





- Influence of codeposited Al2O3 and h/BN on tribological properties of Ni-Al2O3-h/BN composite coatings
Jin-Hyuk Choia, Gobinda Gyawalib,*, Dhani Ram Dhakalc, Sami Bin Humamc, Bhupendra Joshib and Soo Wohn Leec,*
aResearch Center for Eco Multifunctional Nano Materials, Sun Moon University, Asan, Korea
bDepartment of Fusion Science and Technology, Sun Moon University, Asan, Korea
cDepartment of Environmental and Bio-Chemical Engineering, Sun Moon University, Asan, Korea
Ni-Al2O3-h/BN
composite coatings were prepared by dispersing different contents of Al2O3
nanoparticles and h/BN nanosheets in the plating bath. The prepared composite
coatings were then characterized for surface morphology, surface roughness,
elemental composition, Vickers microhardness, X-ray diffraction, and wear and
coefficient of friction test by using modern instruments. Compared to the
nickel coating, composite coatings have revealed an increase in Vickers
microhardness, improved surface roughness, and tribological properties.
Increasing the h/BN content into the deposit improved the coefficient of
friction, whereas increase in Al2O3 content improved wear
rate. Among the different samples, the composite coating prepared by dispersing
10 g/L of each Al2O3 nanoparticles and h/BN nanosheets
improved both wear and coefficient of friction under dry condition. In
addition, the coefficient of friction was also investigated under different
loadings during the wear test. The result showed that the lowest coefficient of
friction was observed at 5 N load.
Keywords: Ni-Al2O3-h/BN composite coating, Hardness, Wear, Coefficient of friction
Electrodeposition offers a low-cost fabrication of metallic
coatings over weak substrates for improving mechanical properties, and
protection against wear and electrochemical corrosion [1]. Nickel is one of the
most popular metallic coatings for engineering purposes. Nickel electroplating
technology has been extensively progressed during the last 50 years to produce
a wide range of industrial coatings for decorative, protective as well as
functional properties [2]. In addition to its re- markable
brightness and lustrous appearance, it provides a unique
combination of corrosion and wear resistance.
Metal matrix composite coatings have
gained much interest in recent years due to their improved coating properties
as compared to single metal or alloy plating [3]. Electrodeposition of metal
matrix composites is applied to produce wear and corrosion
resistant coatings; however, the properties of these
coatings mainly depend on their composition and structure
[4, 5]. Different types of ceramic nanoparticles and 2D nanomaterials have been
successfully incorporated into the metal matrix during electro/electroless
deposition techniques for improved wear and corrosion resistance. Among
different types of ceramics, carbides (SiC, TiC, B4C, etc.),
oxides (Al2O3, TiO2, ZrO2, CeO2,
etc.), and nitrides (Si3N4, TiN, AlN, etc.)
ceramics [5-10] are extensively investigated as second phase reinforcements in
the electrodeposited metal matrix composite system to elucidate electrical,
catalytical, thermal, mechanical, tribological, and electrochemical corrosion
properties. Similarly, 2D materials such as reduced graphene oxide [11],
graphite [12], h-BN [13], MoS2 [14], WS2 [15], etc. are
mainly studied for the tribological properties, especially to reduce
coefficient of friction, and wear rate during the sliding contacts. Studies
have revealed that the uniform distribution of ceramic particles into the metal
matrix significantly improves the tribological and electrochemical properties
of the coatings [15, 16]. Codeposition of Al2O3
nanoparticles into Ni coating has shown improvement in
microhardness and corrosion resistant behavior of the coating
[17]. Improvement in hardness is related to the dispersion hardening effect and
load bearing capacity of the codeposited Al2O3 particles
[18]. In addition, microstructural modification in the composite coating
leading to grain refinement is another aspect for achieving a hard deposit.
On the other hand, h/BN nanosheets are regarded as the
solid lubricating material due to their layered sheet structure. Hence, an
improvement in coefficient of friction by reinforcement of h/BN has been
reported [19]. The h/BN nanosheets are relatively soft by virtue of
their layered crystal structure. Therefore, a significant improvement
in microhardness of the composite coating was not
achieved by the codeposition of a higher amount of h/BN into the Ni
electrodeposits [19, 20]. Therefore, a proper combination of hard type
nano- particles
(e.g., Al2O3) and solid-lubricating 2D materials
(e.g., h/BN nanosheets) could be the potential material to increase in both
microhardness and tribological properties of the composite coating.
Therefore, the aim of the present study is to fabricate
Ni-Al2O3-h/BN composite coatings containing different contents
of Al2O3 and h/BN reinforcements via composite electrodeposition
technique and investigate the combined effects of Al2O3
and h/BN particles on microstructural, mechanical,
and tribological properties of the composite coatings.
Preparation
of Ni-Al2O3-h/BN composite coatings
The composite electrodeposition was carried out by using a
pulse DC current technique. The composition and concentration of the
electrolytic bath are shown in Table 1. Pure Ni balls in titanium basket was
used as anode and a polished copper sheet of exposed area of 2.25
cm2 as cathode. Different concentrations
of Al2O3 nanoparticles and h/BN
nanosheets were dispersed ultrasonically in the plating bath prior to the
electro- deposition. A
pulse DC current with 80 mA/cm2 current density, 50%
pulse duty cycles, and 100 Hz pulse frequency were adjusted during the
electrodeposition. After electrodeposition, samples were cleaned in ultrasound to remove loosely adhered ceramic
particles from the surface. The samples prepared by dispersing 5 g/L Al2O3
+ 15 g/L h/BN, 10 g/L Al2O3 + 10 g/L h/BN, and
15 g/L Al2O3 + 5 g/L h/BN were referred as NiAl5BN15,
NiAl10BN10, and NiAl15BN5, respectively. In all the
composite coatings, the total amount of ceramic loading was fixed to
20 g/L. For a reference, pure nickel coating without ceramics
loading was also prepared under similar conditions.
Characterizations
The samples thus prepared were characterized for microstructures and
phase composition, surface morphology, surface roughness, and microhardness by using X-ray diffraction (XRD, Rigaku RINT 2200, X-Ray diffractometer, Japan), scanning electron microscope (SEM, Nanoeye, Korea), Surface roughness tester (Surftest), and
Vickers microhardness tester (Buehler Ltd.,
USA), respectively. Vickers microhardness test was carried out for 10
replicates on the coating surface under 0.98 N load, and the values were
averaged.
Tribological properties of the electrodeposited coatings
were evaluated by reciprocal sliding test using ball on disc method Tribometer
(CSM instruments; TRN 01-04879). A zirconia ball was used as the counterpart,
while the electrodeposited coating was used as a disc. A constant load of
5 N was used with a sliding speed of 1.48 cm/s for 15 min under dry
condition (at 23 oC and 30% humidity). Tribology test under
different loading conditions (3 N, 5 N, 7.5 N and 10 N) was also carried out to
investigate the variation of coefficient of friction at different loads.
Coefficient of friction was recorded simultaneously during the wear test. The
worn surfaces after the tribology test were observed by SEM to study the wear
mechanism during the wear test.
Surface
morphologies, XRD, and microstructures
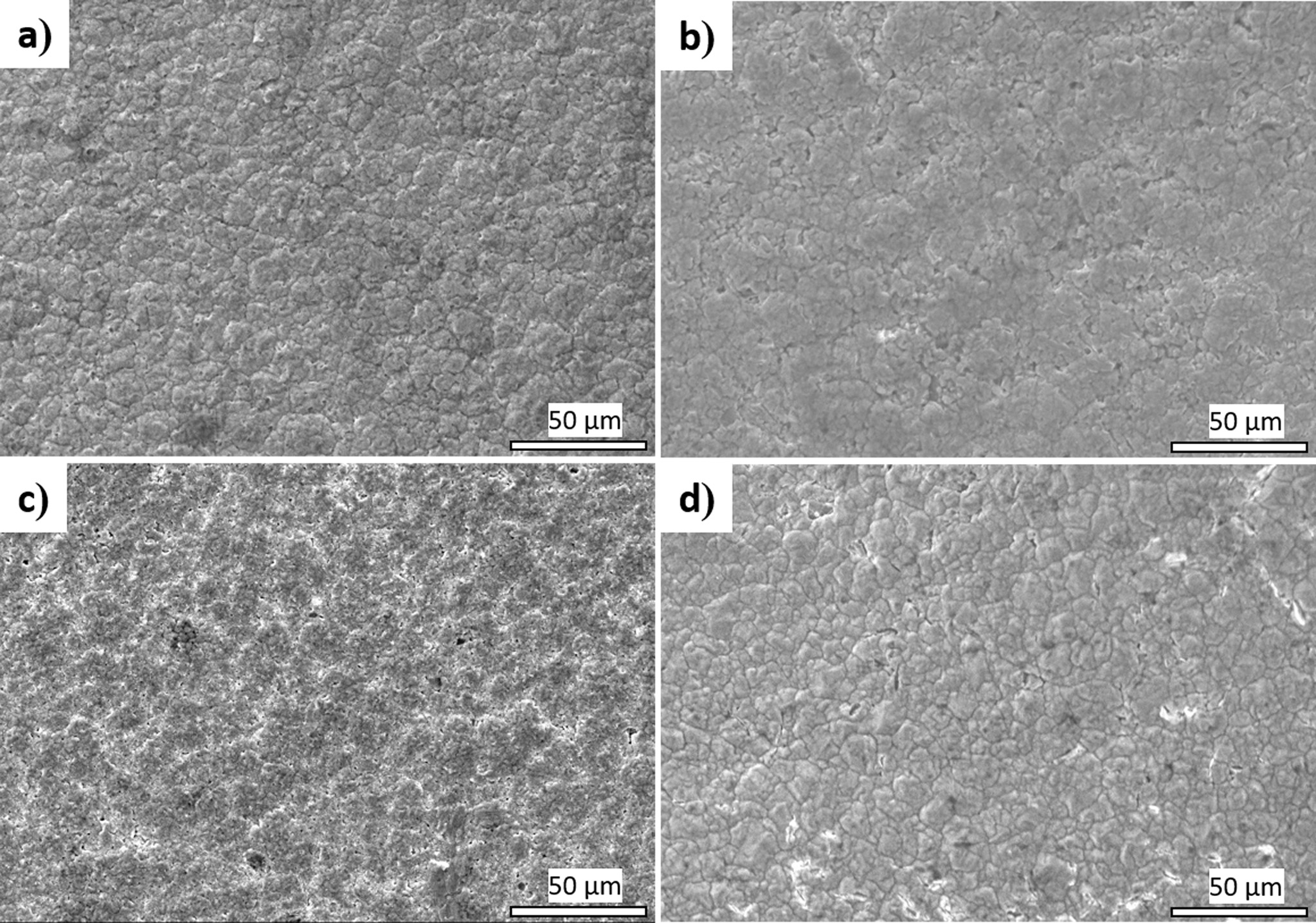
Surface morphologies of the pure Ni, NiAl5BN15,
NiAl10BN10, and NiAl15BN5 composite coatings are shown in Fig. 1. Variation in
surface morphologies are observed depending on the amount and type of ceramic
nanoparticles codeposition. Pure nickel (Fig. 1(a)) shows
more or less homogeneous surface topography with pyramidal granules. On the
other hand, composite coating NiAl10BN10 revealed finer surface topography as
compared to NiAl5BN15 and NiAl15BN5 samples. In NiAl5BN15 sample, h/BN sheets
are also clearly observed on the surface. However, in NiAl15BN5
sample, the morphology appears to be relatively rougher unlike
other coatings. Reinforcement of second phase ceramic particles into the metal
matrix during electrodeposition modifies the regular growth of the matrix
grains. In other words, reduction of Ni ions into nickel is more or less
obstructed by the codeposited ceramic particles during their regular growth,
leading into smaller grains, and hence, changes the surface
morphology. The average thickness of the coatings was
measured to be 75 µm.
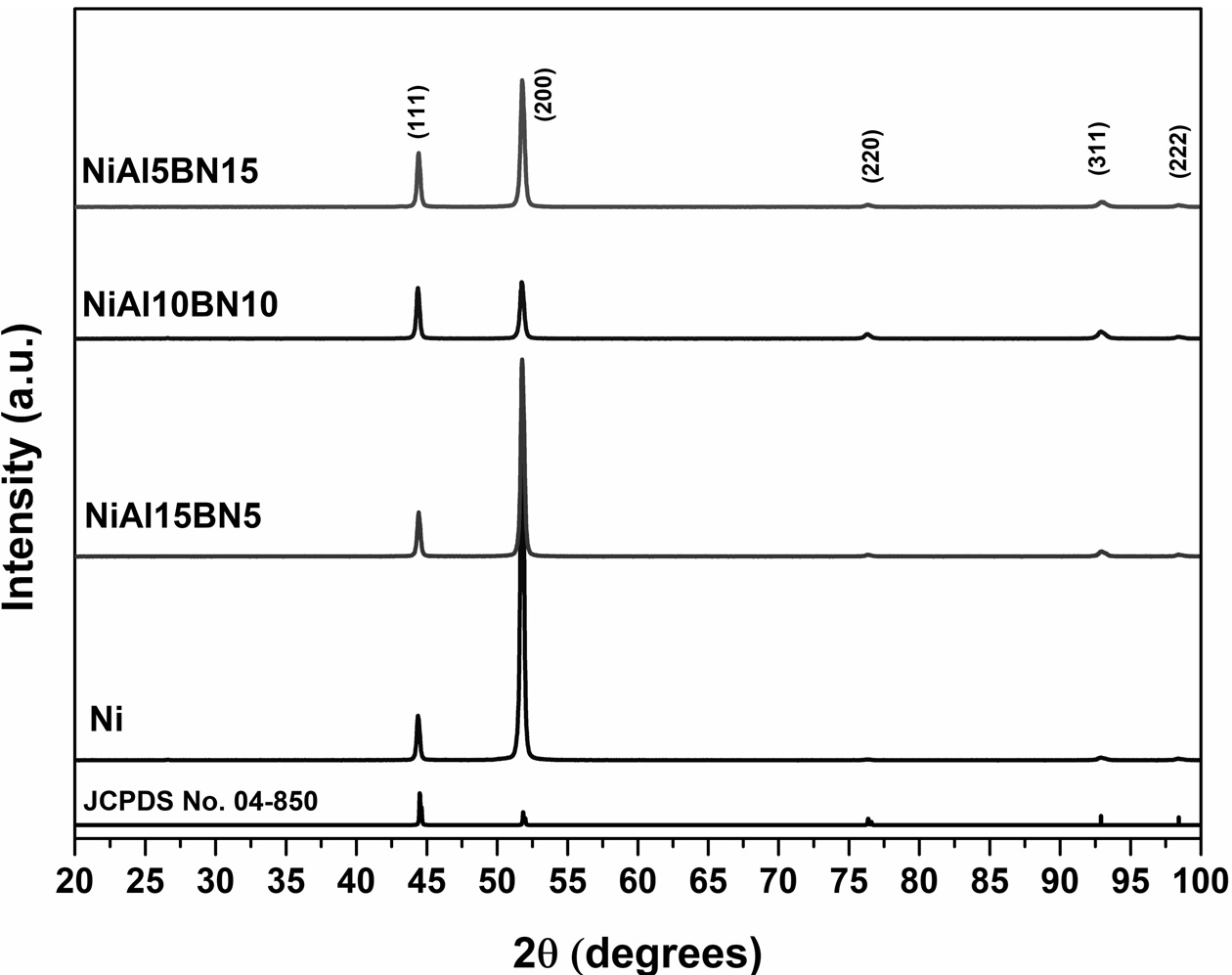
X-ray diffraction patterns of the Ni and Ni-Al2O3-h/BN
composite coatings are shown in Fig. 2. A significant variation in
relative peak intensities is found in the coatings. Compared to pure nickel
coating, composite coatings possessed attenuation of (200) main reflection
peak. In the FCC crystal structure of nickel coating, intense (200)
reflection peak is also associated with the ductile
behavior of the Ni coating [21]. Attenuation of (200)
reflection peak and elevation of (311) peak are associated with the mixed
orientations of the nickel crystallites,
suggesting a harder deposit. In the NiAl10BN10 sample,
almost similar intensities of (111) and (200) peaks are observed. However, in
all the composite coatings, the XRD peaks associated with the codeposited Al2O3
and h/BN are not detected. This might
be due to the lower quantity of the reinforcements present in the coating, which is beyond the
detection limit by XRD.
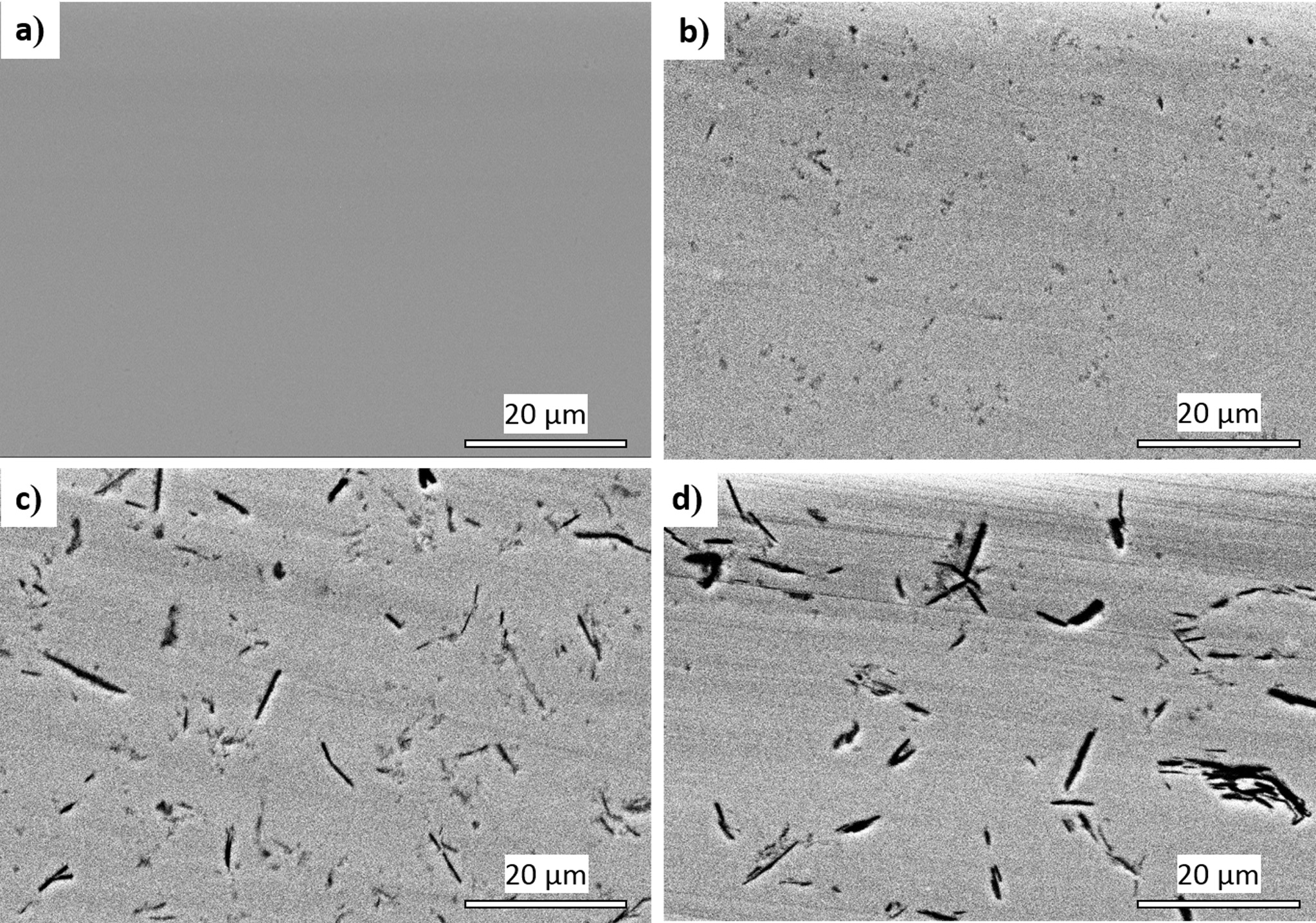
In order to investigate the distribution of codeposited
ceramic particles into the nickel matrix, SEM cross-section observation was
carried out, as shown in Fig. 3. Cross-section of NiAl15BN5 sample revealed
mainly codeposited Al2O3 nanoparticles with less h/BN
nano- sheets, while
NiAl5BN15 sample shows mainly co- deposited
h/BN with low quantity of Al2O3 nanoparticles.
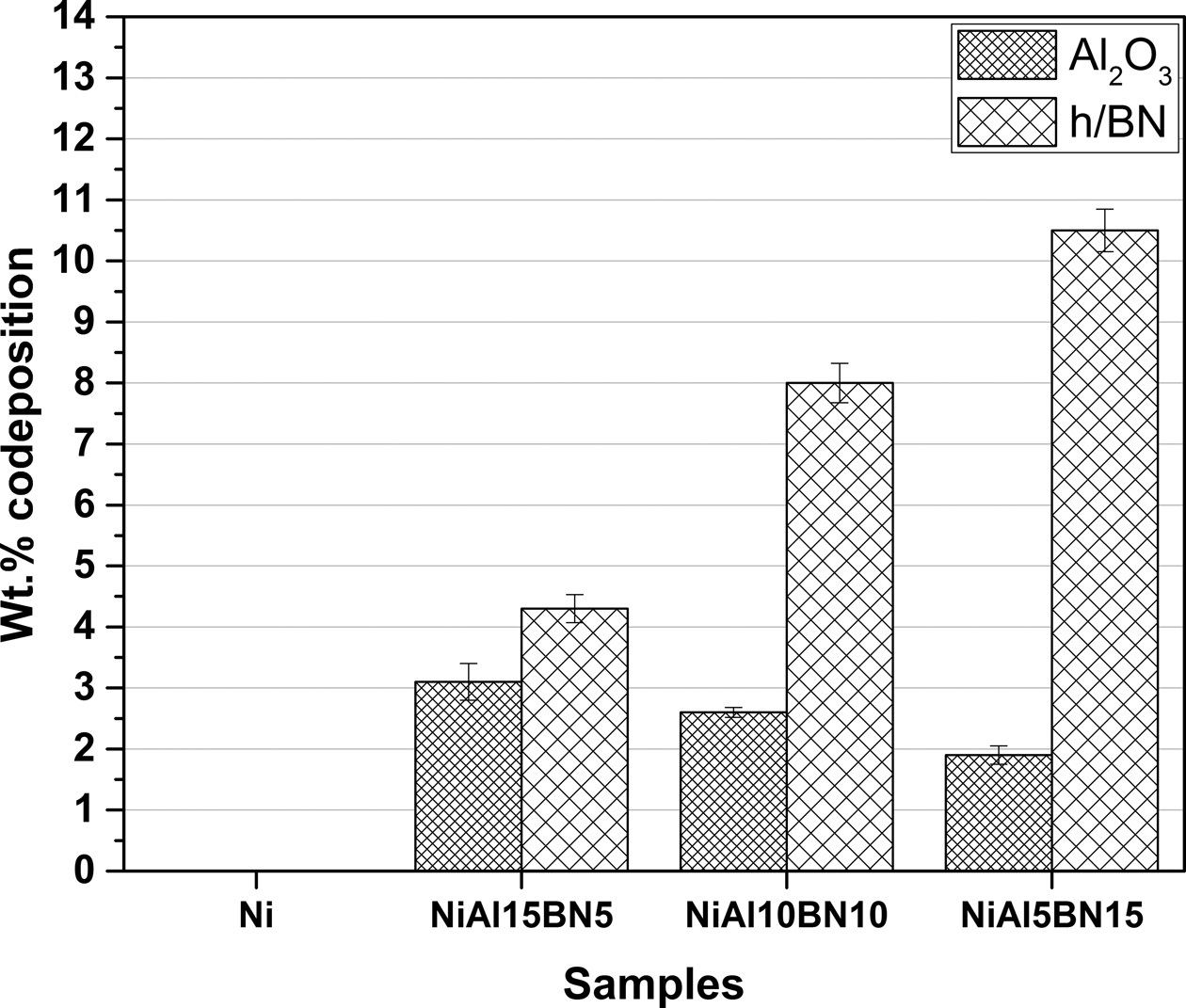
Wt.% codeposition of Al2O3 and h/BN in the Ni coating is
shown in Fig. 4. The result reveals that the codeposition of h/BN is more as
compared to the Al2O3 nanoparticles. As the content of
h/BN was increased in the plating bath, the codeposition wt.% of h/BN in the
coating also increased. However, agglomerated h/BN nanosheet bundles are
observed in the NiAl5BN15 sample (Fig. 3(d)). Studies have
revealed that the agglomeration of second phase particles in the
nickel matrix adversely affects the properties of the coating [22].
On the other hand, the sample NiAl10BN10 revealed a well
distribution of both codeposited Al2O3 nanoparticles and
h/BN nanosheets. The cross-section image of the reference nickel only coating
possesses a fine appearance without any reinforcement phases,
pores, or voids.
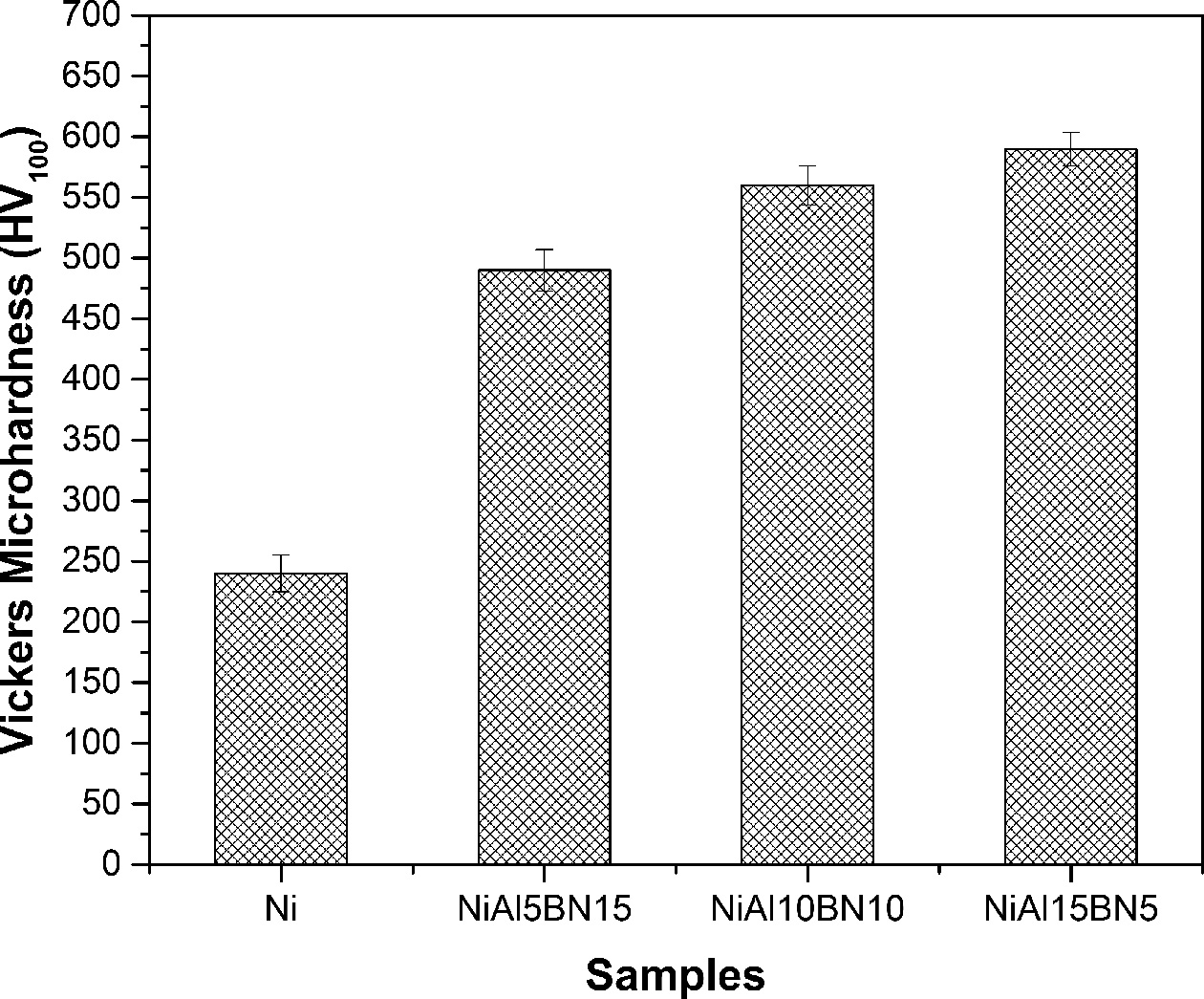
Microhardness
Vickers microhardness values of Ni and Ni-Al2O3-h/BN
composite coatings are shown in Fig. 5. The average
microhardness value of pure nickel coating is ~240 HV whereas, the Vickers
microhardness of the Ni-Al2O3-h/BN composite coatings are
above 450 HV. Vickers microhardness values of the composite
coatings were increased by increasing the Al2O3
content and decreasing the h/BN content in the plating
bath. The increase in microhardness is proportional to the
increased codeposi- tion wt.% of Al2O3
nanoparticles. However, Vickers
microhardness of the composite coating vs. the content of h/BN in the plating
bath revealed that the hardness of the coating was not significantly increased
with increased content of h/BN. Unal
et al. [20] have reported similar
observations in their study on electrodeposited Ni-B/hBN composite coating where the microhardness values of Ni-B/hBN
composite coatings were higher than
pure Ni coatings, but lower than Ni-B alloy coatings. Hence,
the study shows that the codeposition of Al2O3 is primarily responsible for the enhancement of
the microhardness of the coating. The outcome is also supported by the
cross-sectional view of the coatings, where
an increase in h/BN content promoted the agglomerated clusters of h/BN nanosheets (Fig. 3(d)). In
addition, as compared to Al2O3 nanoparticles, h/BN
nanosheet has higher surface aspect ratio and further clustering of these
nanosheets deteriorates the load bearing capacity.
Tribological properties
Tribological properties of Ni and Ni-Al2O3-h/BN
composite coatings were evaluated by performing reciprocal dry sliding wear and
coefficient of friction (COF) tests under fixed and variable loads.
Effect of Al2O3 and h/BN on friction
and wear behaviors of the coatings
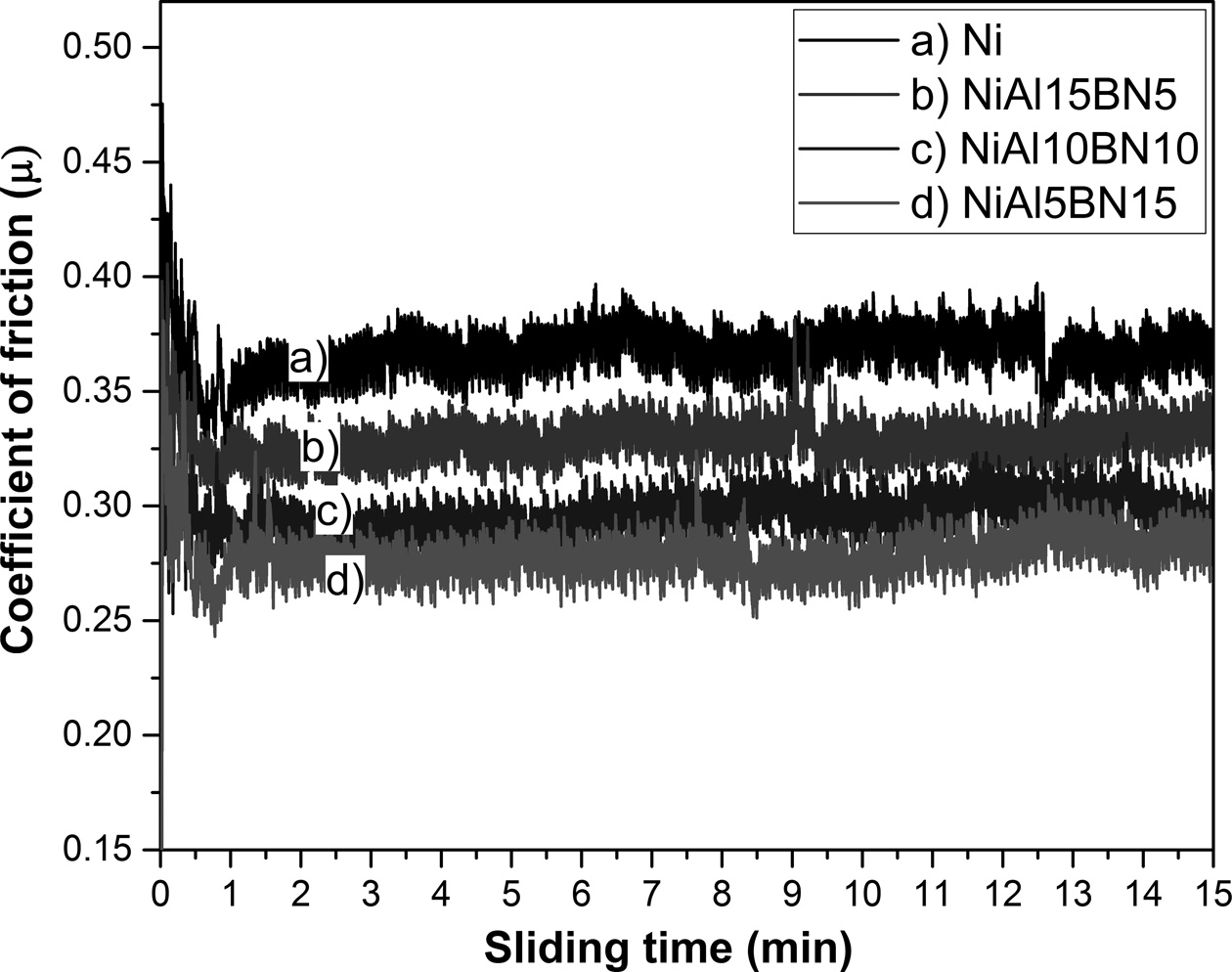
Variations of the coefficient of friction of Ni and Ni-Al2O3-h/BN
composite coatings under fixed 5 N load are shown in Fig. 6. Initially, the
coefficient of friction started with higher values in all samples and then
decreased gradually until sliding for 1 min. After a min of sliding time, the
COF again increased slightly and maintained more or less constant values
throughout the sliding time. The higher values of the coefficient of friction
at initial sliding might be due to the surface asperity in contact between
sliding ball and the flat specimen. As soon as the contact surfaces have worn
out to fit the surface irregularities, the COF maintained the steady state
value. Among the samples, Ni coating has shown the higher values of the COF,
followed by NiAl15BN5 sample. As the content of h/BN is increased
in the composite coatings, the average values of the COF decreased gradually.
However, there is only a slight difference in the average values of the coefficient
of friction in between NiAl10BN10 and NiAl5BN15 samples, although the content
of h/BN is higher in the NiAl5BN15 sample. As seen from the SEM
cross-sectional images in Fig. 3, NiAl10BN10 sample possessed
well distribution of both Al2O3 nanoparticles and h/BN nanosheets, whereas,
NiAl5BN15 sample possessed some agglomerated
bundles of h/BN nanosheets. The uneven distribution of h/BN with agglomeration
might be the possible reason for this significance. Uniform distribution of
reinforced particles plays a crucial role in decreasing coefficient of
friction. The h/BN has been well known for the solid lubricant material. Due to
its layered sheet structure, the friction force is reduced upon sliding over it. Therefore, 2D materials such
as h/BN, MoS2, RGOs, WS2,
etc. have been studied for manufacturing solid-lubricating composites materials
[19, 23, 24].
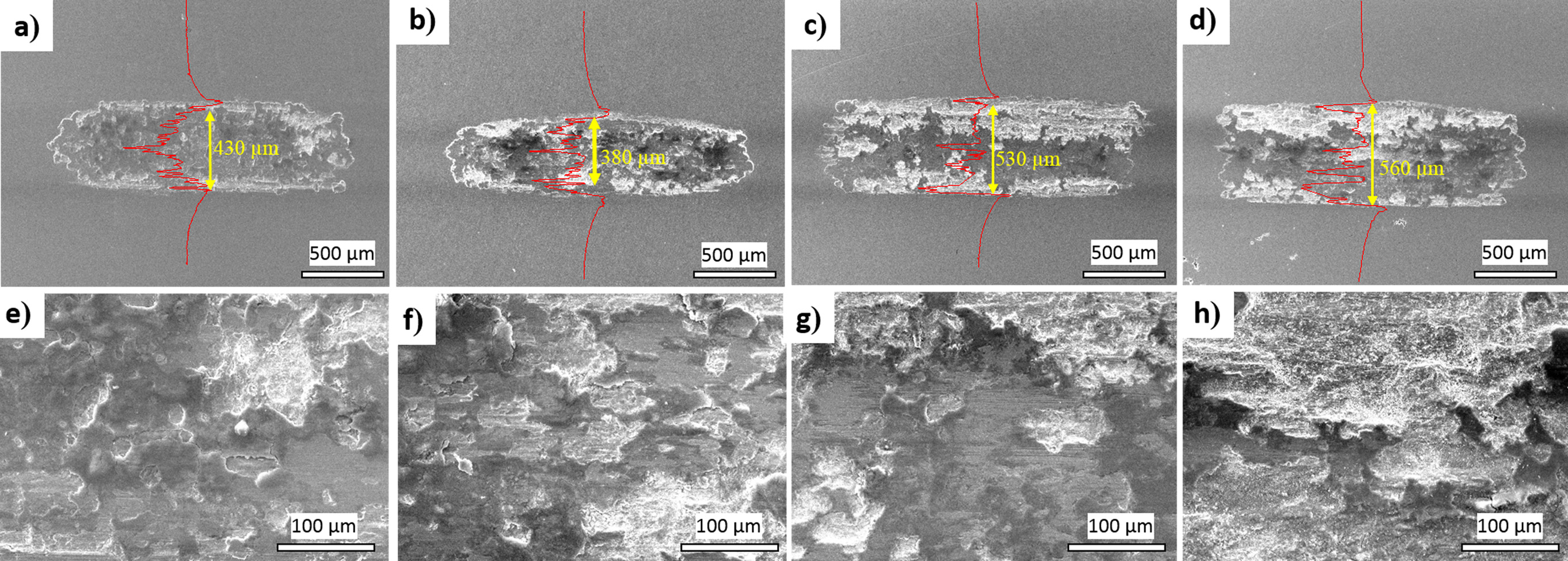
To investigate the worn out surface of the samples after
the wear test, SEM observation was performed. Fig. 7(a-d) show the full scale
worn out surfaces after wear test while their corresponding
higher magnification images are shown in Fig. 7(e-h). As
seen from the track width, the least width (~380 µm) of the wear track
was found in NiAl15BN5 sample, where the content of Al2O3
is higher as compared to other samples. On the other hand, the highest width of
the wear track (~560 µm) was measured in NiAl5BN15 sample. Ni coating shows a
semicircular depth profile of the wear track, unlike Ni-Al2O3-h/BN
composite coatings. The smaller width of the NiAl15BN5 coating might be
ascribed to the higher hardness of the coating due to the dispersion hardening
effect of the Al2O3 nanoparticles [18]. However, in h/BN
rich samples, NiAl10BN10 and NiAl5BN15, the hardness values were not
significantly increased. As a result, the width of the wear tracks is
relatively larger. Fig. 7(e-h) demonstrate that all the samples possess
abrasive nature of wear revealed by delamination and plow out of materials. As
the ZrO2 counter ball is significantly harder than the mating
substrate, a transferred film from ZrO2 ball to the substrate was
not observed.
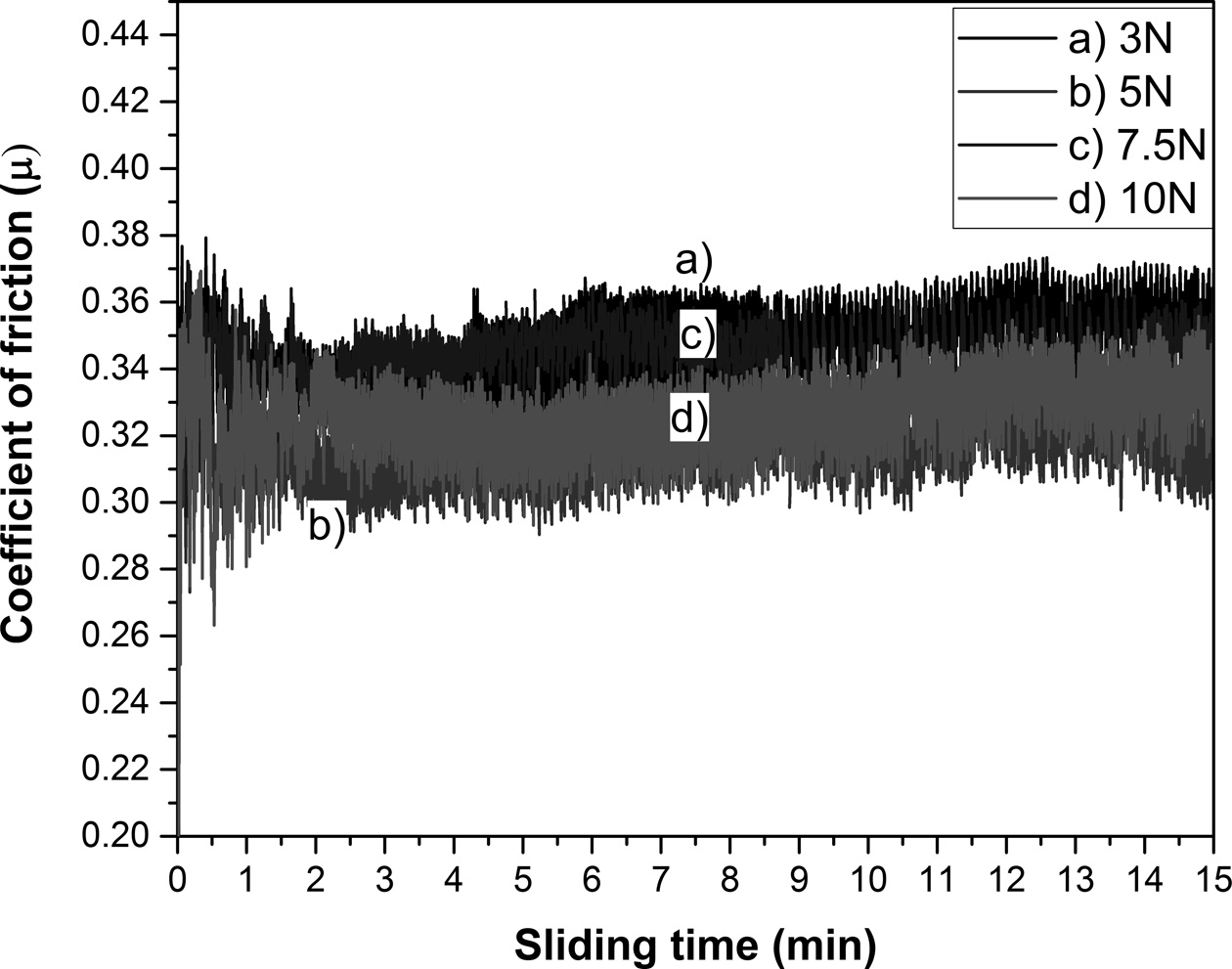
Effect of applied load on COF of the coating
To study the effect of applied load on COF, NiAl10BN10
was taken as a reference sample and carried out the tribology test under 3 N, 5
N, 7.5 N and 10 N normal loads. Fig. 8 shows the variation of coefficient
friction with respect to different applied loads. A slight
variation in coefficient of friction was observed under different
loads. Higher values of the average COF was observed at 3 N load.
Whereas, the lowest COF was measured at 5 N load. In addition to
the presence of h/BN solid lubricant, the formation of an oxidative film and
third body lubricity due to smashed wear debris at 5 N load might
have played a vital role in decreasing the coefficient of
friction. Beyond 5 N normal load, the COF increased
slightly. Increase in normal load might have increased the abrasion rate.
Furthermore, roughening of the substrate and possibly the formation of larger
wear debris resulted the increased friction force. As a result, a higher
coefficient of friction was observed at elevated normal loads. Hence, the
optimum normal load was found to be 5 N based on the lowest coefficient of
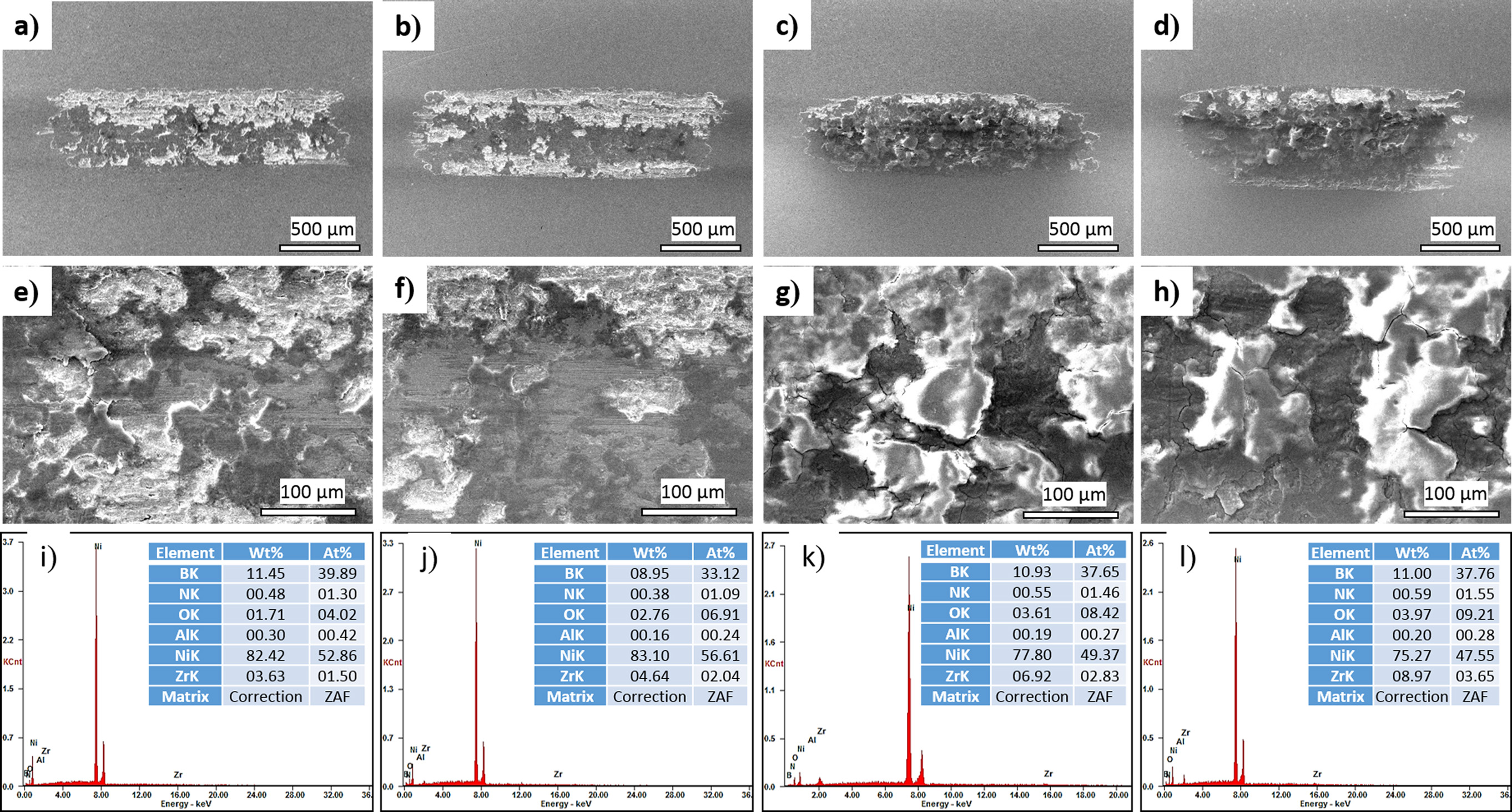
friction. Similarly, SEM images of the worn surfaces after the tribology test
under different normal loads and their corresponding EDS spectra are shown in
Fig. 9. A magnified view of the wear tracks (Fig. 9(e-h)) revealed
that at 3 N and 5 N loads, similar nature of the abrasive wear
was observed. It is interesting to note that although the similar
nature of worn surfaces was observed at 3 N and 5 N loads, a low volume
fraction of the plow out of materials were observed at 5 N normal load. The
outcome is also supported by the lower coefficient of friction at this normal
load. However, at higher loads (7.5 N and 10 N), larger flakes of the worn out
debris were produced. Some micro-cracks were also observed within the wear
tracks at higher loads. The EDS spectra (Fig. 9(i-l)) show a gradual increase
in Zr and O contents in the wear debris at higher loads. Increased oxygen
content might also be a consequence of the produced oxidative film in addition
to the oxygen from the transferred ZrO2 film.
|
Fig. 1 SEM surface morphologies of (a) pure Ni, (b) NiAl15BN5, (c) NiAl10BN10, and (d) NiAl5BN15 samples. |
|
Fig. 2 X-ray diffraction patterns of the samples. |
|
Fig. 3 SEM cross-sectional images of (a) pure Ni, (b) NiAl15BN5, (c) NiAl10BN10, and (d) NiAl5BN15 samples. |
|
Fig. 4 Codeposition wt% of Al2O3 and h/BN into the coatings. |
|
Fig. 5 Vickers microhardness of the samples. |
|
Fig. 6 Variation of the coefficient of frictions of different samples under 5 N applied load. |
|
Fig. 7 SEM images of the worn surfaces after the wear test of the samples. |
|
Fig. 8 Variation of the coefficient of friction under different applied loads in NiAl10BN10 sample. |
|
Fig. 9 SEM images and EDS spectra of the worn surfaces of NiAl10BN10 sample after wear test under different applied loads. |
Ni-Al2O3-h/BN composite coatings
were successfully prepared by composite electrodeposition technique. XRD
analysis revealed the attenuation of (200) main reflection peak, indicating a
less preferred orientation of the nickel crystallites in the composite coating.
Vickers microhardness values of the composite coatings increased
as compared to the pure nickel coating. The effect was more pronounced with
codeposited Al2O3 than the h/BN. On the other hand, the
coefficient of friction was decreased by increasing the content of h/BN in the
deposit. In the Ni-Al2O3-h/BN composite coating, a combination
of Al2O3 nanoparticles and h/BN nanosheets (10 g/L
each) revealed the best performance to improving microhardness
and the coefficient of friction. Furthermore, a tribology
test under different normal loads exhibited the lowest values of the
coefficient of friction at 5 N normal load.
This research was supported by the “International standardization
of nickel-phosphorous ceramics electroless composite
plating for industrial use” program through the “Korea
Evaluation Institute of Industrial technology” of Korea
funded by the Ministry of Science, ICT and Future planning (Grant number:
10080067).
- 1. G. Gyawali, R. Adhikari, H.S. Kim, H.-B. Cho, and S.W. Lee, ECS Electrochem. Lett. 2 (2012) C7-C10.
-

- 2. Nickel Plating Handbook, Nickel Institute Brussels, Belgium, 2014.
- 3. R. Casati and M. Vedani, Metals (Basel). 4 (2014) 65-83.
-
- 4. D. MIRACLE, Compos. Sci. Technol. 65 (2005) 2526-2540.
-
- 5. Z. Mahidashti, M. Aliofkhazraei, and N. Lotfi, Trans. Indian Inst. Met. 71 (2018) 257-295.
-
- 6. G. Gyawali, H.-S. Kim, K. Tripathi, T.-H. Kim, and S.W. Lee, J. Mater. Sci. Technol. 30 (2014) 796-802.
-
- 7. M. Srivastava, V.K. William Grips, and K.S. Rajam, Mater. Lett. 62 (2008) 3487-3489.
-
- 8. L. Benea, J. Appl. Electrochem. 39 (2009) 1671-1681.
-
- 9. F. Xia, H. Xu, C. Liu, J. Wang, J. Ding, and C. Ma, Appl. Surf. Sci. 271 (2013) 7-11.
-
- 10. V. Medelien, Surf. Coat. Technol. 154 (2002) 104-111.
-
- 11. J. Jiang, H. Chen, L. Zhu, W. Qian, S. Han, H. Lin, and H. Wu, RSC Adv. 6 (2016) 109001-109008.
-
- 12. H. Zhao, L. Liu, W. Hu, and B. Shen, Mater. Des. 28 (2007) 1374-1378.
-
- 13. G. Gyawali and S.W. Lee, J. Ceram. Process. Res. 16 (2015) 213-217.
- 14. L. Shi, C. Sun, and W. Liu, Appl. Surf. Sci. 254 (2008) 6880-6885.
-
- 15. I. Tudela, A.J. Cobley, and Y. Zhang, Friction 7, (2019) 169-180.
-
- 16. L. Chen, L. Wang, Z. Zeng, and J. Zhang, Mater. Sci. Eng. A 434 (2006) 319-325.
-
- 17. J.N. Balaraju, Kalavati, and K.S. Rajam, Surf. Coat. Technol. 200 (2006) 3933-3941.
-
- 18. H. Gül, F. Kiliç, S. Aslan, A. Alp, and H. Akbulut, Wear 267 (2009) 976-990.
-
- 19. Z. Shahri, S.R. Allahkaram, and A. Zarebidaki, Appl. Surf. Sci. 276 (2013) 174-181.
-
- 20. E. Ünal and H. Karahan, Surf. Coat. Technol. 333 (2018) 125-137.
-
- 21. Q. Feng, T. Li, H. Yue, K. Qi, F. Bai, and J. Jin, Appl. Surf. Sci. 254 (2008) 2262-2268.
-
- 22. T. Lampke, B. Wielage, D. Dietrich, and A. Leopold, Appl. Surf. Sci. 253 (2006) 2399-2408.
-
- 23. I. Sivandipoor and F. Ashrafizadeh, Appl. Surf. Sci. 263 (2012) 314-319.
-
- 24. M.F. Cardinal, P.A. Castro, J. Baxi, H. Liang, and F.J. Williams, Surf. Coat.Technol. 204 (2009) 85-90.
-
 This Article
This Article
-
2020; 21(2): 249-255
Published on Apr 30, 2020
- 10.36410/jcpr.2020.21.2.249
- Received on Dec 25, 2019
- Revised on Mar 30, 2020
- Accepted on Apr 2, 2020
Services
- Abstract
introduction
experimental
results and discussion
conclusion
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Gobinda Gyawali b and Soo Wohn Lee c
-
bDepartment of Fusion Science and Technology, Sun Moon University, Asan, Korea
cDepartment of Environmental and Bio-Chemical Engineering, Sun Moon University, Asan, Kore
Tel : +82-41-530-2882 Fax: +82-41-530-2840 - E-mail: ggobinda@sunmoon.ac.kr, swlee@sunmoon.ac.kr
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr