





- Study on the influence mechanism of sintering hydroxyapatite (HA)
Nabilah Afiqah Mohd Radzuan*, Abu Bakar Sulong, Farhana Mohd Foudzi, Mohd Yusuf Zakaria and
Mohd Ikram RamliPrecision Research Group, Department of Mechanical and Manufacturing, Faculty Engineering and Built Environment, Universiti Kebangsaan Malaysia, 43600 Bangi, Selangor, Malaysia
As one of promising
biomaterial, hydroxyapatite (HA) is potentially used as an implant component.
Yet, to date, HA still encounter difficulties to be comerciallise due to the
easily deteriorate and often fluctuate mechanical performance which depends on
the manufacturing process. Thus, this study aims to experiment the influence of
HA composition and sintering parameter on the densification, morphological analysis
and flexural strength in terms of green parts and sintered HA. The HA parts are
fabricated through the powder injection moulding process with the pressure
applied between 10 and 12 bar at 150 oC. The HA compositions
are varied of 54 wt.%, 55 wt.% and 56 wt.% while the sintering parameter are
set at 1,100 oC, 1,200 oC and 1,300 oC.
The 56 wt.% of HA parts recorded the densification of 2.13 g/cm3 and
2.95 g/cm3 for both green parts and sintered parts at 1,300 oC.
However, as the sintering temperature reduced to 1,200 oC, the
densification reached the value of 2.9 g/cm3 with the existence of
porous structure to allow tissue growth. This finding suggested that the HA
parts can be mass produce using powder injection moulding process at
1,200 oC, with a minimum existence of porosity to allow tissue
growth in between the HA structure.
Keywords: powder injection moulding, flexural strength, densification
Hydroxyapatite (HA) shows a similar property as natural
bone based on its chemical compound and structures [1, 2]. Due to this
similarity, HA often used as a bone fillers which enhances growths of natural
tissues as much as potential in connect of bone tissues firmly via the chemical
bonding [3]. Even though, to date, there are extensive research performed
involved the use of HA incorporated either with Titanium alloys or even
Stainless steel (SS316L) materials, yet the optimum that meet the main purpose
of implant materials are yet to come [4]. There are many factors which leaden
the use of HA materials as implant materials including its deficient mechanical
properties that is obvious [5]. Current development reported that coated
implant using HA coated seems promising due to its excellent and progressive
biocompatibility and osteoconductive behavior [6]. However, this technique has
major limitation in terms of latest manufacturing technology that required
depth knowledge and under- standing
of HA materials itself to be mass manufactured and
commercialize. Based on this information, the standard and most common process
are applied in this research involving the powder injection moulding process
[7].
Powder injection moulding (PIM) known as an efficient
process especially when producing a small product components with complex and
acquired high precision of the net shape [8, 9]. Gather potential in
gaining trust among researchers and industrial, PIM process able
to produce a green part as the densification, strength
and defects can be easily determined [10, 11]. Those selected green parts
will later undergo debinding and sintering process to strengthen the structures
[4, 12]. Flexibility offer via this PIM process ensure the parameter
to be adjusted based on needs and sensitivities [12, 13].
Although some investigation has move towards additive
manufacturing (AM) in developing implant materials, yet difficulties often
related with the melting and geometrical precisions [14, 15]. Controlling
its porosity and sintered structured seems much more effective based on current
availability and technology in today’s market [16].
Also, studies reported that the occurrence of porosity
structure within the HA components are crucial as its allowed tissues growth
and filled the porous structure [4]. In fact, studies exhibited that sintering
temperature plays the main domain in the fabrication of implant biomaterials as
its can easily affects the overall thermal stability and mechanical performance
[5]. Therefore, this study aims to investigate the HA materials
fabricate by PIM process using different HA compositions and
sintering parameter in order to identify the influence mechanism of inner HA
structure.
Materials
Raw material of hydroxyapatite (HA) were collected from
Sigma Aldrich Sdn. Bhd., Malaysia with the chemical composition of Ca5(PO4)3OH
in powder form with an average particle sizes of 5.34 µm. The HA was supplied
in spherical shape geometry which suitable for future manufacturing process
using powder injection moulding. Also, low-density
polyethylene (LDPE) used was collected from Cosmothene, The Polyolefin
Company (Singapore) Pte. Ltd. These LDPE used were selected based on its
ability as a binder and a backbone which hold the shapes of the samples before
being debind during the end of the fabrication process. The palm stearin that
supplied by Sime Darby Sdn. Bhd. acted as a lubricant during the powder
injection moulding process.
Fabrication
process
The critical powder volume percentage (CPVP) of the HA
used were determined at various powder loading including 54 wt.%, 55 wt.% and
56 wt.% based on ASTM D-281-31 [8]. Also, as for the binder, 60 wt.% of palm
stearin and 40 wt.% of LDPE were later added onto the HA powder and mixed using
the Brabender mixer, roller motor types at rotational speed of 30 rpm and
operational temperature of 150 oC. The prepared feedstock was
than undergo the rheological analysis using Shimadzu CFT-500D machine with the die
diameter of 1 mm and 10 mm long based on ASTM D-3835 to
ensure flowability of the feedstock and identify the injection parameter used.
The prepared feedstock then injected using powder injection
moulding, model DSM Xplore with the pressure applied between 10
and 12 bar at 150 oC of operating temperature. The injected
compound is known as green part with the diameter of 5 mm and 20 mm height.
Debinding
and sintering process
The injected green part was debind by chemical debind and
thermal debind in order to remove the LDPE and palm stearin used as a binder in
the HA compound. The chemical debind was performed using heptane
solution prepared in waterbath, model Memmert at 60 oC
for 6 h used to remove the palm stearin. Later, the thermal debind process were
prepared to remove the LDPE by using thermal debind furnace with the operating
temperature of 500 oC for 60 min with the heating rate of
5 oC/min. The temperature of 500 oC remain for
another 60 min before being cooled to room temperature at cooling rate of
5 oC/min. the prepared green part was then sintered using
vacuum furnace, model KOREA VAC-TEC (VTC 500HTSF). Although,
the sintering process acquired several stages, the first stages involved the
heating rate of 5 oC/min till the temperature reach 900 oC
for 1 h. Through the process, only 56 wt.% of powder loading were selected and
studies using different sintering parameter; 1,100 oC,
1,200 oC and 1,300 oC. The heating rate of
3 oC/min was consistent as the temperature reach it maximum and
last for 5 hours before cooled down to room temperature with the cooling rate
of 5 oC/min.
Measurement
and characterization
The densification and porosity of the HA compound was
analysed using Archimedes principal, using Sartorius density
machine, model BSA224S-CW, according to MPIF 42 and ASTM B962 for both green
part and sintered part of the HA compound [4]. Micrographical characteristics
was observed using scanning electron microscope (SEM), model Hitachi TM-1000. The
flexural strength of the HA-compound was
measured using a three-point bending test performed using 1 tonne Universal
Testing Machine, model Instron 5567 with the crosshead speed of 0.1 mm/min [8].
The harden structure of HA compound was measured using Metallic Vickers Tester,
model HVS10 based on ASTM D785 with the maximum load applied is 200g for 15 sec
indentation time.
Flexural
strength of green and sintered HA part
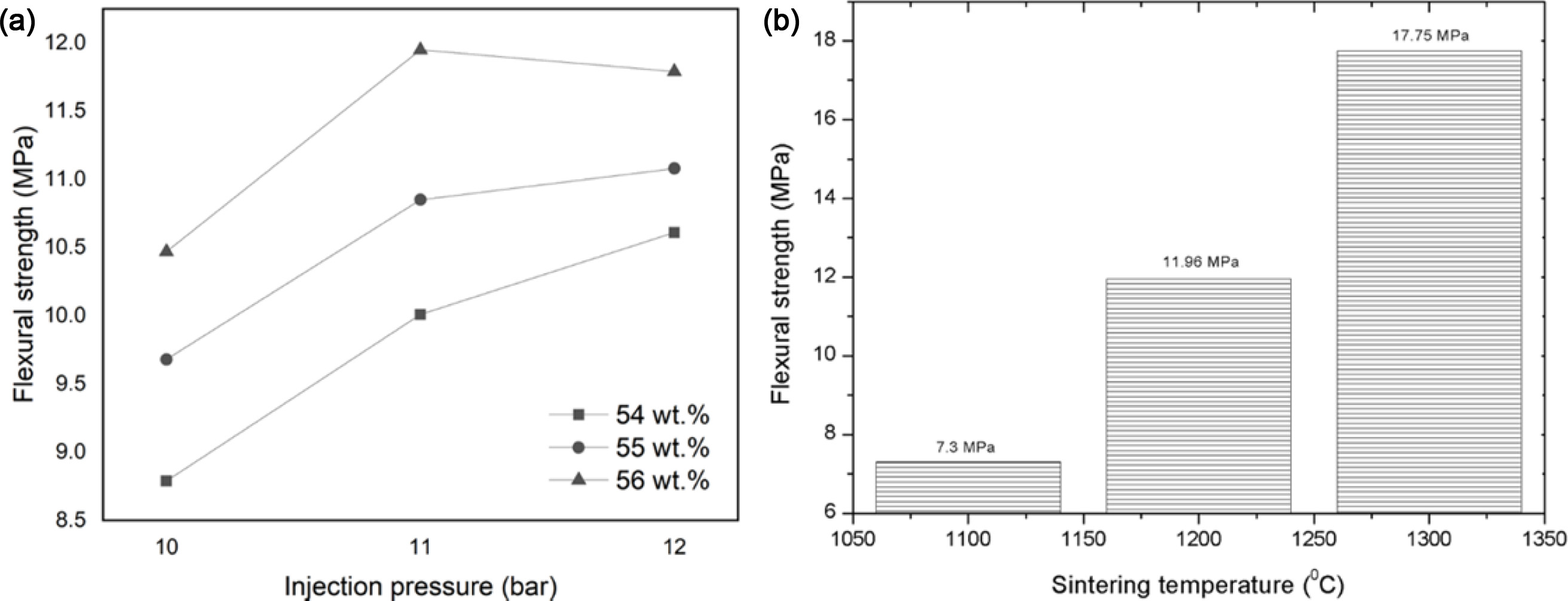
HA green part acquired certain level of strength as it may
ease the handling process and able to be produce without any defected in which
studies using HA/Ti6Al4V reported the average flexural strength of 7.6 MPa
which slightly lower compared to these study as shown in Fig. 1(a) [1]. These
demonstrate that there is an improvement in term of green part strength as the
HA compound itself able to reach the minimum of 8.79 MPa for 54 wt.% of powder
loading as seen in Fig. 1a. Although, it is clearly exhibited that the increase
trend of flexural strength reflected the increment of the powder loading which
in consistent with finding using 15 wt.% and 25 wt.% of HA-Al2O3
materials that obtained the maximum strength of 0.25 MPa and 1.01 MPa,
respectively [17]. Also, results indicated that the optimum
injection pressure is 11 bar with the maximum value of
flexural strength of 11.79 MPa at 56 wt.%. Studies reported that suppling less
pressure will result some defects including short sort
occurrence. In contrast, studies reported that by supplying
injection pressure at 13 MPa the maximum strength obtained only at average of
7.6 MPa [1]. These certainly listed in Fig. 1(a) as the pressure increase to 12
MPa, the flexural strength of the HA green part started to deteriorate to 11.78
MPa and remained stagnant. Studies using HA sintered part recorded the
depletion of flexural toughness from 0.65 MPa.m1/2 to 0.4 MPa.m1/2,
as the pressure increase between 7.8 MPa to 62 MPa which explained the phenomenon
occurrence in this study [18]. These supported results indicated in Fig. 1(b)
in which the flexural strength of sintered HA was improved from
7.3 MPa to 17.75 MPa as the sintering temperature increase from
1,100 oC to 1,300 oC, respectively. These are
corresponded to morphological analysis and densification discussed on following subtopics in which the
sintered HA harden and results in excellent flexural strength due to the
occurrence of grain growth and minimum existence of porosity [19].
Desitication
of HA compound
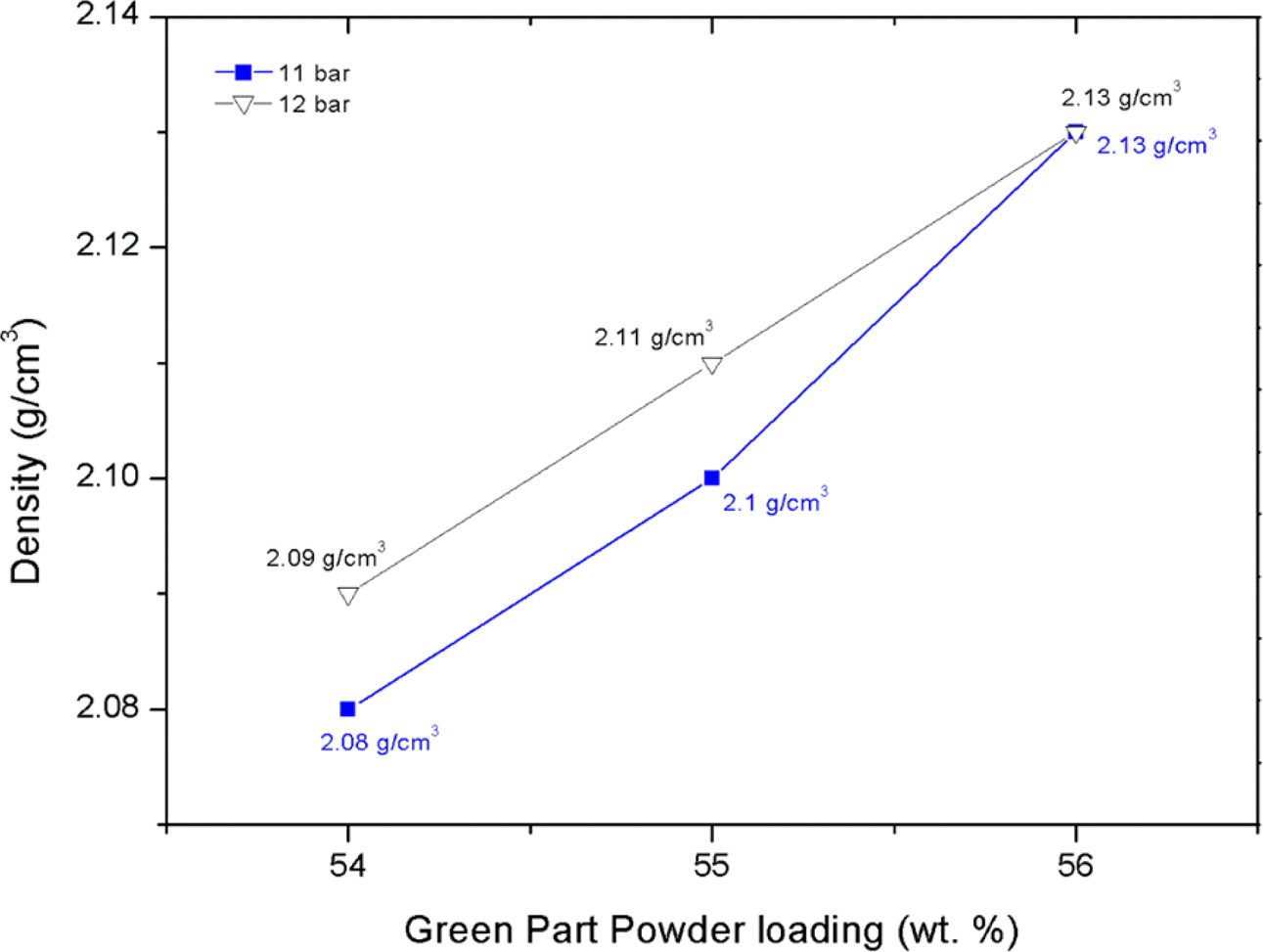
Densification of the HA compound were details in Fig. 2 in
which as the temperature maintained 150 oC the prolonged
densification acquired the same value of 2.13 g/cm3 even though the
pressure applied were different. These clearly exhibited that the pressure and
powder loading examine do have a prominent effect, consistent with studies
reported using the HA powders in which the density of the compound are
dramatically increase before shows a plateau sign [20]. Although, the
temperature did not gave any significant different on HA green part, yet, the
powder loading clearly indicated that increase in powder
loading will drastically increase the densification of the HA
compound. As the powder loading increase, theoritically it will cause more
compact structure and allow agglomerations occurancce. Also, the densification
remain constant as the powder loading increase shows that the abilities of
tissues growths to dissolve within these porous HA structures especially after
being sintered.
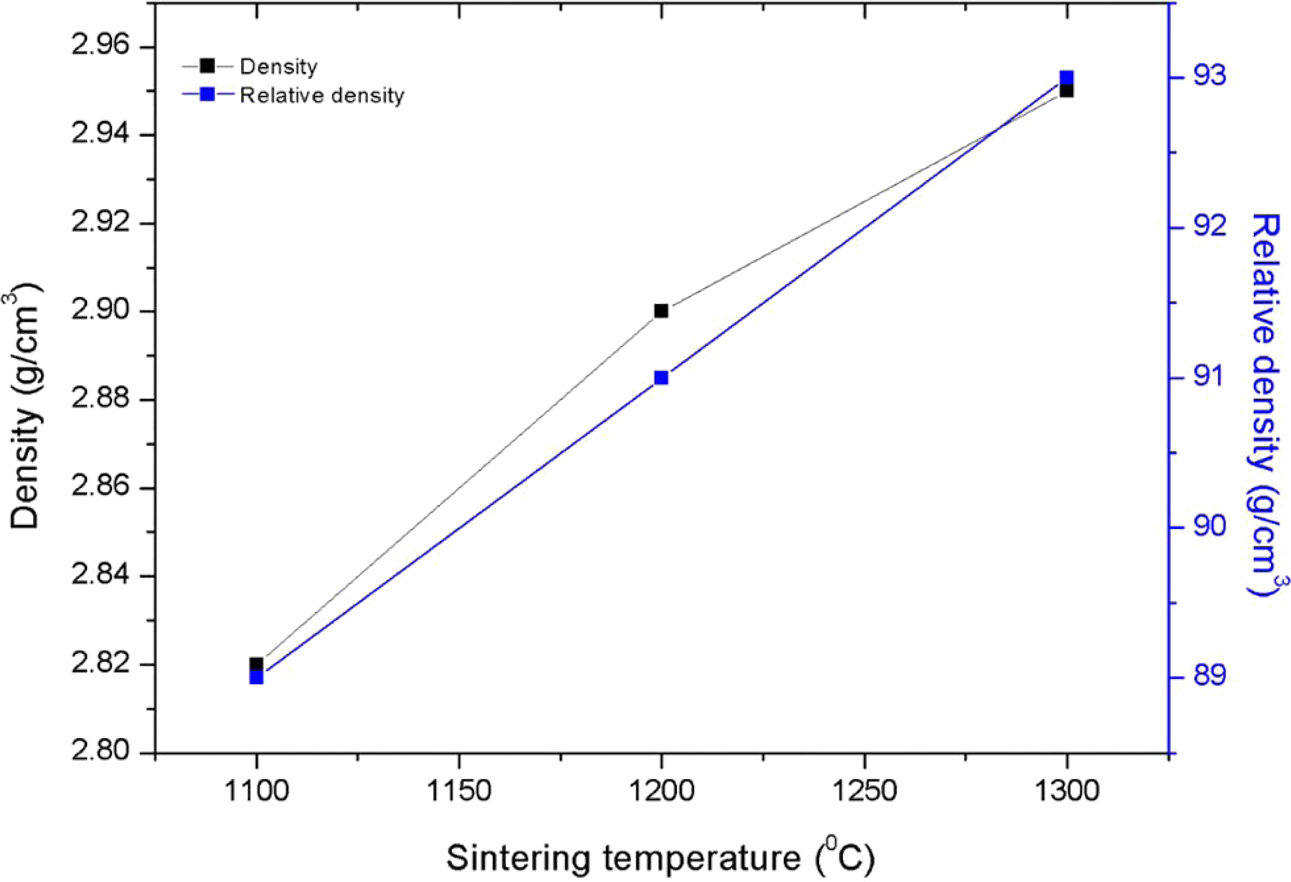
The HA green parts were then sintered and analysed as
shown in Fig. 3 which the density of sintered parts increase as
the sintering temperature increase. Although, the
densification of the overall sintered part increase at the minimum amount of
2.82 g/cm3, its clearly demonstrate that the HA parts are now
solidified hence, results in strengthen its overall structure. Also, as the
sintering temperature rise to 1,300 oC, the maximum
densification recorded at 2.95 g/cm3. Studies using ceramic
materials reported that the sintering temperature of
1,300 oC, seems an acceptable temperature which reveals
a pure material [21]. These phenomena indicated that any
higher temperature will only worsen its properties. Moreover, the study also
posted that as the sintering temperature increase to 1,300 oC,
the structure of materials tends to encounter a grain growth which reflected
its densification. However, the results obtained in this
study slightly contrast with other study using HA-sodium alginate materials in
which the sintering temperature between 1,000 oC and
1,100 oC The study reported that the acquired densification
values remain in average of 1.82 g/cm3. These are due to the fact
that as the sintering temperature increase, the sodium alginate started to
dwindle hence the densification of produce HA-sodium alginate is unstable
[17, 22]. Meanwhile, studies using SS316L-HA composites reported that insufficient sintering temperature and sintering time will lead to excessive porosity
occurrence which lower the
end-produced materials [8]. Noted that the type of solvent used during the
densification measurement has insignificant effects toward the relative
density, Fig. 3 lists the maximum density of 2.95 g/cm3 at sintering
temperature of 1,300 oC. Fig. 3 recorded that the relative
density stabilized at approximate 99% during the sintering temperature of
1,100 oC and 1,300 oC. Yet, at sintering
temperature of 1,200 oC the relative density seems slighly
lower at 96% which clearly suggestsed
the existance of excessive porosity
or agglomeration which invisible to physical view as reported by others
research [8, 20].
Hardness,
porosity and morphological evolution of sintered part
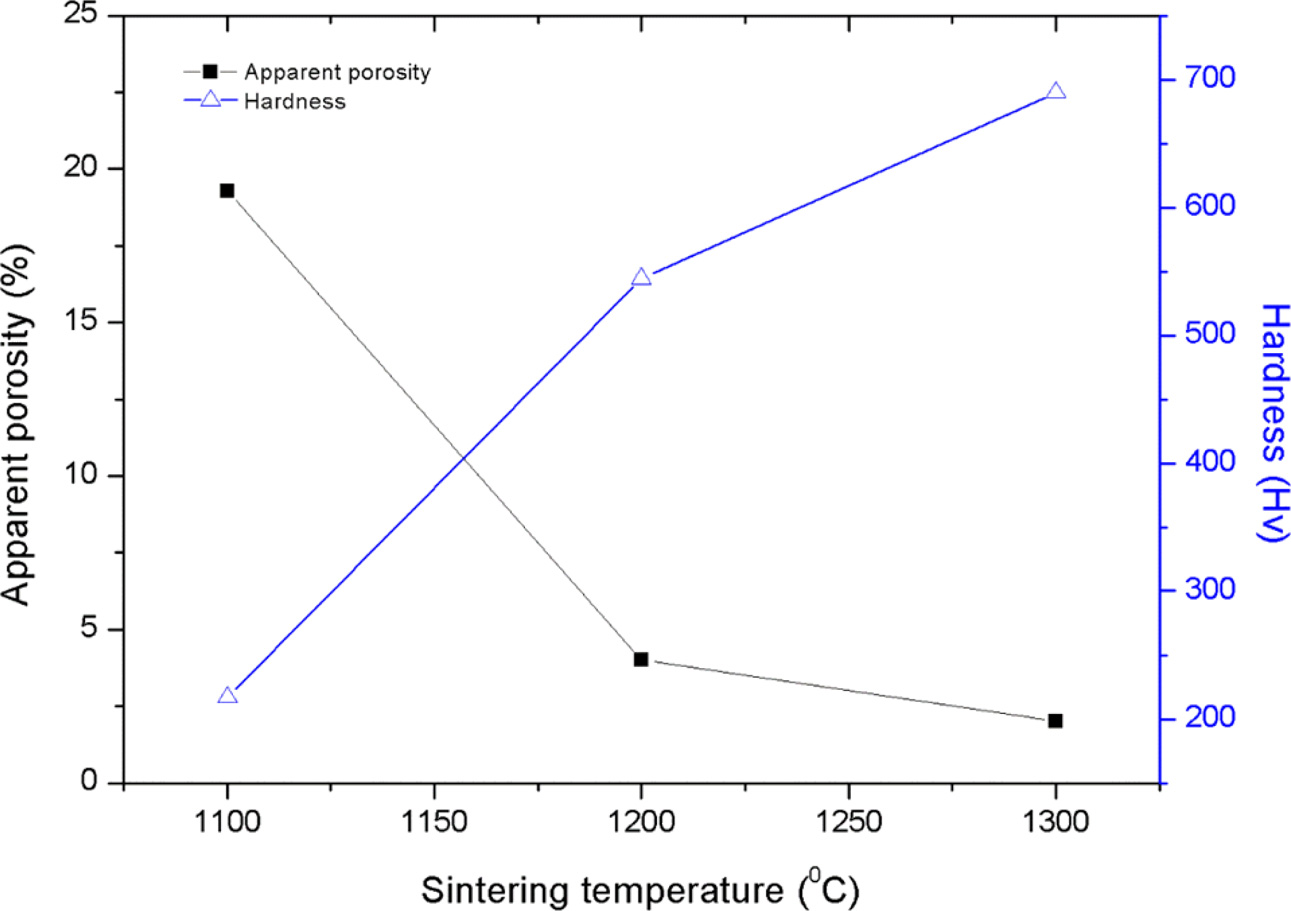
Fig. 4 clearly indicated that the hardness of sintered HA
parts is increase as the sintering temperature increase which in accordance
with studies using HA-sodium alginate [22]. Studies suggested that the HA
particles are closely packed hence, form a dense structure at higher sintering
temperature [23]. For instance, undoped HA usually reported with an average of
3 GPa (~305 Hv), while doped HA materials usually will further harden and able
to reach ~4 GPa [23, 24]. Yet, this study as shown in Fig. 4, able to attain
700 Hv (~7 GPa) for pure sintered HA parts due to the fact that the occurrence
of packed and grain arrangement onto the HA microstructure. Also, as seen in
Fig. 4, the increment in HA hardness are contradict with the porosity eventuate
in the HA structures. This result is constants with others findings that
reported the porosity reduction as the sintering temperature increase hence
harden the structural materials [25]. It can be noted that the maximum porosity
of 20% value recorded at 1,100 oC meanwhile, the porosity value
decreases till 2.5% as the temperature increase to 1,300 oC.
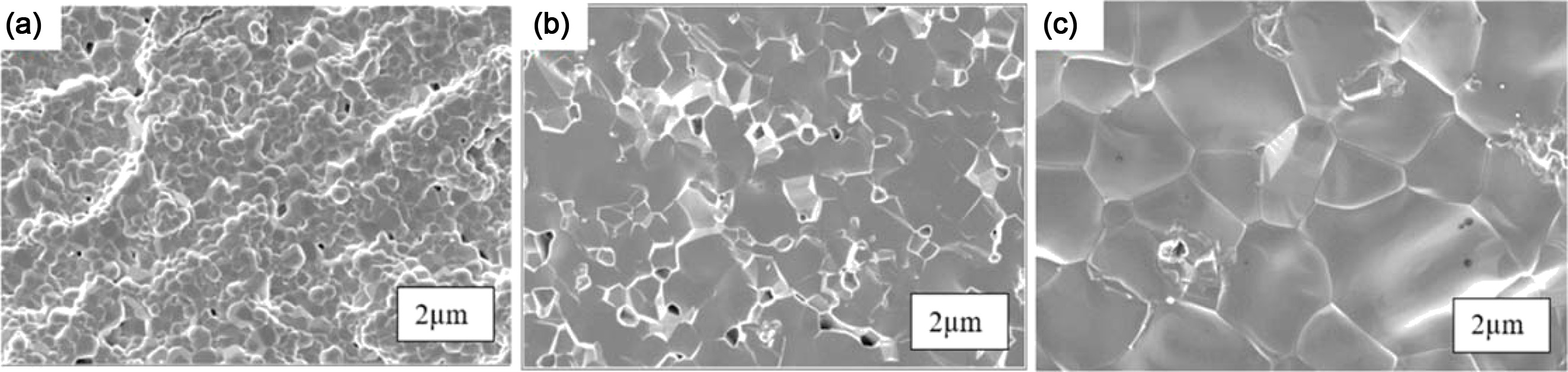
These evidences clearly indicated by Fig. 5 in which the porosity occurrence
decreased as the sintering temperature increase from
1,100 oC to 1,300 oC. Fig. 5(a) demonstrate
that the existence of porosity is obvious with no sign of grain growth.
Meanwhile, as the temperature increase to 1,200 oC, it seems
that a slight porosity emerges within the sintered HA materials as indicated in
Fig. 5(b). Also, Fig. 5(c) provided clear evidence that the
grain growth appears to minimize the porosity occurrence hence
result in very little porosity. These morphological images
correlated well with the measured density which showed
almost full of densification at temperature of
1,300 oC. Although the fully dense HA parts are not attained in
this present work, yet, the obtained data has a great potential for clinical
implant application as supported by others finding [11]. Also, studies of
ceramic materials, silicon carbides (SiC) porosity reported that the reduction
of porosity percentage as the temperature increase was subjected to the necking
behavior [26].
|
Fig. 1 Flexural strength of (a) HA green part at different injection pressure and powder loading of 54 wt.%, 55 wt.% and 56 wt.% and (b)
sintered HA part at 1,100 ºC, 1,200 ºC and 1,300 ºC. |
|
Fig. 2 Densification of HA green parts at different powder
loading. |
|
Fig. 3 Densification of HA green parts at different sintering
temperature. |
|
Fig. 4 Hardness and porosity at different sintering temperature. |
|
Fig. 5 Morphological images of the sintered HA part at sintering temperature of (a) 1,100 oC, (b) 1,200 oC, (c) 1,300 oC. |
Sintered parts of HA potential in behaviour as implants
materials as the flexural strength can reached up till 17.75 MPa meanwhile the
hardness recorded at 700 Hv that prove as the HA parts being sintered the
mechanical performance improved and strengthen due to minimum occurrence of
porosity. Also, the critical powder loading of 56 wt.% able to obtain the dense
with minimum porous structure compared to 54 wt.% and 55 wt.%. This research
also clearly highlights that as the sintered HA parts able to possess a smooth
and compact structure at 1,300 oC compared to 1,100 oC
and 1,200 oC of sintering temperature. These findings allow a benchmarks
of HA compound acquired in order to form a proper strength and
micrograph structure of implant materials. In order to allow enough
tissues growth the optimum 56 wt.% and sintering temperature of 1,200 oC
seems the appropriate parameter to be consider of.
The authors wish to gratefully thank and acknowledge the
Center for Research and Instrumentation Management (CRIM),
Universiti Kebangsaan Malaysia for their financial support to complete this
study under grant number DCP-2017-001/2.
No potential conflict of
interest was reported by the authors
- 1. A. Arifin, A.B. Sulong, and N. Muhamad, J. Syarif, and M.I. Ramli, Mater. Des. 65 (2015) 1028-1034.
-

- 2. M.R. Nikpour, S.M. Rabiee, and M. Jahanshahi, Compos. Part B. 43[4] (2012) 1881-1886.
-
- 3. Q. Peng, X. Bin, H. Xuxing, Y. Wang, Z. Peng, and Z. Tang, J. Alloys Compd. 825 (2020) 153102.
-
- 4. M.I. Ramli, A.B. Sulong, N. Muhamad, A. Muchtar, A. Arifin, and S.J. Park, J. Phys. Conf. Ser. 1198[4] (2019) 042017.
-
- 5. A. Arifin, A. Bakar, N. Muhamad, J. Syarif, and M. Ikram, J. Mater. 55 (2014) 165-175.
-
- 6. D. Arcos and M. Vallet-Regí, J. Mater. Chem. B. 8[9] (2020) 1781-1800.
-
- 7. S.B. Hein and A. Otte, Bernhard Heiden Winter. 1 (2020) 1-7.
- 8. M.I. Ramli, A.B. Sulong, N. Muhamad, A. Muchtar, A. Arifin, F.M. Foudzi, and M.S. Hammadi Al-Furjan, PLoS One. 13[10] (2018) e0206247.
-
- 9. F.M. Salleh, A.B. Sulong, N. Muhamad, I.F. Mohamed, and N.N. Mas’ood, and B.E. Ukwueze, Procedia Eng. 184 (2017) 334-343.
-
- 10. M.H.I. Ibrahim, N. Muhamad, A.B. Sulong, K.R. Jamaludin, S. Ahmada, and N.H.M. Norb, Int. J. Mech. Mater. Eng. 5 (2010) 282-289.
- 11. S. Ramesh, C.Y. Tan, S.B. Bhaduri, W.D. Teng, and I. Sopyan, J. Mater. Process. Technol. 206[1-3] (2008) 221-230.
-
- 12. E. Aygul, S. Yalcinkaya, and Y. Sahin, Mater. Res. Express. 7[3] (2020) 035402.
-
- 13. N. Verma, S. Zafar, and M. Talha, Manuf. Lett. 23 (2020) 9-13.
-
- 14. A. Tufail, F. Schmidt, and M. Maqbool, "Handbook of Ionic Substituted Hydroxyapatites" (Elsevier Ltd, 2020) p.355-381.
-
- 15. J.D. Avila, Z. Alrawahi, S. Bose, and A. Bandyopadhyay, Addit. Manuf. 34 (2020) 101241.
-
- 16. D. Yan, B. Zeng, Y. Han, H. Dai, J. Liu, Y. Sun, and F. Li, Addit. Manuf. 34 (2020) 101305.
-
- 17. G. Gunawan, A. Arifin, I. Yani, and M. Indrajaya, IOP Conf. Ser. Mater. Sci. Eng. 620 (2019) 012107.
-
- 18. S. Kobayashi, W. Kawai, and S. Wakayama, J. Mater. Sci. Mater. Med. 17[11] (2006) 1089-1093.
-
- 19. B. Cui, R. Zhang, F. Sun, Q. Ding, Y. Lin, L. Zhang, and C. Nan, J. Adv. Ceram. 9[1] (2020) 123-128.
-
- 20. H.Z. Shen, N. Guo, L. Zhao, and P. Shen, Scr. Mater. 177 (2020) 141-145.
-
- 21. N.A. Baharuddin, A. Muchtar, and M.R. Somalu, Mater. Lett. 194 (2017) 197-201.
-
- 22. N. Kanasan, S. Adzila, N.A. Mustaffa, S.M. Sidi, M.N.A. Rahman, N.F. Nasir, and P. Gurubaran, MATEC Web Conf. 135 (2017) 00063.
-
- 23. T.Y. Ching, R. Singh, T.C. Yong, and Y.B. Kar, in Procee- dings of 2016 Int. Conf. Appl. Syst. Innov. IEEE ICASI, June 2016 (2016) p.3-6.
-
- 24. L.A. Pires, L.J. de Azevedo Silva, B.M. Ferrairo, R. Erbereli, J.F.P. Lovo, O. Ponce Gomes, J.H. Rubo, P.N. Lisboa-Filho, J.A. Griggs, C.A. Fortulan, and A.F.S. Borges, Dent. Mater. 36[2] (2020) e38-e46.
-
- 25. T.G.M. Bonadio, E.R. Fiorentin, A.G. Candido, R.Y. Miyahara, V.F. Freitas, H.J. Kiyochi, L. Hernandes, J.M. Rosso, J.A. Burato, I.A. Santos, M.L. Baesso, and W.R. Weinand, Ceram. Int. 46[8] (2020) 12837-12845.
-
- 26. J.F. Zhang, X.N. Zhou, Q. Zhi, S. Zhao, X. Huang, N.L. Zhang, B. Wang, J.F. Yang, and K. Ishizaki, J. Asian Ceram. Soc. 8[2] (2020) 255-264.
-
 This Article
This Article
-
2020; 21(6): 662-666
Published on Dec 31, 2020
- 10.36410/jcpr.2020.21.6.662
- Received on Jul 3, 2020
- Revised on Jul 22, 2020
- Accepted on Aug 14, 2020
Services
- Abstract
introduction
experimental
results and discussion
conclusion
- Acknowledgements
- Conflict of Interest
- References
- Full Text PDF
Shared
Correspondence to
- Nabilah Afiqah Mohd Radzuan
-
Precision Research Group, Department of Mechanical and Manufacturing, Faculty Engineering and Built Environment, Universiti Kebangsaan Malaysia, 43600 Bangi, Selangor, Malaysia
Tel : +603-89217190 Fax: +60389218000 - E-mail: afiqah@ukm.edu.my
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr