F. Kern, J. Ceram. Soc. Japan 114[1335] (2006) 958-962.
-
- 7. O. Fakolujo, A. Merati, M. Bielawski, M. Bolduc, and M. Nganbe, J. Mineral and Mater. Charact. Eng. 4[1] (2016) 87-102.
-
- 8. W. Wang, J. Bi, K. Sun, M. Bu, N. Long, and Y. Bai, J. Am. Ceram. Soc. 94[11] (2011) 3636-3640.
-
- 9. S.G. Savio, V. Madhu, and A.K. Gogia, Def. Sci. 64[5] (2014) 477-483.
-
- 10. D. Casellas, M.M. Nagl, L. Llanes, and M. Anglada, J. Mater. Process. Technol. 143-144 (2003) 148-152.
-
- 11. T. Hotta, H. Abe, M. Naito, M. Takahashi, K. Uematsu, and Z. Kato, Powder Technol. 149[2-3] (2005) 106-111.
-
- 12. M.D. Barros, P.L. Rachadel, M.C. Fredel, R. Janssen, and D. Hotza, J. Ceram. Sci. Technol. 9[1] (2018) 69-78.
-
- 13. E. Medvedovski, Ceram. Int. 36[7] (2010) 2117-2127.
-
- 14. C. Kaufmann, D. Cronin, M. Worswick, G. Pageau, and A. Beth, Shock Vib. 10[1] (2003) 51-58.
-
- 15. E. Medvedovski, Ceram. Int. 36[7] (2010) 2103-2115.
-
- 16. M.V. Silva, D. Stainer, H.A. Al-Qureshi, O.R.K. Montedo, and D. Hotza, J. Ceram. 2014 (2014) 1-6.
-
- 17. I. Momohjimoh, M. A. Hussein, and N. Al-Aqeeli, Nano- materials 9[1] (2019) 86.
-
- 18. P.J. Hazell, C.J. Roberson, and M. Moutinho, Mater. Des. 29[8] (2008) 1497-1503.
-
- 19. F. Chen, S. Yang, J. Wu, J.-A. Galaviz-Perez, Q. Shen, J.M. Schoenung, E.J. Lavernia, and L. Zhang, J. Am. Ceram. Soc. 98[3] (2015) 732-740.
-
- 20. S.W. Kim, and K.A. Khalil, J. Am. Ceram. Soc. 89[4] (2006) 1280-1285.
-
- 21. S.I. Cha, K.T. Kim, K.H. Lee, C.B. Mo, and S.H. Hong, Scr. Mater. 53[7] (2005) 793-797.
-
- 22. G.-D. Zhan, J.D. Kuntz, J. Wan, and A.K. Mukherjee, Nature Materials 2[1] (2003) 38-42.
-
- 23. A.A. Mamedov, N.A. Kotov, M. Prato, D.M. Guldi, J.P. Wicksted, and A. Hirsch, Nature Material 1[3] (2002) 190-194.
-
- 24. R.H. Baughman, A.A. Zakhidov, and W.A. De-Heer, Science 297[5582] (2002) 787-792.
-
- 25. S.R. Bakshi, D. Lahiri, and A. Agarwal, Int. Mater. Rev. 55[1] (2010) 41-64.
-
- 26. M. Übeyli, R.O. Yildirim, and B. Ögel, Mater. Des. 28[4] (2007) 1257-1262.
-
- 27. X.F. Zhang, and Y.C. Li, Mater. Des. 31[4] (2010) 1945-1952.
-
- 28. X.F. Zhang, Y.C. Li, and S.J. Yu, J. Exp. Mech. 22 (2007) 631-6.
- 29. A. Harris, B. Vaughan, J. Yeomans, P. Smith, and S. Burnage, Int. J. Appl. Ceram. Technol. 14[3] (2017) 323-330.
-
- 30. J. Venkatesan, M.A. Iqbal, and V. Madhu, Procedia Eng. 173 (2017) 671-678.
-
- 31. C. Tallon, M. Limacher, and G.V. Franks, J. Eur. Ceram. Soc. 30[14] (2010) 2819-2826.
-
- 32. G.D. Quinn, Ceram. Eng. Sci. Proc. 27[3] (2008) 45-62.
-
- 33. T. Ostrowski, and J. Rodel, J. Am. Ceram. Soc. 82[11] (2004) 3080-3086.
-
- 34. B. Du, B. Zhao, and T. Duan, Appl. Mech. Mater. 143-144 (2012) 485-488.
-
- 35. J. Zhao, L.C. Stearns, M.P. Harmer, H.M. Chan, G.A. Miller, and R.E. Cook, J. Am. Cream. Soc. 76[2] (1993) 503-510.
-
- 36. H.Z. Wang, L. Gao, and J.K. Guo, Ceram. Int. 26[4] (2000) 391-396.
-
- 37. O. Fakolujo, A. Merati, M. Bielawski, M. Bolduc, and M. Nganbe, Ceram. Trans. 249 (2014) 83-91.
-
- 38. I. Ganesh, G. Sundararajan, S.M. Olhero, and J.M. Ferreira, Ceram. Int. 37[3] (2011) 835-841.
-
- 39. J.J. Swab, J. Appl. Ceram. Technol. 1[3] (2004) 219-225.
-
- 40. D.R. Moore, Int. J. Adhes. Adhes. 28[4-5] (2008) 153-157.
-
- 41. A. Gubernat, L. Stobierski, and P. Labaj, J. Eur. Ceram. Soc. 27[2-3] (2007) 781-789.
-
- 42. M. Cegła, W. Habaj, and P. Podgórzak, Probl. Mechatronics. Armament, Aviat. Saf. Eng. 5[3] (2014) 23-34.
-
- 43. G.K. Bansal, W.H. Duckworth, and D.E. Niesz, J. Am. Ceram. Soc. 59[11-12] (1976) 472-478.
-
- 44. L. Curkovic, V. Rede, K.J. Grilec, and A. Mulabdic, in Proceedings of the 12th Conference on Materials, June 2007, p.40-45.
 This Article
This Article
-
2021; 22(2): 149-157
Published on Apr 30, 2021
- 10.36410/jcpr.2021.22.2.149
- Received on Nov 11, 2020
- Revised on Dec 15, 2020
- Accepted on Dec 19, 2020
Services
- Abstract
introduction
methodology
results and discussion
conclusion
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Rizwan Ahmed Malik a, Hussein Alrobei b
-
aDepartment of Metallurgy and Materials Engineering, University of Engineering and Technology, Taxila, 47050, Pakistan
b- E-mail: rizwanmalik48@yahoo.com (R.A. Malik) h.alrobei@psa
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr