





- Ceramic composites derived from polysilazane with the addition of silicon carbide
Alfian Noviyantoa,b,*, Amirudin Wibowoc, Galuh Sukmarania, Retno Kusumaningruma, Fiqhi Fauzia,
Alvin Muhammad Habieba, Muhamad Ikhlasul Amald and Nurul Taufiqu RochmandaNano Center Indonesia, Jl. PUSPIPTEK, South Tangerang, Banten 15314 Indonesia
bDepartment of Mechanical Engineering, Mercu Buana University, Jl. Meruya Selatan, Kebun Jeruk, Jakarta 11650, Indonesia
cResearch Center, Mercu Buana University, Jl. Meruya Selatan, Kebun Jeruk, Jakarta 11650, Indonesia
dResearch Center for Metallurgy and Materials, Indonesian Institute of Sciences, PUSPIPTEK, South Tangerang, Banten 15314, Indonesia
Ceramic composites from the
polysilazane with the addition of silicon carbide (SiC) was successfully
sintered by a hot pressing furnace at 1,600-1,800 ºC for 1 h under the
applied pressure of 20 MPa in a nitrogen atmosphere. The addition of SiC did
not influence the densification of sintered polysilazane. However, the phases
generated during sintering were affected by the addition of SiC, resulting in
the multi-phases of sintered polysilazane/SiC composite. The formation of SiC,
Si3N4, Si2N2O, and SiO2
phases were observed in the sintered polysilazane/SiC composite. The highest
hardness of sintered polysilazane was obtained with the addition of SiC sinter
at 1,700 ºC, i.e., 24.3 ± 1.1 GPa, and decreased to 21.8 ± 0.7 GPa at
1,800 ºC. This is due to the sintered polysilazane/SiC composite at 1,700 ºC possess
fine microstructure compared to 1,800 ºC. Meanwhile, the sintered polysilazane
experienced significant grain growth at 1,700 ºC, thus the hardness of this
sample was lower than sintered polysilazane/SiC composite.
Keywords: Polysilazane, Silicon carbide, Sintering, Phase, Microstructure
Polysilazane has been used extensively to synthesize Si-based ceramic
composites, such as Si3N4 and SiC. In general, there are
two steps for the sintering of ceramic composites
from the polysilazane [1-7]; first the polysilazane was cross-linked and
pyrolyzed at temperature 1,000-1,600 ºC to obtain the amorphous powder. Subsequently, the amorphous powder was
sintered at high temperatures to
obtain a sintered body. The phase that generates during sintering depends on
the sintering additives, sintering temperature, and sintering atmosphere that used for the densification of
amorphous polysilazane. Moreover, the addition of sintering
additives is still required to obtain
the dense sintering body from polysilazane [1-3, 5, 6, 8] due to
the high covalence bonding and low self-diffusivity of Si-based ceramic, such
as Si3N4 and SiC, make them difficult to sinter to a high
density. For instance, the sintering temperature of 2,500 ºC and applied
pressure are needed to densify SiC [9]. The other study reported the use of
ultra-high pressure to achieve SiC
with density near the theoretical
study [10]. Liquid phase sintering is believed as the mechanism for the densification of amorphous
polysilazane due to the presence of
oxide sintering additives. However, several studies showed that dense ceramics body from polymer precursor could be densified
without the addition of sintering additives, which used
mechanical milling to activate the
amorphous polymer precursor [11-13].
SiC
is a ceramic material that widely uses for the application at elevated
temperature due to excellent thermal and mechanical properties, such as heat
exchanger, gas turbine, and space shuttle [14, 15]. SiC composite is also
considered as a structural material for nuclear reactor because of the low
neutron irradiation of Si and C. In daily life, SiC is used as abrasive
materials due to the high hardness of this material,
which suitable for application as wear-resistant materials. SiC is also a promising material for application as electronic devices due to excellent electronic
properties [16]. However, the addition of SiC into polysilazane is
rarely reported, apart from the work of Noviyanto et al. [8] who reported the
addition of SiC into polysilazane (weight ratio = 1) and studied the effect of
sintering atmosphere on the microstructure and phase of the sintered ceramic.
In the present study, we investigated the effect of SiC
addition on the phase formation and microstructure of Si-based ceramics from
polysilazane prepared by a hot-pressing furnace. Three different sintering
temperatures were used in this study. The data on phase,
microstructure, and relation with the hardness of sintered
polysilazane are examined to elucidate the effect of SiC in the polysilazane.
Polysilazane (KiON Ceraset Polysilazane 20, USA) was
dissolved in acetone and mixed with β-SiC powder (> 97.5% purity, 4620KE,
NanoAmor Inc., USA) with a weight ratio of 5:1. The slurry was dried and
subsequently cross-linked on a hot plate at 200 ºC for 90 min. The
cross-linked powder was pyrolyzed at 1,300 ºC for 2 h in a nitrogen atmosphere
using a tube furnace to form an amorphous powder. According to our previous
study, the crystallization of amorphous powder starts at 1,450 ºC [12]. Al2O3
(> 99.9% purity, Baikowski, Japan) and Y2O3
(> 99.9% purity, Acros Organics, USA) were used as sintering additives
with the ratio were 60:40 in weight. Sintering additives were mixed with the
pyrolyzed powder using ball milling for 24 h. The number of sintering additives
was 5 wt.% in the total mass of mixed powder. The mixed powder was sintered at
1,600, 1,700 and 1,800 ºC for 1 h under an applied
pressure of 20 MPa in a nitrogen atmosphere using
a hot pressing vacuum furnace. Polysilazane without the addition
of β-SiC powder was also prepared for the comparison purpose.
Archimedes principle was used
to estimate the density of sintered powder.
The microstructure of sintered bodies was observed by scanning electron microscope
(SEM: S-4800, Hitachi, Japan). The crystalline phases that formed during
sintering were detected by room-temperature X-ray diffraction (XRD: X’Pert-PRO MPD, PANalytical, The
Netherlands) using the Cu Kα line. The samples were mirror-polished before
measuring the hardness. The Vickers indentation method using a hardness tester
(MVK-H1, Mitutoyo, Japan) with a 1 kg load and a loading time of 10 s were used
to determine the hardness of sintered samples.
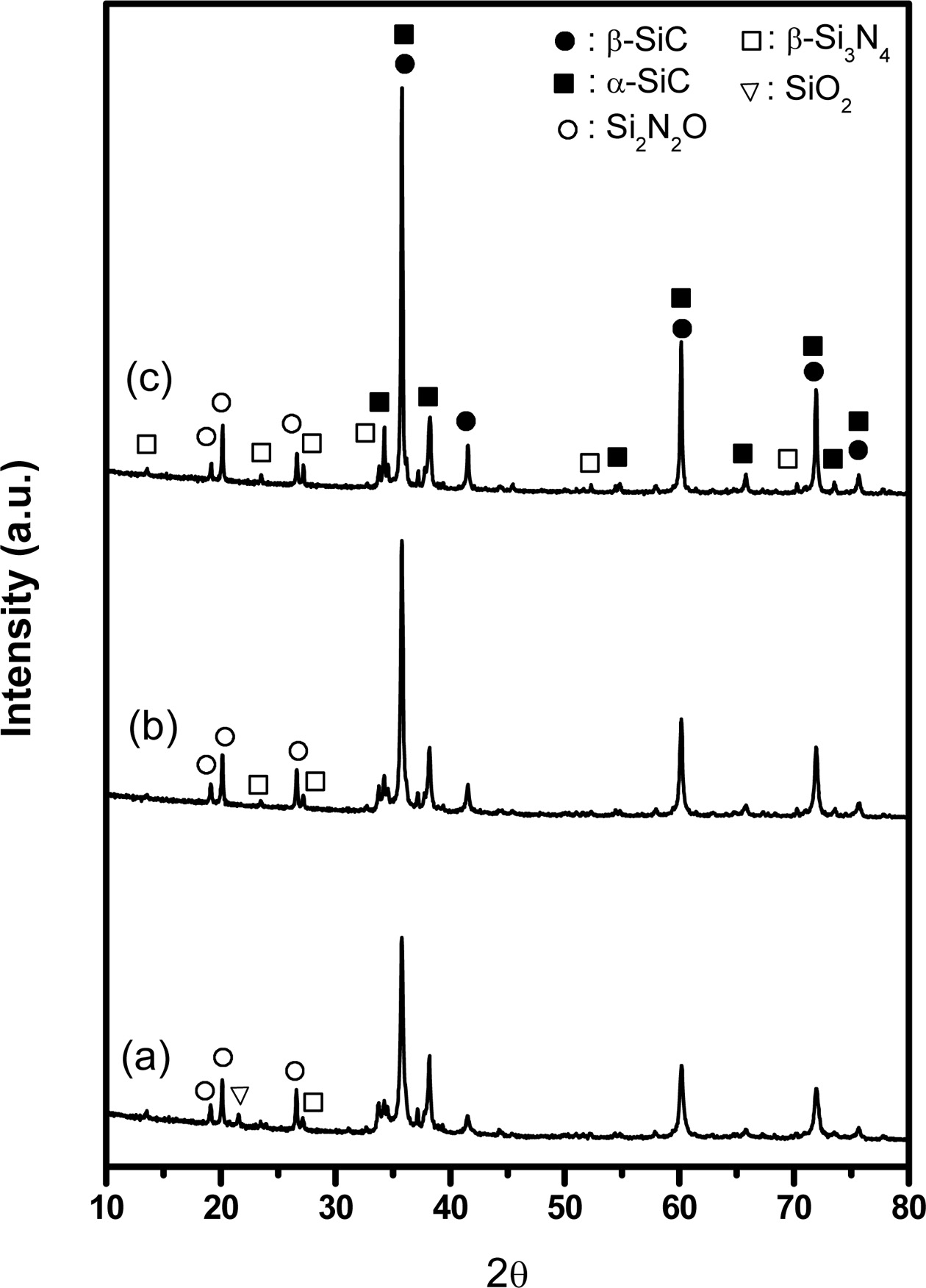
Fig. 1 displays the XRD patterns of polysilazane/SiC after
sintering using the hot pressing furnace at different temperatures. SiC in the
form of β-SiC and α-SiC were detected at the 1,600 ºC (Fig. 1(a)). In terms of
stability at high temperature, the transformation of β-SiC to α-SiC occurs at
temperature > 1,600 ºC [17], however, in our study, the formation
of those phases appears simultaneously, as shown in Fig. 1(a).
Comparing with polysilazane without the addition of SiC (Fig.
2(a)), it showed that the presence of α-SiC is dominant compared to β-SiC.
Therefore, the occurrence of β-SiC in the polysilazane/SiC composite sinter at
1,600 ºC originates from the β-SiC powder since the polysilazane
tend to form α-SiC instead of β-SiC. The other phases that exist at 1,600 ºC
were Si2N2O, SiO2 and β-Si3N4.
The origin of those phases came from the polysilazane, since the polysilazane
consists of Si, C, N, and O [18], which might form SiC, Si3N4,
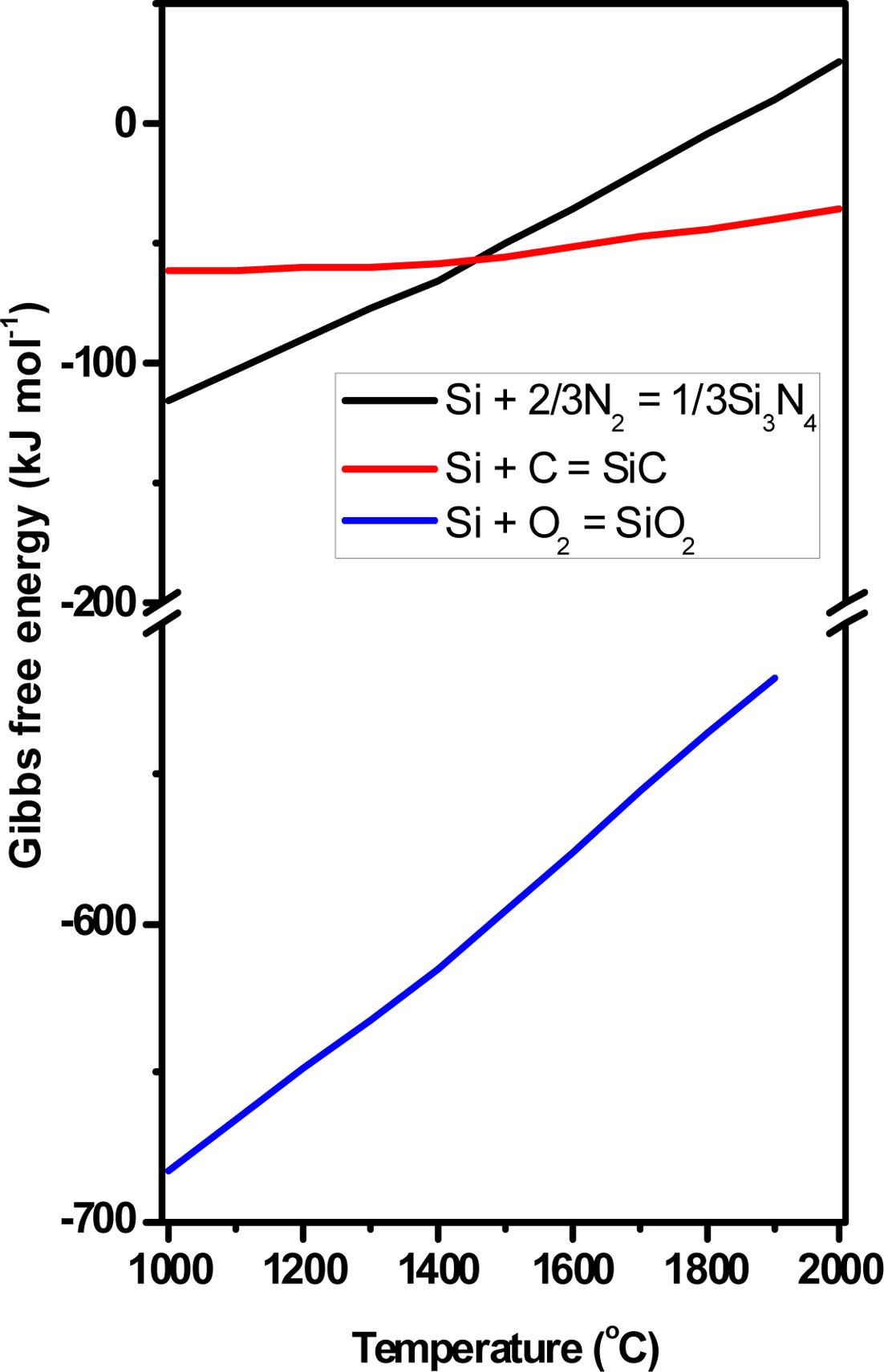
SiO2. Fig. 3 shows the Gibbs free energy of SiC, Si3N4,
SiO2 as a function of temperature. At 1,600 ºC, the Gibbs free
energy of SiC, Si3N4, and SiO2 were -50.981,
-34.605, and -576.02 kJ mol-1, respectively. Therefore, the
formation of SiO2 occurred in the beginning. Subsequently, Si3N4
started to form after the formation of SiO2 completed, as observed
in Fig. 1(a). However, at a temperature higher than 1,400 ºC, SiC is more
stable than Si3N4, as shown in Fig. 3. The decomposition
of Si3N4 to SiC can be suppressed by the use of a
nitrogen atmosphere during sintering [19]. Therefore, the existence of Si3N4
at sintering temperature > 1,600 ºC, as shown in Fig. 1(b) and
(c), due to the sintering atmosphere that used in the present study.
Interesting to note is that the formation of Si2N2O,
which is the result of Si3N4 and SiO2 reaction
[8, 20]. It seems the formation of Si2N2O complete
at 1,700 ºC due to the disappearance of SiO2 peak at 1,700 ºC,
as shown in Fig. 1(b). The phase of polysilazane/SiC
composite sinter at 1,700 and 1,800 ºC is similar, as shown in Figs. 1(b) and
(c), respectively.
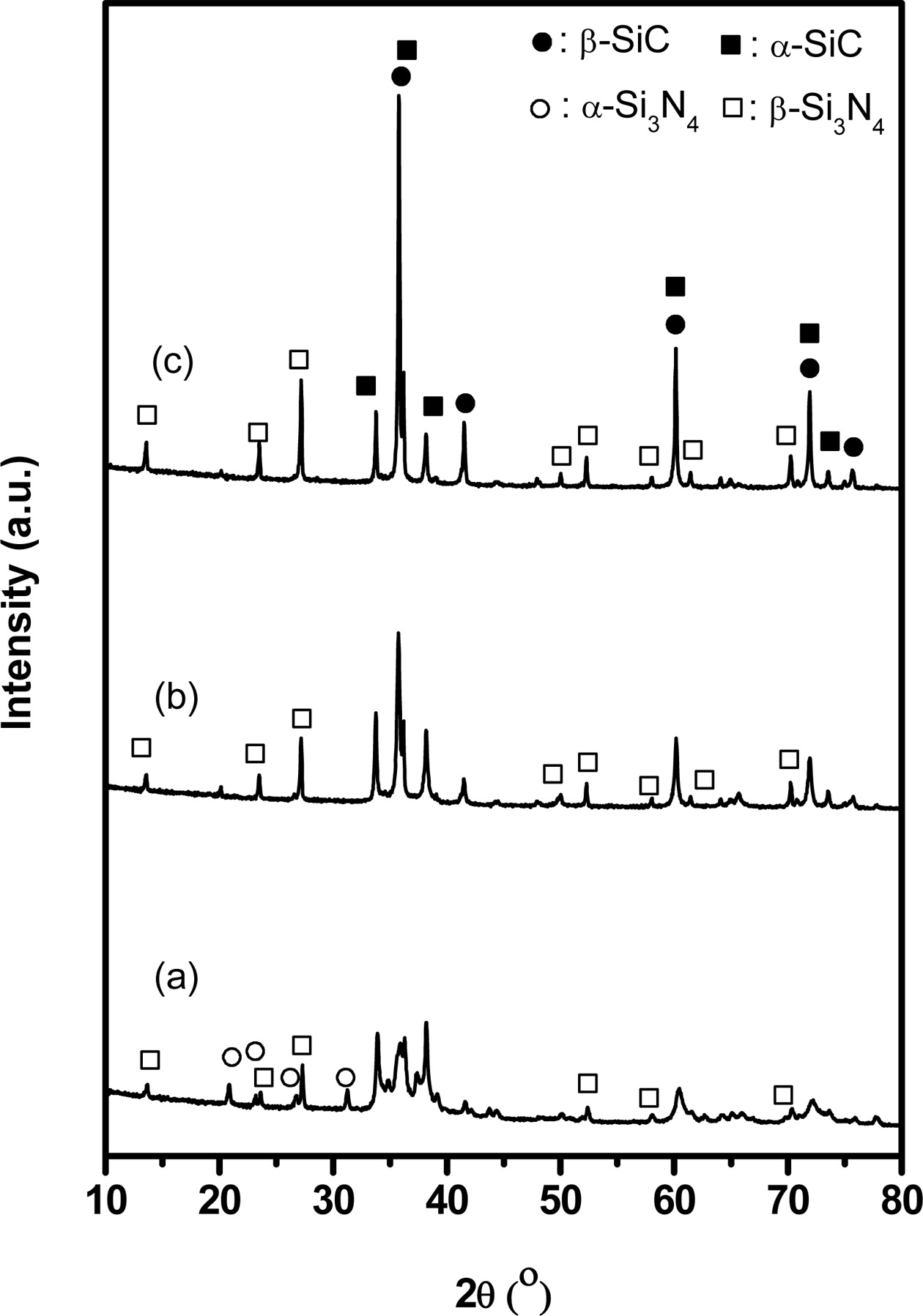
Fig. 2 shows the XRD pattern of the sintered polysilazane
at different temperatures. The crystalline phases that detected in sintered
polysilazane were β-SiC, α-SiC, α-Si3N4, and β-Si3N4.
At 1,600 ºC (Fig. 2(a)), besides the formation of α-SiC, the other phases
that detected were α-Si3N4, and β-Si3N4.
Initially, α-Si3N4 formed in the beginning. However,
since the α-Si3N4 is not stable at high temperatures
[21-23], it transformed into β-Si3N4. Therefore, the
presence of α-Si3N4 was not identified at 1,700 ºC,
indicates that all α-Si3N4 had already transformed into β-Si3N4,
as shown in Fig. 2(b). Moreover, Fig. 2(b) revealed the existence of β-SiC at
1,700 ºC compared to 1,600 ºC, as indicated by the peak at 35.579º.
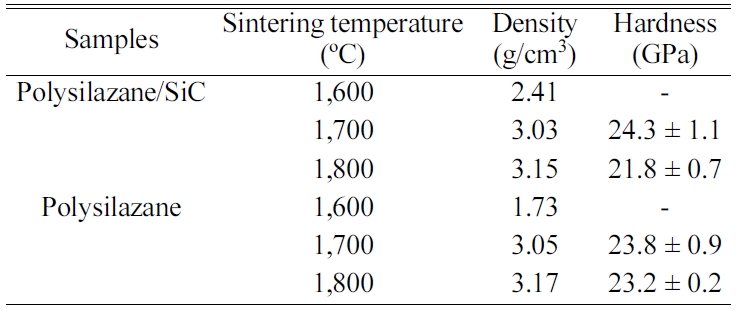
Table 1 shows the density and hardness of the sample sinter
at different temperatures. It is clear that the density of all
samples increased with increasing temperature. It seems the sintering
temperature of 1,600 ºC was too low for densification, both for the
polysilazane with and without SiC, resulting in a density of 2.41 and 1.73 g/cm3 for the polysilazane/SiC and
polysilazane, respectively. However, at 1,700 ºC the density of both
samples increased significantly to 3.03-3.05 g/cm3, corresponding to
the relative density of 93-95%, if compared to the theoretical density of SiC.
Moreover, the relative density higher than 98% was obtained at 1,800 ºC,
equal to the density of 3.15-3.17 g/cm3. These results are in
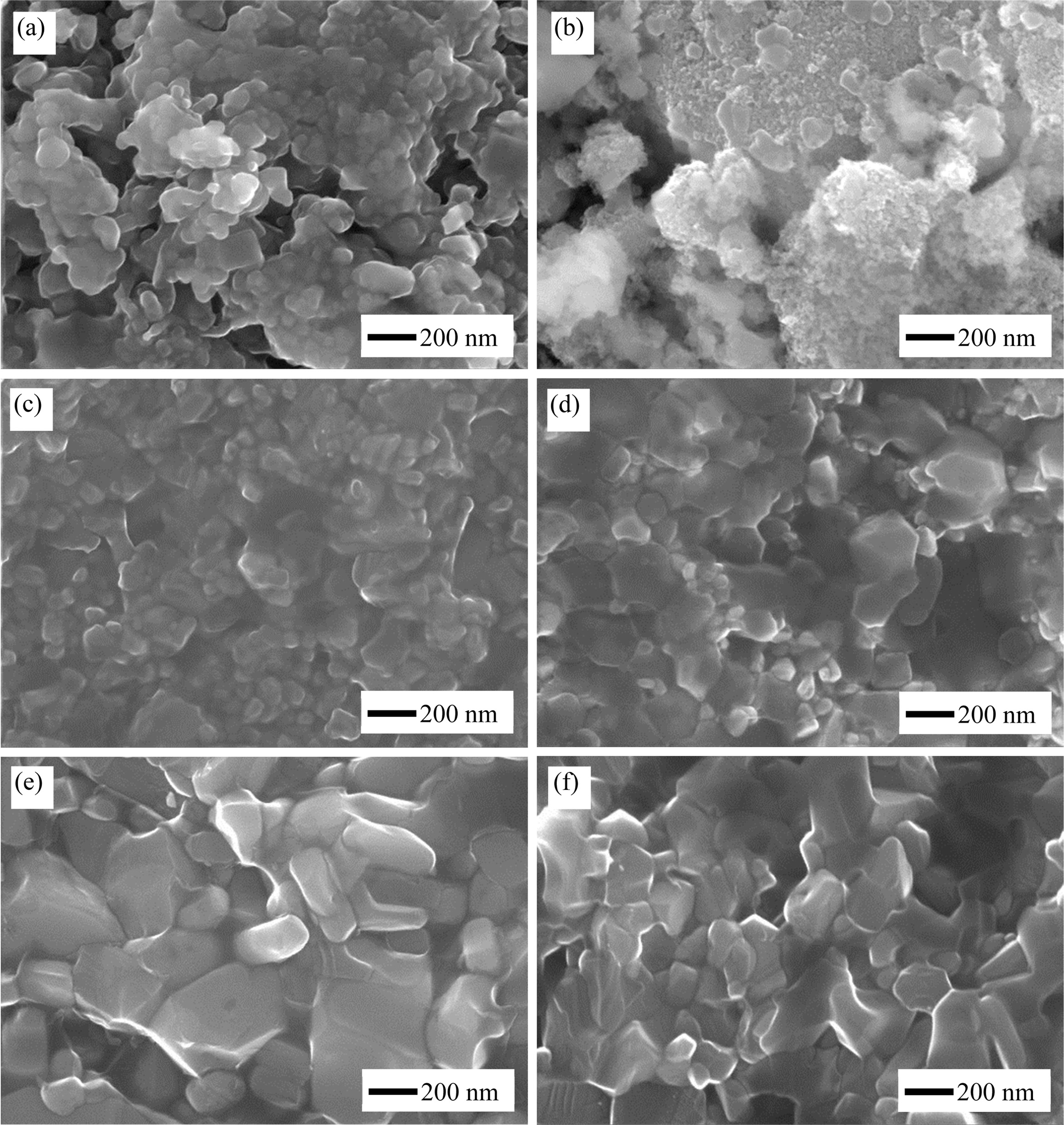
agreement with the microstructure analysis, as shown in Fig. 4. The pores were
observed in the polysilazane/SiC composite (Fig. 4(a)) and polysilazane (Fig.
4(b)), which indicated a low dense sintered
body. However, the particle size of polysilazane sinter at 1,600 ºC is
much finer compared to polysilazane/SiC.
Since the starting material of polysilazane is an amorphous powder, therefore,
the crystallinity of this powder
depends on the sintering temperature. As shown in Fig. 2(a), the crystallinity of sintered polysilazane is quite low,
indicates that the sintered body in the first stage to form the crystalline
phase, resulting in the very fine microstructure. On the other hand, the
particle size of polysilazane/SiC was observed very clear. This particle
was β-SiC powder, which is intentionally added into polysilazane. Moreover, the
peaks of β-SiC were detected even though at 1,600 ºC, as shown in Fig.
1(a). The tremendous change in microstructure was noticeable at 1,700 ºC,
as shown in Figs. 4(c) and (d). In particular, for the sintered polysilazane,
the particle size increases from the very fine at 1,600 ºC to several
hundred nanometers at 1,700 ºC, even though the distribution of the grain
size broadens. In contrast, the sintered polysilazane/SiC composite did not
show a significant change in the grain size. However, the dense body was
obtained at 1,700 ºC, as shown in Fig. 4(c). Furthermore, significant grain
growth occurred at 1,800 ºC for both polysilazane/SiC composite (Fig. 4(e)) and
polysilazane (Fig. 4(f)).
The hardness of the samples is shown in Table 1. The
hardness of polysilazane/SiC composites at 1,700 and 1,800 ºC
was 24.3 ± 1.1 and 21.8 ± 0.7 GPa, respectively.
Meanwhile, sintered polysilazane at 1,700 and 1,800 ºC was 23.8 ± 0.9 and 23.2 ± 0.2 GPa,
respectively. The difference of hardness polysilazane/SiC composite and
polysilazane at 1,700 ºC is more likely due to the difference in microstructure, which is the microstructure of polysilazane/SiC composite finer than
polysilazane following the Hall-Petch equation. Moreover, the phases have also
affected the hardness, while the major phases significantly contributed to the
hardness of samples. Indeed, SiC plays an important role in the hardness of
sintered samples.
|
Fig. 1 XRD patterns of polysilazane/SiC composite after sintering at (a) 1,600, (b) 1,700, and (c) 1,800 ºC, showing the formation of Si-based compound such as β-SiC, α-SiC, β-Si3N4, Si2N2O and SiO2. |
|
Fig. 2 XRD patterns of polysilazane after sintering at (a) 1,600, (b) 1,700, and (c) 1,800 ºC, showing the formation of SiC and Si3N4. |
|
Fig. 3 Gibbs free energy of SiC, Si3N4 and SiO2 as a function of temperature. |
|
Fig. 4 SEM images of polysilazane/SiC composite after sintering at (a) 1,600, (c) 1,700, and (e) 1,800 ºC, and polysilazane after sintering at (b) 1,600, (d) 1,700, and (f) 1,800 ºC. |
The ceramic composite of polysilazane/SiC was successfully
sintered by a hot pressing furnace for 1 h under an applied pressure of 20 MPa
in a nitrogen atmosphere. Multi-phases, such as SiC, Si3N4,
Si2N2O, were detected by XRD at any sintering
temperature, while SiO2 only observed at
1,600 ºC. The disappearance of SiO2 at sintering
temperature > 1,600 ºC was likely due to the reaction with Si3N4
to form Si2N2O. On the other hand, the
sintered polysilazane without the addition of SiC showed
only SiC and Si3N4 phases at any temperature. The density
obtains after sintering for the polysilazane/SiC composite was
2.41, 3.03, and 3.15 g/cm3 for the sintering temperature of
1,600, 1,700, and 1,800 ºC, respectively. Similar results are also
achieved for the sintered polysilazane without the addition of SiC.
However, the microstructure generates after sintering for
the polysilazane/SiC composite significantly different compared to
polysilazane, in particular for the sintering temperature
of 1,600 and 1,700 ºC. The existence of pores was observed
for both samples at 1,600 ºC, however, sintered
polysilazane possesses a very fine microstructure.
Furthermore, the tremendous increase in density and grain size was
observed in the sintered polysilazane at 1,700 ºC.
In contrast, the sintered polysilazane/SiC composite
only increases the density at 1,700 ºC without a significant
increase in the grain size. As the results of fine
microstructure, polysilazane/SiC composite has the
highest hardness, i.e., 24.3 ± 1.1 GPa, among the other samples.
This research was funded by a grant from the INSINAS 2019 (No.
30/INS-1/PPK/E4/2019), the Ministry of Research,
Technology, and Higher Education, Republic of Indonesia.
- 1. R. Riedel, M. Seher, J. Mayer, and D.V. Szabo, J. Eur. Ceram. Soc. 15[8] (1995) 703-715.
-

- 2. G. Boden, A. Neumann, T. Breuning, E. Tschernikova, and W. Hemel, J. Eur. Ceram. Soc. 18[10] (1998) 1461-1496.
-
- 3. M. Zemanová, E. Lecomte, P. Šajgalı́k, and R. Riedel, J. Eur. Ceram. Soc. 22[16] (2002) 2963-2968.
-
- 4. J. Wan, M.J. Gasch, and A.K. Mukherjee, J. Mater. Res. 15[8] (2000) 1657-1660.
-
- 5. J. Wan, R.G. Duan, M.J. Gasch, and A.K. Mukherjee, Mater. Sci. Eng. A. 424[1-2] (2006) 105-116.
-
- 6. J. Wan, R.G. Duan, M.J. Gasch, and A.K. Mukherjee, J. Am. Ceram. Soc. 89[1] (2006) 274-280.
-
- 7. J. Lee, D.P. Butt, R.H. Baney, C.R. Bowers, and J.S. Tulenko, J. Non. Cryst. Solids. 351[37-39] (2005) 2995-3005.
-
- 8. A. Noviyanto, D.-H. Yoon, Y.-H. Han, and T. Nishimura, Adv. Appl. Ceram. 115[5] (2016) 272-275.
-
- 9. J.S. Nadeau, Am. Ceram. Bull. 52[2] (1973) 170-174.
- 10. M.L. Xie, D.L. Luo, X. Bin Xian, B.Y. Leng, C. Chang’an, and W.Y. Lu, Fusion Eng. Des. 85[7-9] (2010) 964-968.
-
- 11. Y. Lee, J.H. Lee, D.-G. Shin, A. Noviyanto, H.-M. Lee, T. Nishimura, B.-K. Jang, W.-T. Kwon, Y. Kim, S. Kim, and Y.-H. Han, Scr. Mater. 143 (2018) 188-190.
-
- 12. A. Noviyanto, D.H. Yoon, K. Lee, Y.M. Kim, D.I. Kim, Y.K. Jeong, K.H. Kim, S. Kwon, and Y.H. Han, Trans. Nonferrous Met. Soc. China 23[2] (2013) 420-425.
-
- 13. A. Noviyanto and T. Nishimura, Makara J. Technol. 20[3] (2016) 109-113.
-
- 14. T.A. Carlson, C.R. Welch, W.M. Kriven, and C.P. Marsha, J. Ceram. Process. Res. 16[3] (2015) 303-307.
- 15. S. Ahn, S. Jeong, and K. Nam, J. Ceram. Process. Res. 17[9] (2016) 994-998.
- 16. E. Jung, Y.J. Lee, S.R. Kim, W.T. Kwon, J.K. Kim, D.J. Choi, and Y. Kim, J. Ceram. Process. Res. 15[6] (2014) 447-450.
- 17. H. Xu, T. Bhatia, S. A.Deshpande, N. P.Padture, A.L. Ortiz, and F.L.Cumbrera, J. Am. Ceram. Soc. 84[7] (2001) 1578-1584.
-
- 18. M.F. Gonon, G. Fantozzi, M. Murat, and J.P. Disson, J. Eur. Ceram. Soc. 15[6] (1995) 591-597.
-
- 19. G.J. Zhang, J.F. Yang, and T. Ohji, Mater. Sci. Eng. A. 328[1-2] (2002) 201-205.
-
- 20. Z.K. Huang, P. Greil, and G. Petzow, Ceram. Int. 10[1] (1984) 14-17.
-
- 21. T. Hirata, K. Akiyama, and T. Morimoto, J. Eur. Ceram. Soc. 20[8] (2000) 1191-1195.
-
- 22. S. Ordoñez, I. Iturriza, and F. Castro, J. Mater. Sci. 34[1] (1999) 147-153.
-
- 23. Z.H. Liang, H.L. Zhang, L.C. Gui, J. Li, G.H. Peng, and G.J. Jiang, Ceram. Int. 39[3] (2013) 2743-2751.
-
 This Article
This Article
-
2020; 21(3): 326-330
Published on Jun 30, 2020
- 10.36410/jcpr.2020.21.3.326
- Received on Nov 25, 2019
- Revised on Jan 21, 2020
- Accepted on Feb 7, 2020
Services
- Abstract
introduction
experimental
results and discussion
conclusions
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Alfian Noviyanto
-
aNano Center Indonesia, Jl. PUSPIPTEK, South Tangerang, Banten 15314 Indonesia
bDepartment of Mechanical Engineering, Mercu Buana University, Jl. Meruya Selatan, Kebun Jeruk, Jakarta 11650, Indonesia
Tel : +62-21-75675177 - E-mail: a.noviyanto@nano.or.id
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr