





- Mechanical properties of PLA and ABS parts produced with fused filament fabrication method
İsmail Topcu*
Department of Metallurgy and Materials Engineering, Alanya Alaaddin Keykubat University, Antalya, Turkey
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
The use of special and specific parts that are easily produced by the additive manufacturing method is of great importance in the following process. The ease of the materials and the low cost of the open source printers increase the use of the Fused Filament Fabrication (FFF) method. Due to the differences in FFF technology, investigation of the effects of the parameters on the mechanical properties of materials is necessary to determine the usability of the functional parts. Tensile strength was determined as 46.8 MPa for polylactic acid (PLA) and 34 MPa for acrylonitrile butadiene styrene (ABS). Polylactic acid specimens have a better wear resistance than acrylonitrile butadiene styrene (12.9 g) samples with a weight loss of 5.1 g at 5000 m. According to the mechanical data Polylactic acid was found to be good properties than acrylonitrile butadiene styrene . In order to select most durable plastic for the unique application, the results of this study, which are given as graphs, diagrams and pictures, can help to the design engineers
Keywords: Additive manufacturing (AM), Fused filament fabrication (FFF), Polylactic acid (PLA), Acrylonitrile butadiene styrene (ABS), Wear properties
Additive manufacturing (AM) is one of the most promising areas in the manufacturing of components from prototypes to functional structures with complex geometries and is revolutionizing different important industrial areas such as in aerospace, automotive, semi- conductor or biomedical applications [1-9]. Additive manufacturing is distinguished from traditional manufacturing techniques, such as casting and machining, by its ability to handle complex shapes with great flexibility and without the typical waste [7, 8, 10, 11].
Among the different AM techniques, 3D printing based on fused filament fabrication (FFF)—using thermoplastic polymers that require low melting temperature and rapid solidification times—is widely adopted for the simplicity of the method and its relatively low cost and low material wastage [3, 8, 11-13].
There is a wide range of additive manufacturing technologies and processes like fused filament fabrication (FFF), electron beam melting (EBM), stereo lithography (SLA), selective laser melting (SLM), selective laser sintering (SLS), ink-jet printing, laminated object manufacturing (LOM) [1-6]. All of the technologies have some different processes. While in SLS technology powder based materials can be used in production, FFF technology uses solid materials. FFF technology became more preferable with the expansion of desktop 3D printers. Although the products produced by traditional methods have desirable characteristics, it is hard to print complex structured products and it costs more labor power and money loss since process is gradual [7, 8]. 3D printing resolves these issues. In recent times, with the development of large-scale 3D products, this technology shows that the new production method will be preferred. As long as the mechanical properties associated with the material are maintained at the desired level, FDM technology will offer the quality of the product we desire. These 3d printers offer product developers the ability to print parts and assemblies made of several materials with different mechanical and physical properties in a single build process.
Fused Filament Fabrication (FFF) is a rapid prototyping technique in which the filament form material is melted under their melting temperature then deposited on the build platform layer by layer. Melting extruder is mounted to an X/Y stage, and a software controls the machine so that the polymer is deposited only in appropriate locations. Material is deposited on one layer at a time so that the desired shape is built from bottom up [9, 10]. An important research on FFF and its processes has been carried out. Examining the printing parameters on the properties of final products is an important issue to increase the quality. Much work has been done to observe the effects on the mechanical properties of the products of the FFF printing parameters. In the literature, it is seen that many production parameters have an effect on the mechanical properties of thermoplastics [11, 12].
The development of thermoplastic filaments for the FDM process is the most important issue in the 3D printing industry in terms of printable materials. In order to develop new composite filaments, the general properties of polymers often used should be well determined and analyzed. Acrylonitrile butadiene styrene is one of the most commonly used in FFF technology and is an amorphous and translucent plastic derived from gasoline sources. It has good mechanical properties such as ABS hardening and impact strength [13].
FFF forms a 3D geometry through the deposition of successive layers of extruded thermoplastic filament, such as acrylonitrile butadiene styrene (ABS), polylactic acid (PLA) (14). Another commonly used polymer is polylactic acid (PLA), which is based on renewable raw materials such as corn or sugar. Producing and biodegrading is cost efficient. It is usually used for PLA, plastic films and bottles. PLA has good mechanical properties such as tensile strength and hardness. PLA is not suitable to use temperatures above 40 oC as it softens [15]. The focus in this research is to compare the product produced with FDM technology of commonly used ABS and PLA filaments and the products processed with conventional methods. Various mechanical test results of different environmental conditions and print sizes are examined. Compressive test, tensile test and flexural test specimens were printed according to ASTM standards. The samples were printed at a rate of one hundred percent in order to obtain full efficiency. Compressive stress tensile stress and modulus values were determined in two separate tests for ABS and PLA.
Test specimens were fabricated using a desktop 3d printer (Zaxe X1). The printer has 200 x 200 x 220 build volume and use fused deposition modelling technique. The ABS and PLA filaments with the diameter of 1.75 mm supplied from the same supplier (Tiridi TM). The commercial FFD 3D printer, ZAXE X1, was used to print specimens to conduct tensile, three-point bending, compression, wear testing in accordance with ASTM standards. Test specimens were printed one by one at the center of the printing bed. Two “shells” were used on the perimeter of the specimen and the inside of the specimen was printed with 100% infill at specified raster orientations 0o. While the ABS material was extruded at 260 oC nozzle temperature and 100 oC heated bed temperature, PLA material was extruded at 230 oC with 55 oC heated bed temperature. The print speed was remained stable at 100 mm/s. The 3D printer from which samples are produced is shown in Fig. 1.
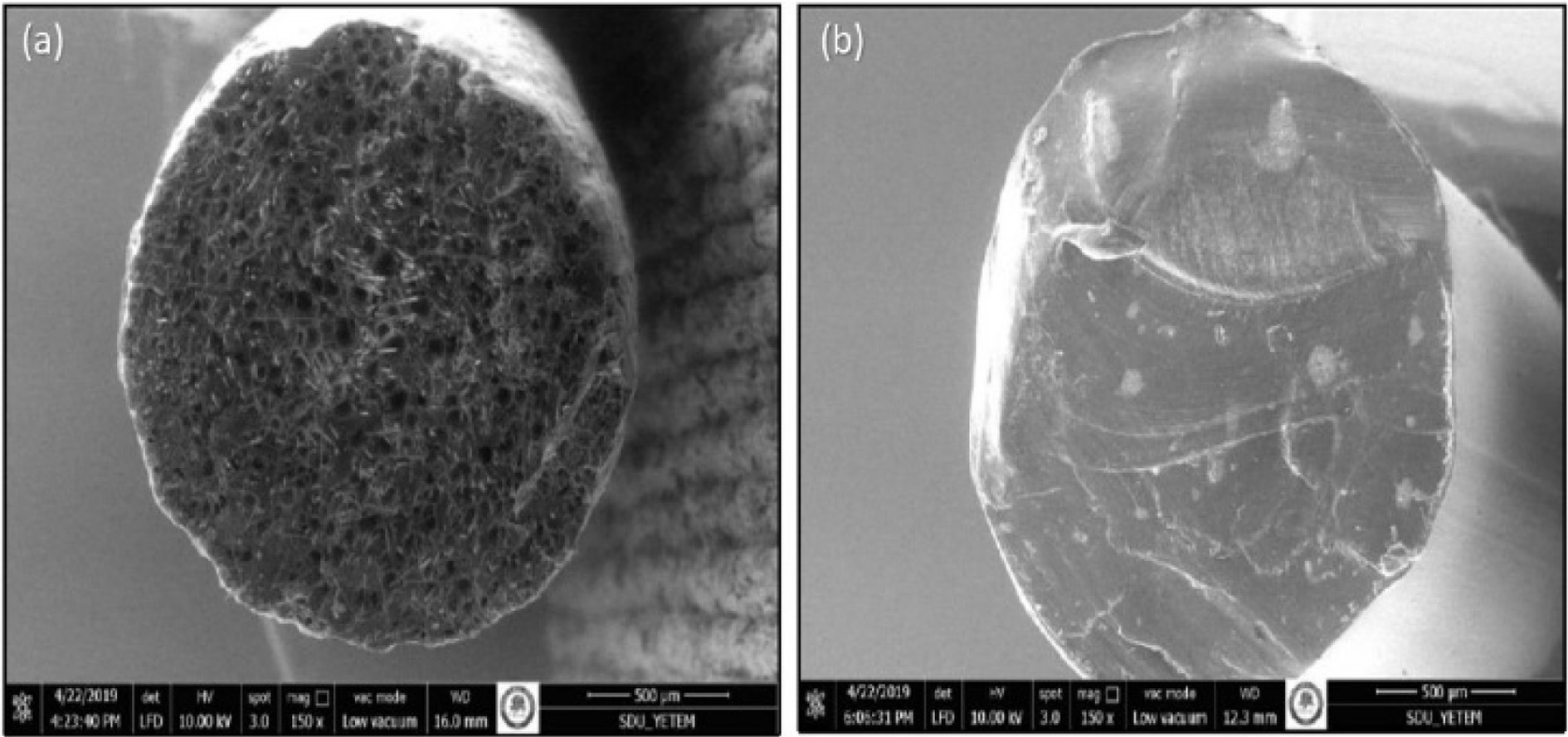
When the fracture surfaces of the samples are examined, the cavities are formed in the interior parts of the parts with low occupancy rate. It was revealed that the layer structures were very weak due to the voids that occurred. However, as a result of the decrease in the pore ratio, the density of the part has increased in the samples produced. As a result of the increased density in the internal structure, adhesion and interaction between the layers positively affected. Comparing all samples produced with additive manufacturing method in terms of mechanical properties, 100% filled ABS samples gave the best results compared to other samples. The microstructures of produced poymers specimens were examined by using a scanning electron microscope (SEM, JEOL Ltd., JSM5910LV).The microstructures of ABS/PLA filaments are given in Fig. 2.
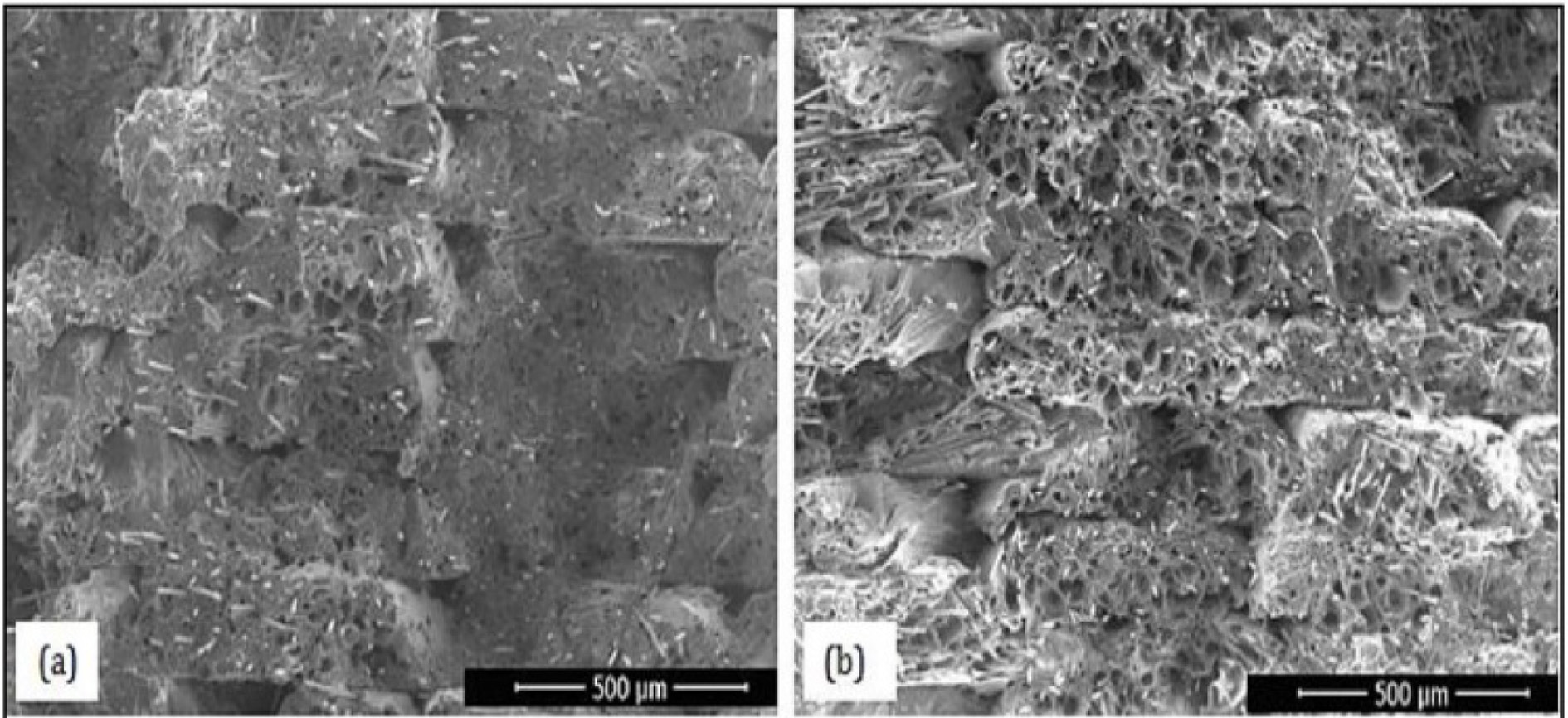
When the broken surfaces of the samples are examined, dense in the internal structure during extrusion and low matrix adhesion the amount space formation occur he came fixing It was. Space formation it reduces the bonding between the layers and reduces the mechanical properties. Ning et al., the same types of void formation in their work and cavity formation reduces mechanical properties [16]. The microstructures of ABS/PLA filaments are given in Fig. 3.
All mechanical tests were performed at ambient conditions in accordance with the relevant ISO 527-2 standard for tensile, ASTM D695 for compression and ASTM D790 for flexural tests. Besides these tests, hardness test also performed. Considering the re- commendation given in ASTM standard, at least five specimens were fabricated and tested. A constant crosshead speed of 2.0 mm/min was used up to the failure for the tensile tests. In order to prevent failure that might occur near the end tabs dumbbell-like shape specimens were used instead of rectangular shape. The dimension of tensile test specimen was 75 mm overall length, and 2 mm in width.
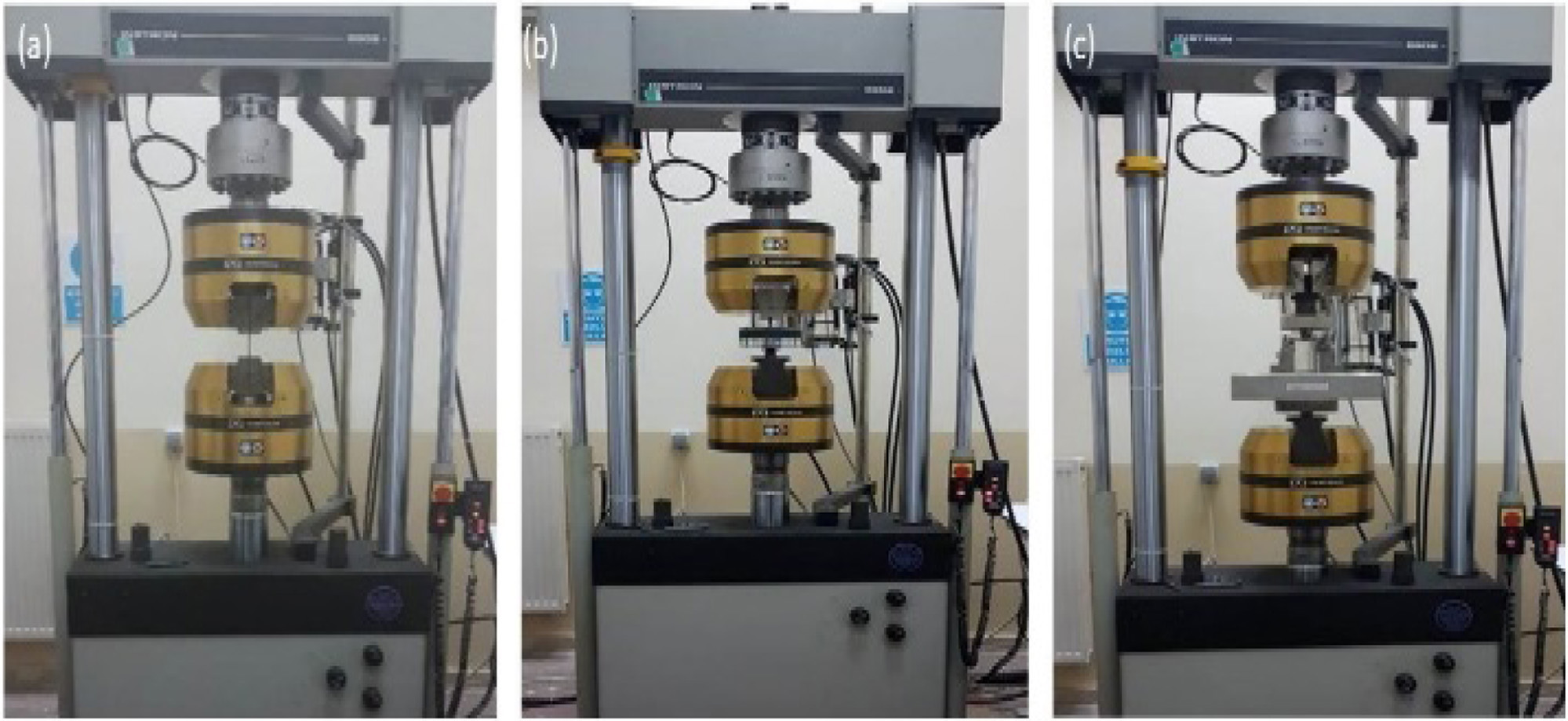
The dimensions of the compression test specimens were 10 mm diameter and 20 mm overall length. The gauge length was 12.7 mm. The specimens were loaded until failure at a constant crosshead speed of 1.3 mm/min. Mechanical tests were performed in the machine shown in Fig. 4.
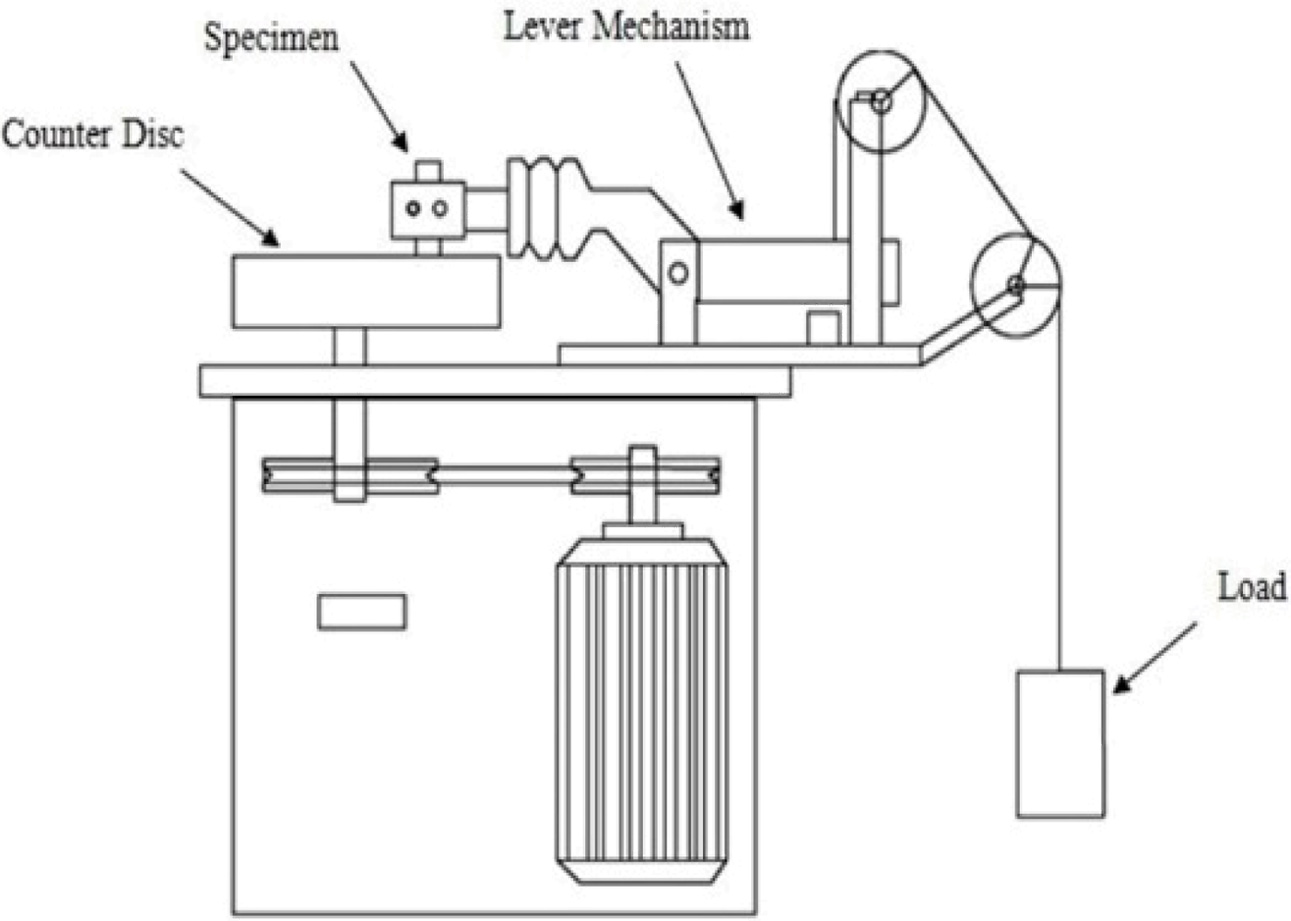
Shore-D hardness tests were conducted on the test specimens using a durometer. Wear tests were conducted on the test specimens using a pin on disc wear device. Wear tests were carried out at 4 N load, 200 rpm rotation speed and 1.2 mm/s shear rate. The experiments were carried out between 1000-5000 meters. The weight loss method was measured at 0.0001 scales by weight loss method every 1000 meters [17, 18]. The formed values and the wear rate and the wear resistance were calculated for each wear distance. The Pin On wear test was performed in the apparatus shown in Fig. 5.

|
Fig. 1 Zaxe X1 fused filament fabrication 3d printer. |
|
Fig. 2 Microstructures of (a) ABS and (b) PLA filaments. |
|
Fig. 3 Microstructures of (a) ABS and (b) PLA filaments. |
|
Fig. 4 Schematic of Tensile, compressive and flexural test device [17]. |
|
Fig. 5 Schematic of pin on disc wear device. |
The mechanical properties of ABS and PLA specimens made using desktop printer Zaxe X1were characterized through standard tensile, compression and flexural tests to determine tensile strength, elastic modulus, flexural and compression strength. These results reveal that the 3-D printed components from desktop printers are comparable in tensile, flexural and compression properties on commercial 3D printing systems. While considerations must be made for the parameters of the different two polymer filaments, functionally strong parts can be created with desktop 3d printers. These may help the consumers to increase performance of the products with using different process parameters.
By using Simplify 3D slicing software, it was possible to select different process parameters and identify the influence on the mechanical properties of specimens with different materials. For this study the raster angles of 0o, 45o and 90o were considered as the process parameters however, the infill rates and raster patterns cannot be specified thus the parts created with %100 infill density and rectilinear pattern were used.
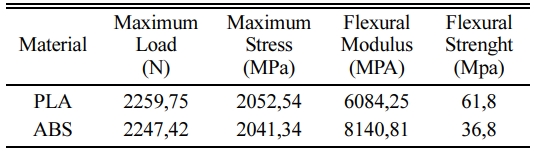
The results obtained from the different tests show differences between different plastic materials. As can be seen in Table 1. All materials have produced to same parameters but PLA has showed the higher tensile strength and tensile modulus with 46.8 MPa and 2153,59 MPa than ABS 34 MPA tensile and 1011,11 MPa modulus. Practical findings in the process showed that; The combination of %100 infill density and 0o raster orientation showed the highest tensile strength and elastic modulus with a value for PLA and for ABS respectively.
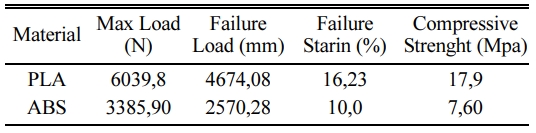
When we look at the compressive test PLA shows higher compression strength again then ABS material. With these tensile results, it can be seen that these plastics shows different characteristics but PLA parts can be useful in functional applications [19]. Mechanical test results of the produced PLA and ABS samples are shown in Table 1, 2, 3.
The process parameters have significant effects on producing the printable parts. In addition, when different characteristics of plastics are added, different results are obtained. While all parameters are the same, it is possible to see high strength and high bending resistance of PLA material compared to ABS material [20, 21].
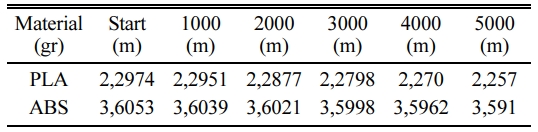
Also, specimens were tested according to weight loss, wear rate and wear resistance measured with an abrasion tester. Pin on disc wear tests were carried out at 4 N load, 200 rpm rotation speed and 1.2 mm/s shear rate. The experiments were carried out between 1000-5000 meters. The weight loss method is measured at 0.0001 scales by weight loss method every 1000 meters [22]. The formed values and the wear rate and the wear resistance were calculated for each wear distance. It can be seen the weight loss test results on Tables 4 and 5. The formed values and the wear resistance were calculated for each wear distance. It can be seen the wear resistance on Table 5.
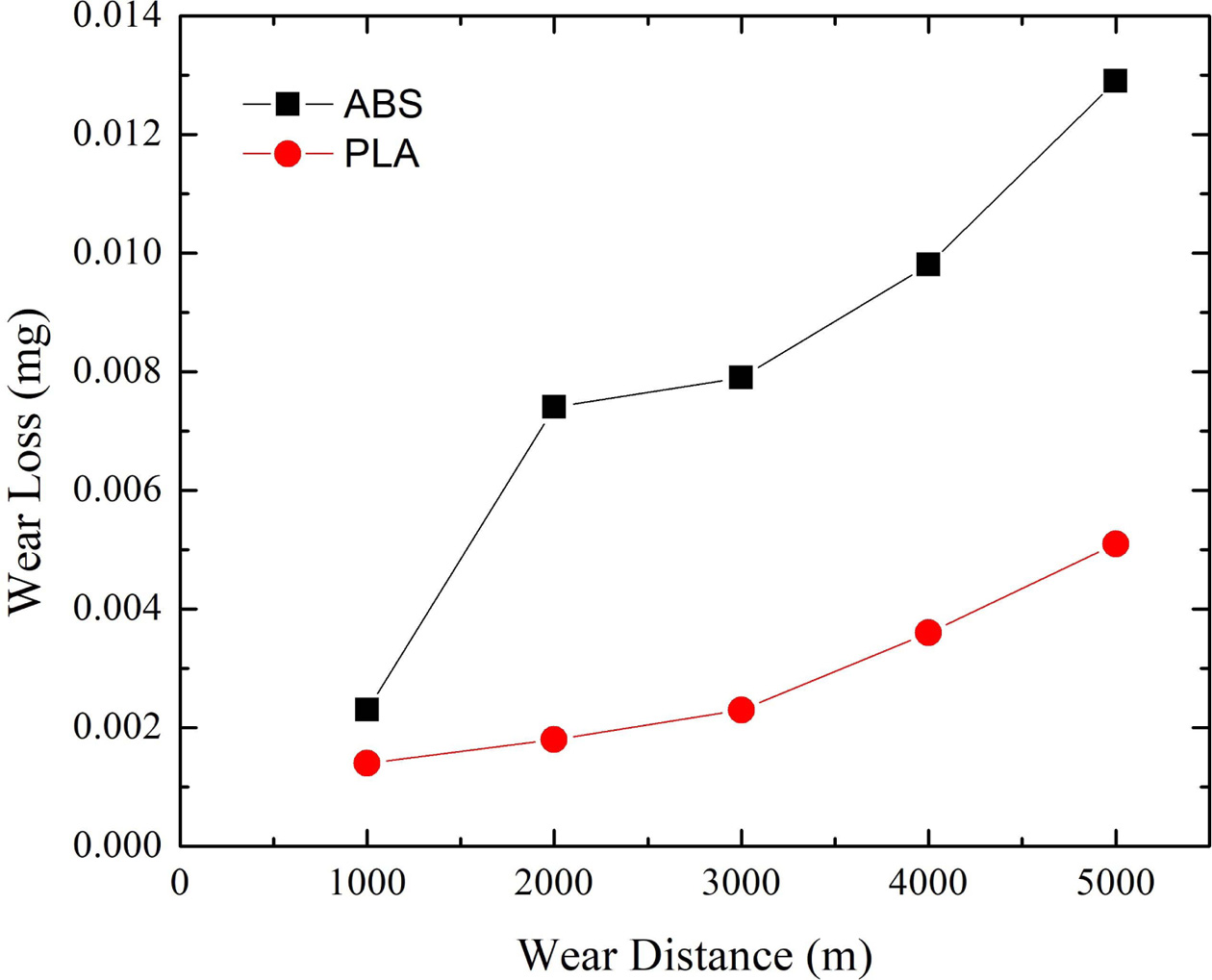
When we look at the wear characteristics of PLA and ABS specimens, on 5000 m test results shows that, PLA specimens have better wear resistance to 0.0051 kg weight loss in 5000 m than 0.0129 kg ABS material. The weight losses of wear of the produced PLA and ABS samples are shown in Fig. 6.
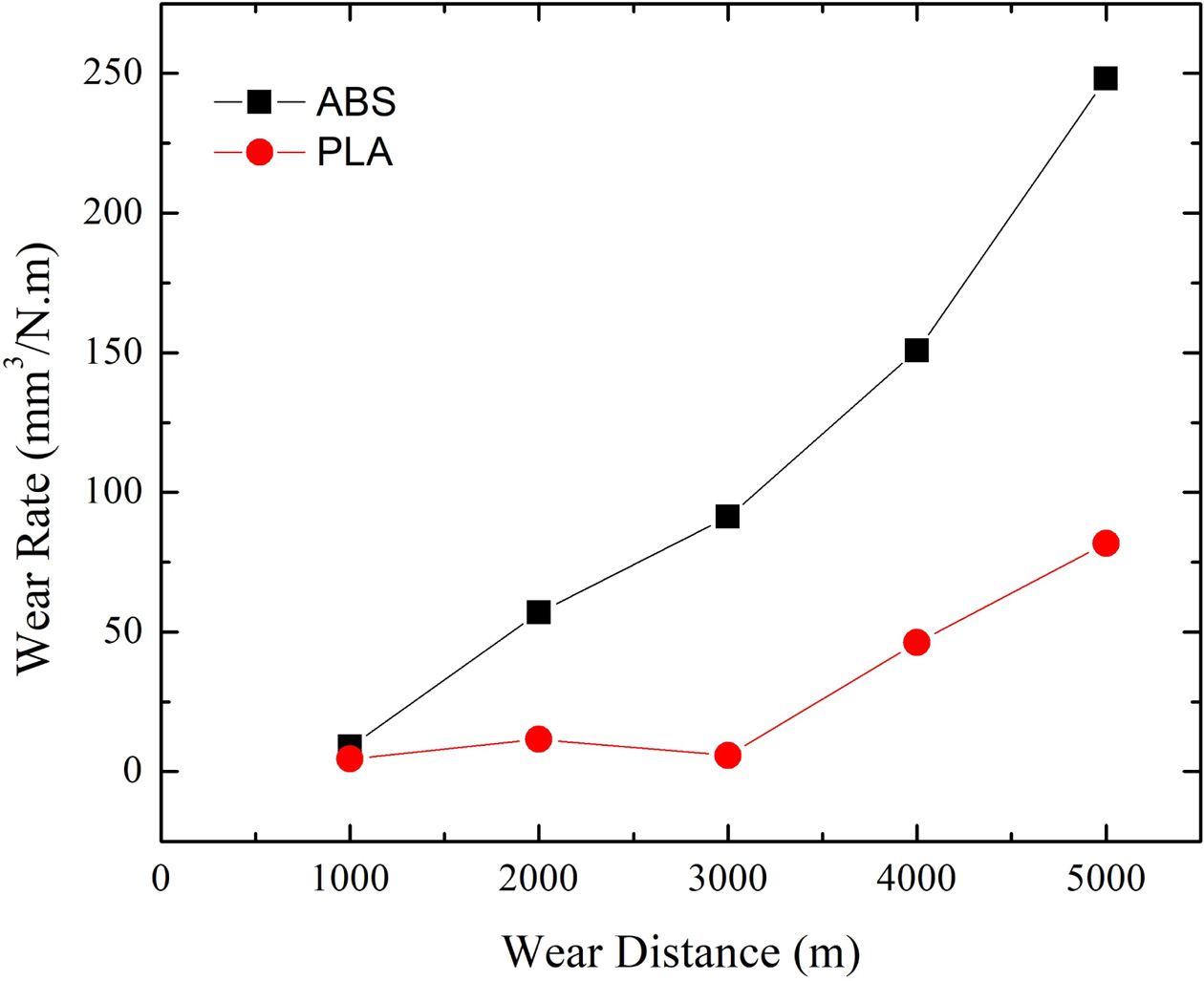
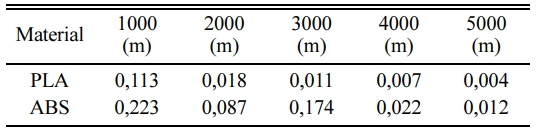
The weight loss can be described with 81.6 mm3/Nm for PLA. Wear tests show that wear on PLA is less than ABS material. The percentage of wear of the produced PLA and ABS samples are shown in Fig. 7.
Therefore, it is seen that the use of PLA material is more suitable than ABS material in applications where mechanical property is desired and wear resistance is required [23].
These results reveal that the 3D printed components from desktop printers are comparable in tensile, flexural, compression and wear properties on commercial 3D printing systems. While considerations must be made for the parameters of the different two polymer filaments, functionally strong parts can be created with desktop 3d printers.
|
Fig. 6 Compared of PLA and ABS specimen according to weight loss. |
|
Fig. 7 Compared of PLA and ABS specimen according to percentage of wear. |

In this study, the effects of the process parameters on mechanical properties of the two common thermoplastic most widely used in the fused filament fabrication method PLA and ABS printed parts have been studied.
It is found that the raster angle parameter directly effects on the tensile, compressive and flexural strengths of the thermoplastics. With these results it can be said that, the 0o raster angle has influence on the mechanical properties of plastic materials than the other raster angles. By the nature of fused filament fabrication method, filaments are melted than deposited the platform along to the build direction so it can be seen higher load combinations on the 0o angle direction. Also from the test results, it can be said that PLA material has exhibited rigid and strength characteristics with higher tensile strength and the ductile characteristic with the lower strain rate contrary to ABS. Also, from the compression tests, the maximum strength value obtained with 17.9 MPA for PLA specimens. From the com- pression test results, it can be said that PLA has good layer infusion characteristics in contrast to ABS. The flexural tests ABS showed better flexibility than the PLA. Wear tests show that wear on PLA is less than ABS material.
These may help the consumers to increase performance of the products with using different process parameters.
This work was supported by the Scientific Research Project Program of Marmara University (FEN-K-070317-0107).
- 1. B. Brenken, E. Barocio, A. Favaloro, V. Kunc, V. and R.B. Pipes, Additive Manufacturing 21 (2018) 1-16.
-

- 2. M. Asadi, B. Bazyar, A.H. Hemmasi, L. Ghsemi, and M. Talaeipoor, Tehnički Glasnik 69[2] (2018) 127-134.
-
- 3. J.P. Kruth, L. Froyen, J.V. Vaerenbergh, P. Mercelis, M. Rombouts and B. Lauwers, J. Mater. Process. Technol. 149[1] (2004) 616-622.
-
- 4. L.E. Murr, M.S. Gaytan, D.A. Ramirez, E.Martinez, J. Hernandez, N.A. Amato, P.W. Shindo, F.R. Medina and B. Ryan and R.B. Wicker, J. Mater. Sci. Technol. 28[1] (2012) 1-14.
-
- 5. M.V. Fernandez, W. Calle, S. Ferrandiz, and A. Conejero, 3D Print. Addit. Manuf. 3[3] (2016) 183-192.
-
- 6. Q. Sun, R. Qattawi, C.T. Bellehumeur and P. Gu, Rapid Prototyping J. 14[2] (2008) 72-80.
-
- 7. M. Asadi, B. Bazyar, A.H. Hemmasi, I. Ghsemi and M. Talaeipoor, Tehnički Glasnik 69[2] (2018) 127-134,
-
- 8. F. Melchels, J. Feijen and D.W. Grijpma, Biomaterials 31[24] (2010) 6121-6130.
-
- 9. M. Singh, H.M. Haverinen, P. Dhagat and G.E. Jabbour, Adv. Mater 22[6] (2010) 673-685.
-
- 10. J. Park, M.J. Tari and H.T Hahn, Rapid Prototyping J. 6[1] (2000) 36-49
-
- 11. R.J. Allen and R.S. Trask, Additive Manufacturing 8 (2015) 78-87.
-
- 12. N.G. Tanikella, B. Wittbrodt and J.M. Pearce, Additive Manufacturing 15 (2017) 40-47.
-
- 13. M. Á. Caminero, J. M. Chacón, E. G.Plaza, P.J. Núñez, J. M. Reverte and J.P. Becar, Polymer 11 (2019) 1-22
-
- 14. A. Lanzotti, M. Grasso, G. Staiano and M. Martorelli, Rapid Prototyping J. 21[5] (2015) 604-617.
-
- 15. F. Ning, W. Cong, J. Qiu, J. Wei and S. Wang, Composites, Part B 80 (2015) 369-378.
-
- 16. İ. Topcu, B.N. Çetiner, A.N. Güllüoglu, H.Ö. Gülsoy, J. Chem. Soc. Pak. 42 (2020) 70-80.
- 17. İ. Topcu, A.N. Güllüoglu, M.K. Bilici, H.Ö. Gülsoy, Journal of the Faculty of Engineering and Architecture of Gazi University 34 (2019) 141-149
- 18. M. Montero, S. Roundy, D. Odell, S.H. Ahn and P.K. Wright, Soc. Manuf. Eng. 8[4] (2001) 248-257.
-
- 19. J.M. Chacón, M.Á. Caminero, E.G. Plaza, and P.J.N. Lopez, Mater. Des. 124 (2017) 143-157.
-
- 20. İ. Topcu, H.Ö. Gülsoy, A.N. Güllüoglu, Gazi University Journal of Science 32 (2019) 286-298
- 21. X. Wang, P. Wei, R. Han, W. Xie, T. Li, D. Li, Y. Ganb, Z. Chen and F. Xing, J. Ceram. Process. Res. 20[s1] (2019) 19-30.
- 22. M. Ravindran, S. Senthil Kumar, N. Karuppiah and M. Asokan, J. Ceram. Process. Res. 21[1] (2020) 14-20.
-
- 23. A. Rehmana, J. B. Leeb, A. Qudoosa, S. H. Jakhrania, H. G. Kima and J.S. Ryoua, J. Ceram. Process. Res. 20[3] (2019) 270-275
 This Article
This Article
-
2021; 22(2): 143-148
Published on Apr 30, 2021
- 10.36410/jcpr.2021.22.2.143
- Received on Mar 30, 2020
- Revised on May 27, 2020
- Accepted on Jun 10, 2020
Services
- Abstract
introduction
experimental procedures
results and discussion
conclusions
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- İsmail Topcu
-
Department of Metallurgy and Materials Engineering, Alanya Alaaddin Keykubat University, Antalya, Turkey
Tel : + 90 242 510 61 20 Fax: + 90 242 510 61 24 - E-mail: ismail.topcu@alanya.edu.tr
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr